

Смазывание подшипников
В проектируемых редукторах для смазывания подшипников качения применяют жидкие и пластичные смазочные материалы.
A. Смазывание жидкими материалами. При смазывании окунанием подшипники смазываются путем разбрызгивания масла по валам. Надежное смазывание возможно при окружных скоростях v>3 м/с.
При верхнем расположении вала - червяка или вала - шестерни применяют специальные смазывающие конструкции.
B. Смазывание пластичными материалами. Применяется при окружных скоростях v<2 м/с. Полость подшипника, смазываемого пластичным материалом, должна быть закрыта с внутренней стороны подшипникового узла внутренним уплотнением. Смену смазочного пластичного материала производят при ремонте. Наиболее распространенные для подшипников качения - пластичные смазки типа солидол жировой (ГОСТ 1033-79), консталин жировой УТ - 1 (ГОСТ 1957-73).
Проверочный расчет шпонок
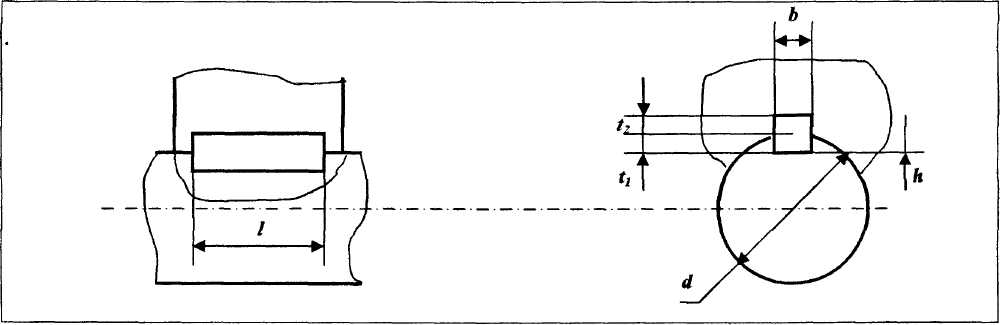
Призматические шпонки, применяемые в проектируемых редукторах, проверяют на смятие. Условие прочности
Gсм = Ft / Aсм [G]см,
где
Ft - окружная сила на шестерне или колесе, Н. (см. табл. ).
Асм - (0,94h - t1)lp - площадь смятия, мм2. Здесь lp = l - b - рабочая длина шпонки со скругленными концами, мм (l - полная длина шпонки, определенная на конструктивной компоновке); b; h; t1 - стандартные размеры (см. табл.2.50).
[G]cm - допускаемое напряжение на смятие, Н/мм2. При стальной ступице и спокойной нагрузке [G]cm =110..190 Н/ мм2; при колебаниях нагрузки [C]cm следует снижать на 20...25%; при ударной нагрузке - снижать на 40...50%; при чугунной ступице значения [G]cm снижать вдвое.
Шпоночные соединения с призматическими шпонками (ГОСТ 23360-78)
Таблица 2.50
Диаметр вала d |
Сечение шпонки |
Фаска |
Глубина паза |
Длина l |
||
b |
h |
t1 |
t2 |
|||
Свыше 12 до 17 » 17 » 22 |
5 6 |
5 6 |
0,25...0,4 |
3 3,5 |
2,3 2,8 |
10...56 14...70 |
» 22 » 30 |
8 |
7 |
0,4...0,6 |
4 |
3,3 |
18...90 |
» 30 » 38 » 38 » 44 |
10 12 |
8 |
5 |
3,3 |
22...110 28...140 |
|
» 44 » 50 » 50 » 58 » 58 » 65 |
14 16 18 |
9 10 11 |
5,5 6 7 |
3,8 4,3 4,4 |
36...160 45...180 50...200 |
|
» 65 » 75 |
20 |
12 |
0,6...0,8 |
7,5 |
4,9 |
56...220 |
» 75 » 85 » 85 » 95 |
22 25 |
14 |
9 |
5,4 |
63...250 70...280 |
|
Примечание:
1. Длины l призматических шпонок выбираются из следующего ряда: 10; 12; 14; 16; 18; 20; 25; 28; 32; 36; 40; 45; 50; 56; 63; 70; 80; 90; 100; 110; 125; 140; 160; 180; 200; 220; 250.
2. Пример условного обозначения шпонки исполнения 1, размерами b=16мм; h=10мм; l=50мм:
Шпонка 16x10x50 ГОСТ 23360 - 78.
При выполнении специальной части выпускной квалификационной работы рекомендуется выполнять следующий порядок: