

Инструкционно-технологическая карта № 12 н аплавка прямолинейных валиков углом вперёд в нижнем положении
ТУ:
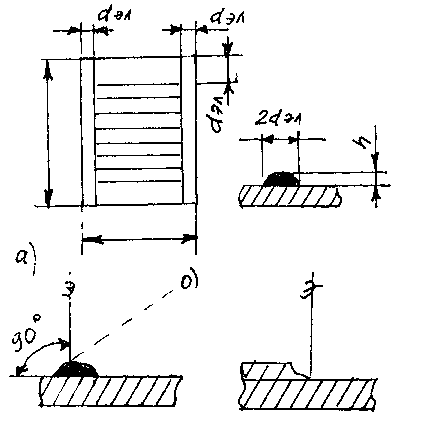
1. Наплавку ниточных валиков выполнять по
ГОСТ 5264-80 углом вперёд.
2. Электроды УОНИ 13/55 dэл = 4-5мм.
3. Iсв = (30-40) dэл.
4. Угол наклона электрода к поверхности
пластины 90° (рис.а), по направлению
сварки 15°-130° (рис.б).
5. Ширина валика не должна превышать
2dэл, а высота (0,5-0,7) dэл.
6. Ст 3 ГОСТ 380-79.
1 .Контрольная.
1.1. Проверить размеры пластины.
2. Слесарная.
2.1. Очистить металлической щёткой пластину от ржавчины.
3. Разметочная.
3.1. Мелом начертить рамочку (согласно чертежа).
3.2. В рамочке мелом начертить расположение первого валика (чертить мелом расположение последующих валиков после наплавки предыдущего валика, прикладывать электрод к наплавленному валику и проводить линию по внешней стороне электрода).
4. Сварочная.
4.1. Проверяем обмазку электрода.
4.2. Зажигаем дугу (способом черкание).
4.3. Установить электрод на рамку (выполняем начало валика, задерживаем электрод насчёт 1 и 2). Выдерживаем указание ТУ №4.
4.4. Скорость наплавки на протяжении всей длины валика постоянны.
4.5. При окончании электрода быстро обрываем дугу.
4.6. Завариваем кратер (зажигаем дугу впереди валика и возвращаемся по внутренней стороне кратера к его вершине, а затем по наружной стороне кратера выходим из кратера задерживаясь в конце и продолжаем наплавку валика с той же скоростью, что до окончания электрода).
4.7. В конце необходимо сделать замок (электрод поднимается до 90°, по нагреванию сварки в кратер добавляется металл на счёт 1 и 2 дуга обрывается).
5. Слесарная.
5.1. Металлу дать остыть, затем шлак отбить.
5.2. Зачистить валик металлической щёткой от нагара.
6. Контрольная.
6.1. Проверить геометрические параметры наплавленного валика.
Инструкционно-технологическая карта № 13 Наплавка прямолинейных валиков вертикально расположенным электродом
ТУ:
1. Наплавку ниточных валиков выполнять
по ГОСТ 5264-80.
2. Электроды УОНИ 13/55 dэл = 4 мм
3. Iсв = (30-40) dэл
4. Угол наклона электрода к поверхности
пластины 90° (риса).
5. Ширина валика не должен превышать
2 dэл, а высота (0,5-0,7) dэл
6. Ст 3 ГОСТ 380-79.
7. Длина дуги Lд = (0,5-1,1) dэл
1. Контрольная.
1.1. Проверить размеры пластины.
2. Слесарная.
2.1. Очистить пластину металлической щеткой от ржавчины.
3. Разметочная.
3.1.Мелом начертить рамку (согласно чертежа).
3.2.В рамочке мелом начертить расположение первого валика (чертить мелом расположение последующих валиков после наплавки предыдущего валика, прикладывая электрод к краю наплавленного валика проводить линию по внешней стороне электрода).
4. Сварочная.
4.1. Проверяем обмазку электрода.
4.2. Зажигаем дугу на вспомогательной пластине (способом чиркание), переносим на основную пластину.
4.3. Установить электрод на начало линии, выполняем наплавку валика, задерживая электрод на счет 1 и 2 в начале. Выдерживаем указание ТУ №4, №7
4.4. Скорость наплавки на протяжении всей длины валика постоянна, не забываем подавать электрод к месту наплавки со скоростью его плавления.
4.5. При окончании электрода плавно обрываем дугу.
4.6. Завариваем кратер. Зажигаем дугу впереди валика и возвращаемся по внешней стороне кратера к его вершине расплавляя застывший металл в кратере, а затем по внутренней стороне кратера выходим из него и продолжаем наплавку валика.
4.7. В конце валика необходимо сделать замок, добавляем металл в кратер на счет 1 и 2 и дугу обрываем.
5. Слесарная.
5.1. Металлу дать остыть, (услышите треск шлака) затем шлак отбить.
5.2. Зачистить валик металлической щеткой от нагара.
6. Контрольная.
6.1. Проверить геометрические параметры наплавленного валика металлической линейкой согласно ТУ №5.
6.2. Осмотреть работу на наличие дефектов, наплавов шлаковых включений, трещин, подрезов.