

Цементация
Цементацией называется химико-термическая операция, в процессе которой производят насыщение поверхностного слоя деталей углеродом. Цементацию проводят с целью получения высокой твердости, износостойкости поверхности деталей при высокой ударной вязкости сердцевины.
Цементируют детали из стали с массовой долей углерода до 0,25 %, работающие на трение и при знакопеременных нагрузках: зубчатые колеса, блоки шестерен, распределительные и кулачковые валики, кулачки, толкатели клапанов и другие детали, а также проверочный инструмент — калибры, шаблоны, щупы и т.д.
Поверхность деталей и инструмента насыщается углеродом в отдельных случаях на глубину до 1,4 мм, обычно этот слой составляет 0,8 мм. Массовая доля углерода, насыщаемого в поверхность деталей, достигает 0,8... 1,0 %. Концентрация углерода от поверхности детали к сердцевине уменьшается. Таким образом, цементации подвергают детали из конструкционных углеродистых и низколегированных сталей, которые не воспринимают улучшение закалкой.
Рабочее тело, в котором осуществляется химико-термическая обработка, называется карбюризатором. Различают цементацию в твердом, жидком и газовом карбюризаторах.
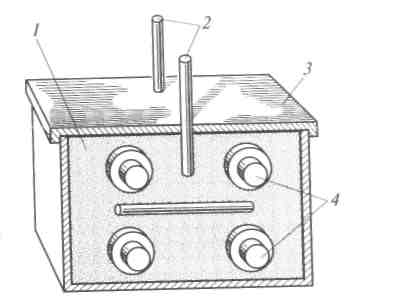
Рисунок.10. Цементация в твердом карбюризаторе:
1 — твердый карбюризатор;
2 — свидетели;
3 — цементационный ящик;
4 — цементуемые детали
Для цементации в твердом карбюризаторе в стальной ящик (рисунок. 10) помещаются детали, подвергаемые цементации, которые равномерно пересыпаются карбюризатором.
Одновременно с карбюризатором помещаются контрольные образцы, так называемые свидетели. В процессе нагрева и выдержки контрольные образцы вынимаются, и по ним определяется ход технологического процесса.
На рисунке. 11. показана зависимость концентрации углерода в зависимости от глубины насыщения.
Так, на глубине насыщения 0,1 мм концентрация углерода достигает 1%,
0,2 мм — 0,9%,
1 мм — 0,6%,
1,6 мм — 0,16%.
Такая концентрация углерода в поверхностях трущихся деталей (зубчатые колеса, шестерни, валы, оси и др.) обеспечивает надежность и долговечность работы контактной пары.
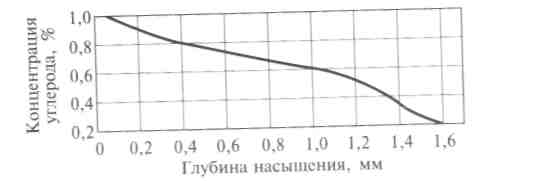
Рисунок. 11. Концентрация углерода в зависимости от глубины насыщения
При цементации в зависимости от глубины насыщения углеродом образуются различные микроструктуры (рисунок.12).
До термообработки на глубине до 1 мм будет структура цементита,
более 1 мм — перлита и далее — феррита.
После термообработки (закалки) на глубине до 1 мм будет структура мартенсита, далее — троостита и сорбита.
На глубине свыше 2... 3 мм — исходная структура.
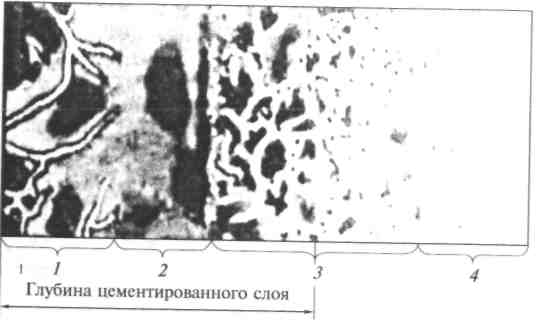
Рисунок. 12. Различные микроструктуры, образующиеся при цементации, в зависимости от глубины насыщения углеродом:
1 — заэвтектоидная зона (П + Ц);
2 — эвтектоидная зона (П);
3 — доэвтектоидная зона (П + Ф);
4 — сердцевина
Цементация в газовой среде является основным химико-термическим процессом при массовом производстве. Газовую цементацию проводят в муфельных или шахтных печах в науглероженной атмосфере. Атмосферу печей науглероживают метаном, керосином или бензолом. После газовой цементации применяют закалку с последующим низким отпуском. Газовая цементация дает возможность контролировать процесс, что в свою очередь создает условия механизации и автоматизации производства.