

3.1.1. Порядок расчета токарного проходного резца с пластиной из твердого сплава
Выбираем материал для державки резца, выбираем напряжение в и n g
Определяем силу резания
Выбираем сечение резца прямоугольное при условии h 1,6 в.
Определяем по формулам:
в =
Принимаем значение в ближайшем по стандарту СТСЭВ 153-75
Определяем h 1,6в и принимаем ближайшее значение по стандарту
Проверяем прочность и жесткость державки резца
Конструктивные размеры резца и тип пластины выбираем по справочнику. Типы и основные размеры токарных проходных и подрезных резцов с механическим креплением пластин регламентируются ГОСТ 28980-91, токарных расточных резцов ГОСТ 28981-91. Технические условия на резцы ГОСТ 50300-92. Основные размеры резцов даны в таблице
Геометрические параметры резцов выписать из табл. 4.
Выполняем рабочий чертеж резца.
3.1.2. Расчет и конструирование резцов с механическим креплением пластин
Применяют резцы с механическим креплением трех-, четырех-, пяти- и шестигранных пластин из твердого сплава, предназначенных для обработки заготовок из стали и чугуна.
Многогранные пластины не перетачивают. После изнашивания одной режущей кромки пластину поворачивают и в работу вступает следующая режущая кромка. После изнашивания всех режущих кромок пластину заменяют на новую.
Конструктивные варианты крепления пластин рис.
Углы у резцов с многогранными пластинами такие же, как у цельных напайных резцов с той же рабочей высотой, угол в плане может быть 45; 60 и 90.
Пример расчета.
Сконструировать токарный проходной правый резец с механическим креплением многогранной пластины из твердого сплава для обтачивания прутка из стали 45 с в = 750 Ма, главный угол в плане = 60. Обработку производят на станке 16К20. Глубина резания t = 5 мм, подача S = 0,7 мм/об, скорость резания v = 3 м/с (180 м/мин).
Выбираем по стандарту конструкцию резца с механическим креплением многогранной пластины. Выбираем резец проходной правый с пятигранной пластиной и подкладкой. Тип пластины P, тип крепления М.
Определяем сечение срезаемого слоя
F = t s = 5 0,7 = 3,5 мм2
пользуясь табл. находим, что для станка 16К20 резец должен иметь рабочую высоту h = 25 мм и диаметр окружности пластины D = 18 мм.
Основные размеры резца принимаем по стандарту резец тип В. табл. 27-34.
h = 25 мм, в = 25, R1 = 150 мм; h = 25; l = 9,52 мм (R 16); t = 22 мм (+0,5);
l2 = 36 мм
Конструктивные размеры резца указывают на рабочем чертеже державки резца.
Выбираем материал резца для державки: сталь 40Х HRC 40-45 в = ng
материал пластины типа P – Т14К8 – (Р20)
для клина сталь 45
для винта сталь 45 головку винта термообр. до HRC 30-35.
Проверяем прочность и жесткость державки.
Выбираем технические требования и выполняем рабочий чертеж.
23. Размеры сечений державок резцов, мм
(СТ СЭВ 153-75)

24. Размеры проходных резцов (см. рис. 43)

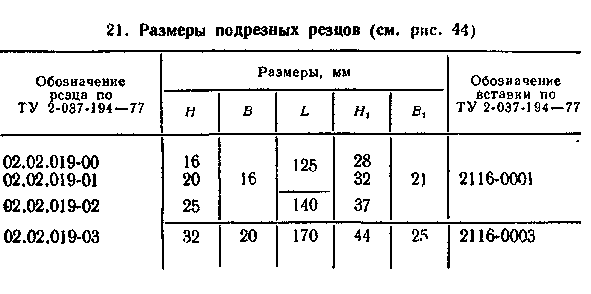
25. Размеры подрезных резцов (см. рис. 44)
26. Размеры расточных резцов (см. рис. 45)

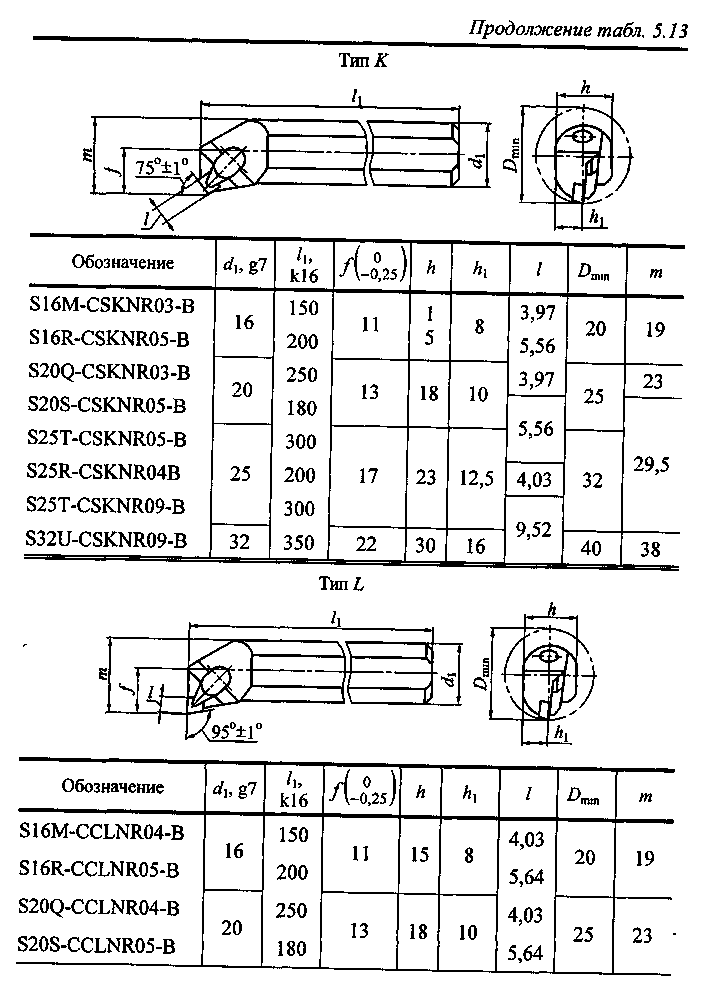
27. Резцы токарные проходные со сменными режущими пластинами из сверхтвердых материалов. ГОСТ 28980-91

Продолжение табл. 27

Окончание табл. 27

28. Резцы токарные проходные подрезные со сменными режущими пластинами из сверхтвердых материалов. ГОСТ 28980-91
Продолжение табл. 28

Окончание табл. 29

30. Резцы токарные расточные со сменными режущими пластинами из сверхтвердых материалов. ГОСТ 28981-81
Продолжение табл. 30

Продолжение табл. 30
Окончание табл. 30
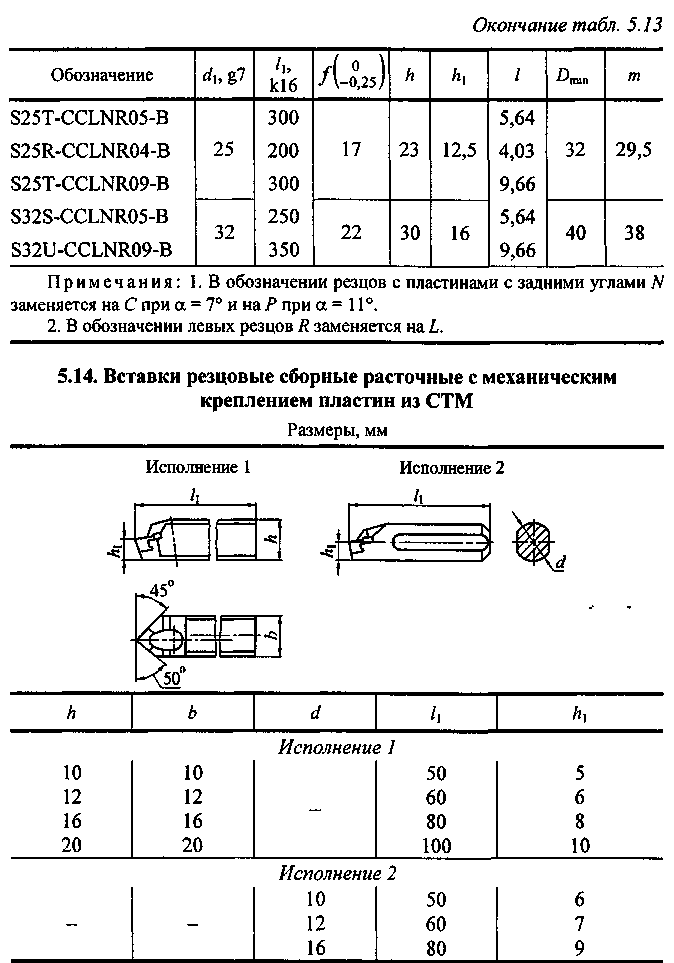
31. Вставки резцовые сборные расточные с механическим креплением пластин из СТМ
32. Резцы токарные сборные проходные (а) и подрезные (б) с механическим креплением вставок с напайной пластиной из СТМ

Резцы токарные сборные расточные с механическим креплением вставок с напайной пластиной из СТМ
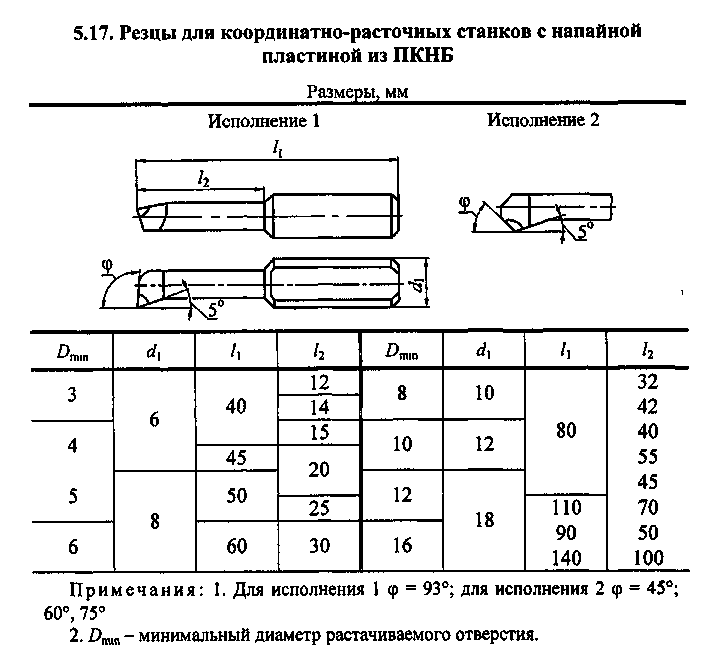
33. Резцы для координатно-расточных станков с напайной пластиной из ПКНБ
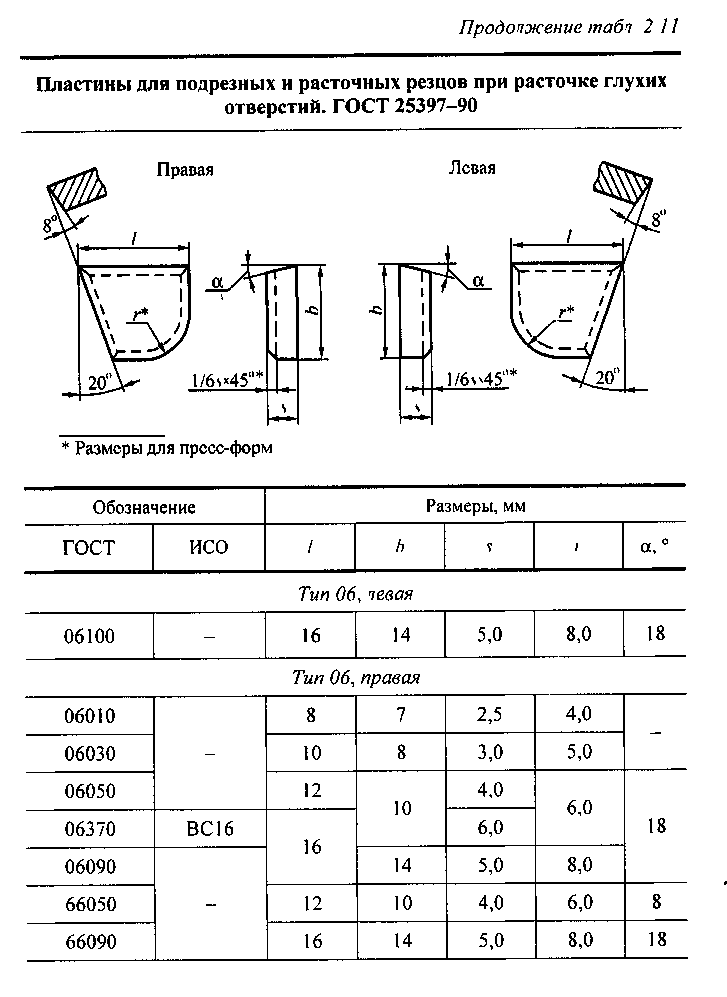
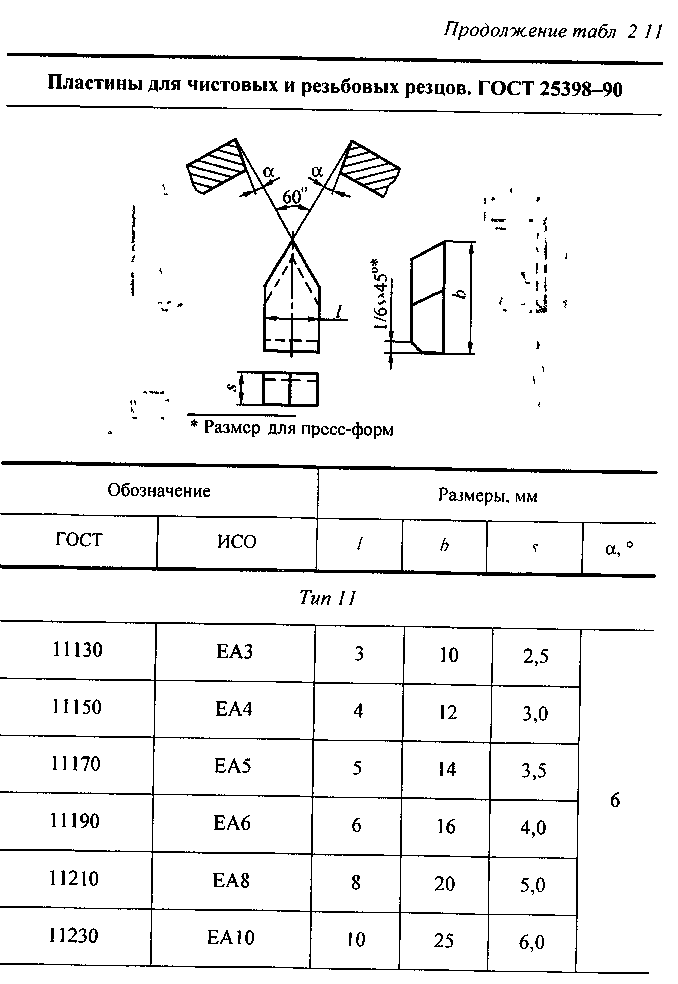
34. Напаиваемые твердосплавные пластины для режущего инструмента

Продолжение табл. 34
Продолжение табл. 34

Продолжение табл. 34

Продолжение табл. 34
Продолжение табл. 34


