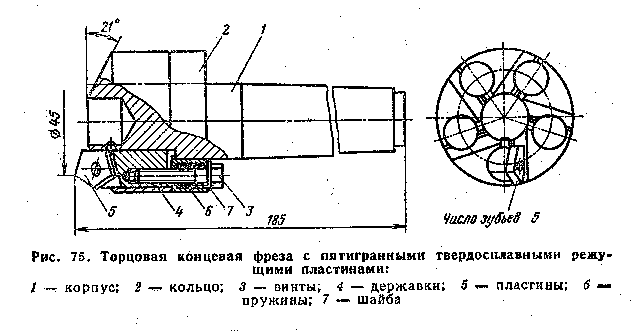
Дисковые фрезы
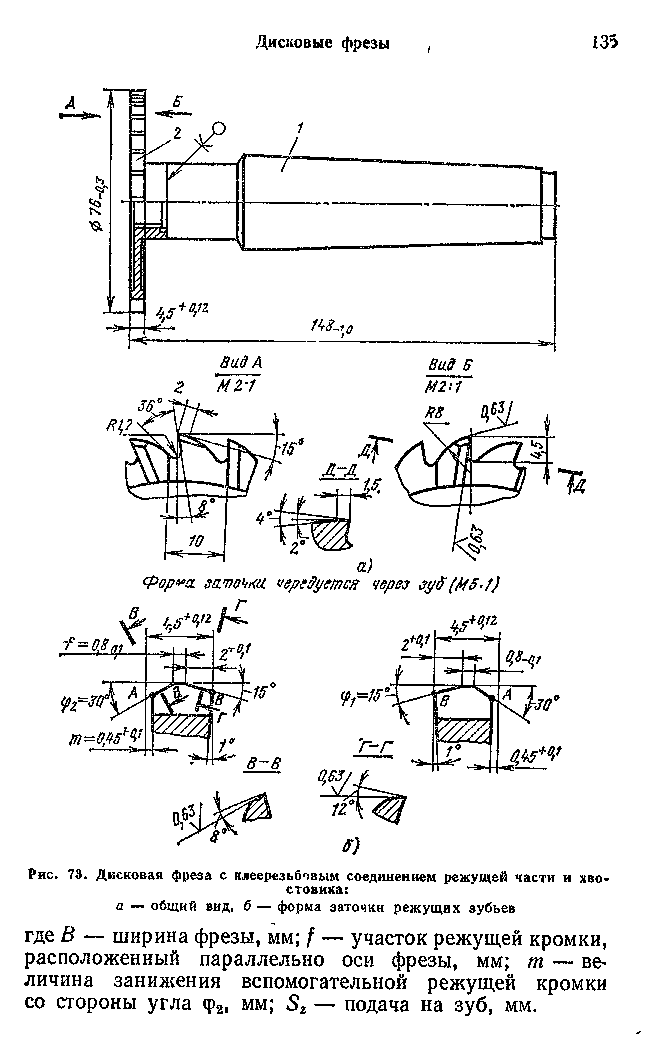

Пример расчета дискового фасонного резца
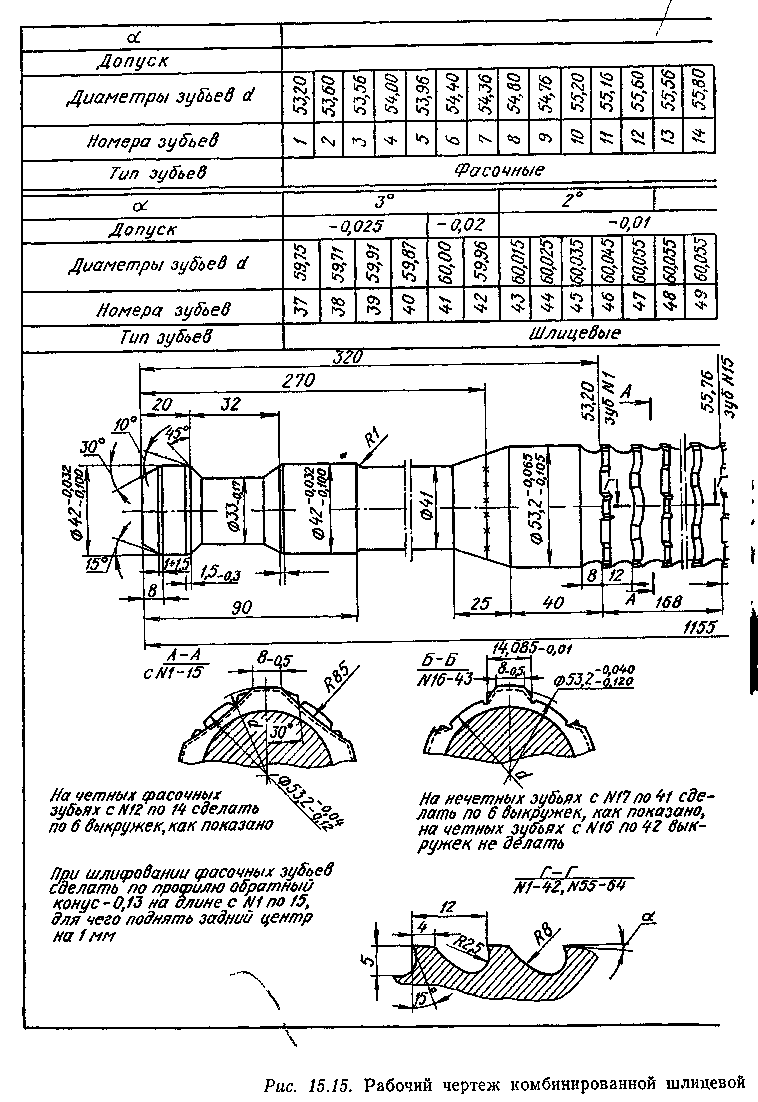
На рис. 6.7 [111] показана деталь, для обработки которой требуется спроектировать дисковый фасонный резец. Исходные данные: r1 = 15мм; r2 = 24 мм; r3 = 29 мм; r4 = 29 мм; l1 =12mm; l2 = 16 мм и l3=10 мм.

Порядок расчета профиля дискового фасонного резца сводится к следующему:
1) определяем глубину профиля на детали: tmax=r3 – r1 = 29 - 15= 14 мм;
2) габаритные размеры резца, передний и задний углы выбираем по таблицам [132] или [75]: R1 = 40 мм (табл. 9 [132]); 7 = 20°; а = 12° (табл. 5 [132]);
3) расчет профиля, т. е. определение размеров R2, R3, R4 производим по схеме, изображенной на рис. 6.7, в соответствии с методикой параграфа 6.2. Для удобства расчетов и их проверки составляем табл. 6.1;


4) в зависимости от вида работ (деталь изготовляется из прутка, отливки или поковки) определяем длину режущего контура резца [132];
5) затем по табл. 2 определяем все остальные конструктивные размеры резца и выполняем рабочий чертеж в соответствии с фиг. 25 [132].















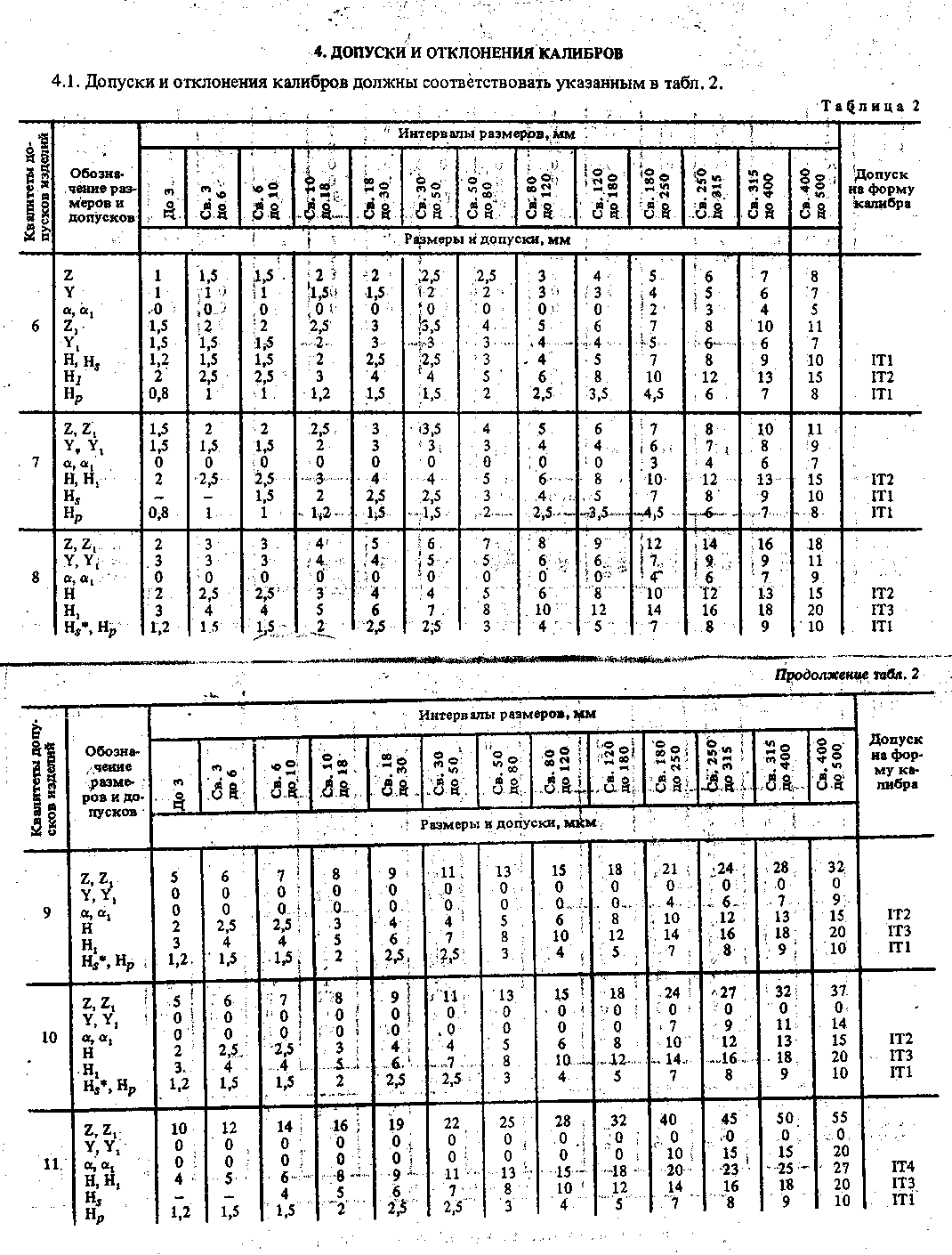
4. Расчет и проектирование контрольно-измерительного инструмента
Повышение качества продукции во многом зависит от правильной организации технического контроля и применения прогрессивных методов контроля.
В зависимости от контролируемых изделий контроль может быть сплошным или выборочным. сплошной контроль исключает возможность попадания дефектной продукции потребителю, однако этот метод очень трудоемкий и при выпуске большого объема изделий является экономически нецелесообразным. Более рациональным методом контроля в массовом производстве является выборочный контроль.
Для контроля промежуточных и окончательных размеров изделий используется как стандартный, так и специальный измерительный инструмент или специальные контрольные приспособления.
4.1. Расчет и выбор гладких предельных калибров
Расчет
выполняем для посадки Ø 40
![]()
Строим схемы расположения полей допусков калибров - пробки и скобы ГОСТ 24953-81.
Проходной калибр – пробка Р-ПР контролирует наименьший диаметр отверстия Dmin.
Непроходной калибр – пробка Р-НЕ контролирует наибольший диаметр отверстия Dmах.
Схема расположения полей допусков
калибр- пробка

р
– прmax
= Dmin
+ Z
+
![]()
р – прmin = Dmin + Z -
р – призн = Dmin – У +
р – НЕmax = Dmах - +
р – НЕmin = Dmах - - , где
Dmax, Dmin – предельные размеры отверстия
Z – величина смещения поля допуска проходного калибра
У – величина, компенсирующая границу износа для пробки
- величина, компенсирующая погрешность формы, температуры, неравномерность усилия для пробок с размерами свыше 180 мм.
р – прmax = 40 + 0,0035 + 0,002 = 40,0055 мм
р – прmin = 40 + 0,0035 – 0,002 = 40,0015 мм
р – призн = 40 – 0,003 = 39,997 мм
р – НЕmax = 40,025 + 0,002 = 40,027 мм
р – НЕmin = 40,025 – 0,002 = 40,023 мм

Проходная калибр – скоба Р-ПР контролирует наибольший размер вала dmax, непроходная калибр – скоба контролирует наименьший размер вала dmin.
Для контроля и настройки калибр - скоб предусмотрены контрольные калибры.
Схема расположения полей допусков калибра-скобы

Калибр – скоба
р
– прmax
= dmax
– Z1
+
![]()
р
– прmin
= dmin
– Z1
-
![]()
р – призн = dmax + У1 - 1
р – НЕmax = dmin + 1 +
р – НЕmin = dmin + 1 -
Контрольные калибры
K
– Umax
= dmax
+ У1
- 1
+
![]()
K – Umin = dmax + У1 - 1 -
K – ПРmax = dmax - Z1 +
K – ПРmin = dmax - Z1 -
K – НЕmax = dmin + У1 + 1 +
K – НЕmax = dmin + У1 + 1 - , где
dmax, dmin – предельные размеры вала
Н1, Нр – допуски на изготовление калибров-скоб и контрольных калибров
Z1 – величина смещения поля допуска
У1 – величина, компенсирующая границу износа для скобы
1 - величина, компенсирующая погрешность формы, температуры, неравномерность усилия для скоб с размерами свыше 180 мм.
р – прmax = 40,025 – 0,0035 + 0,002 = 40,0235 мм
р – прmin = 40,025 – 0,0035 – 0,0002 = 40,0195 мм
р – призн = 40,025 + 0,003 = 40,028 мм
р – НЕmax = 40,009 + 0,002 = 40,011 мм
р – НЕmin = 40,009 – 0,002 = 40,007 мм
K – Umax = 40,025 + 0,003 + 0,00075 + 40,02875 мм
K – Umin = 40,025 + 0,003 – 0,00075 = 40,02725 мм
K – ПРmax = 40,025 – 0,0035 + 0,00075 = 40,02225 мм
K – ПРmin = 40,025 – 0,0035 – 0,00075 + 40,02075 мм
K – НЕmax = 40,009 + 0,00075 = 40,00975 мм
K – НЕmax = 40,009 – 0,00075 = 40,00825 мм
Строим схему полей допусков
калибр – скобы
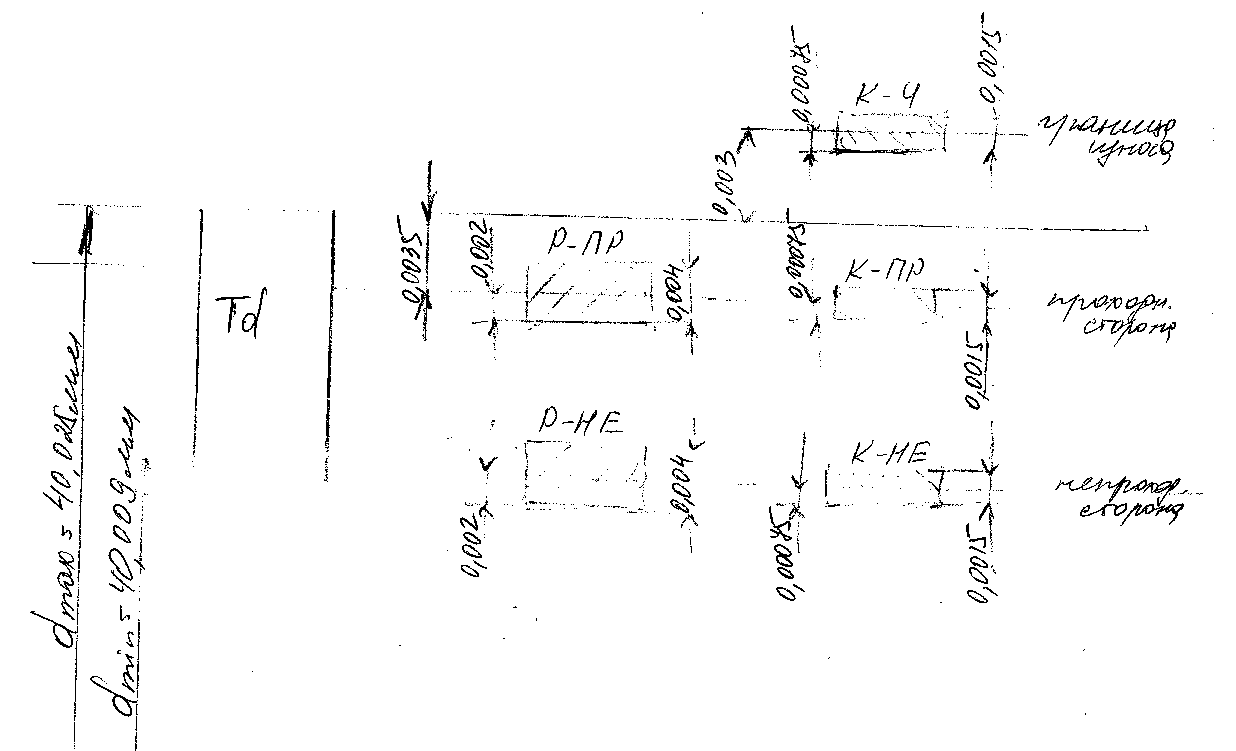
Выполняем схемы калибров