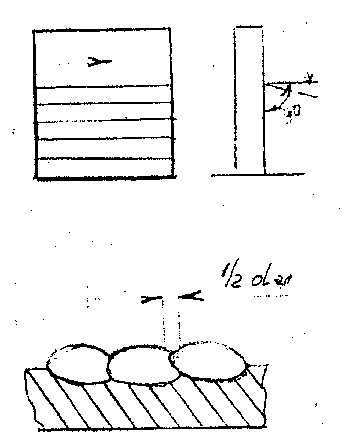
Инструкционно - технологическая карта № 37 Наплавка смешанных горизонтальных валиков
ТУ:
1. Наплавку смешанных горизонтальных валиков
выполнять по ГОСТ 5264-80 на вертикальной
пластик слева направо
2. Материал Ст 3 ГОСТ 380 - 79
3. Электроды УОНИ 13/45 d = 4 мм
4. Самая короткая дуга
5. Угол наклона электрода к пластине 90(80°)
6. Угол по направлению сварки 15°
7. Iсв = (30-40) dэл
1. Контрольная
1.1. Проверить размер пластины.
2. Слесарная
2.1. Очистить пластину щеткой 2.2.
2.2. Установить пластину под 90° к сварочному столу.
2.3. Внизу пластины начертить мелом прямую линию.
3. Сварочная
3.1. Зажечь дугу на вспомогательной пластине, перенести ее на начало линии.
3.2. Задержать электрод на счет 1 и 2.
3.3. Наплавить первый валик выдерживая технические условия №4, №5, №6.
3.4. Затем выполнять аналогично наплавки валиков в нижнем положении.
3.5. Каждый выполненный валик при наплавке является как бы полочкой для последующего.
3.6. Центром дуги (электрода) пройти по верхней границе шва с такой скоростью, чтобы нижняя часть жидкой ванны проходила по вершине предыдущего валика.
3.7. Продолжить направлять валики поднимаясь вверх, в конце отбивать шлак и зачищать наплавленные валики.
Примечание: Наплавку валиков можно производить по шлаку.
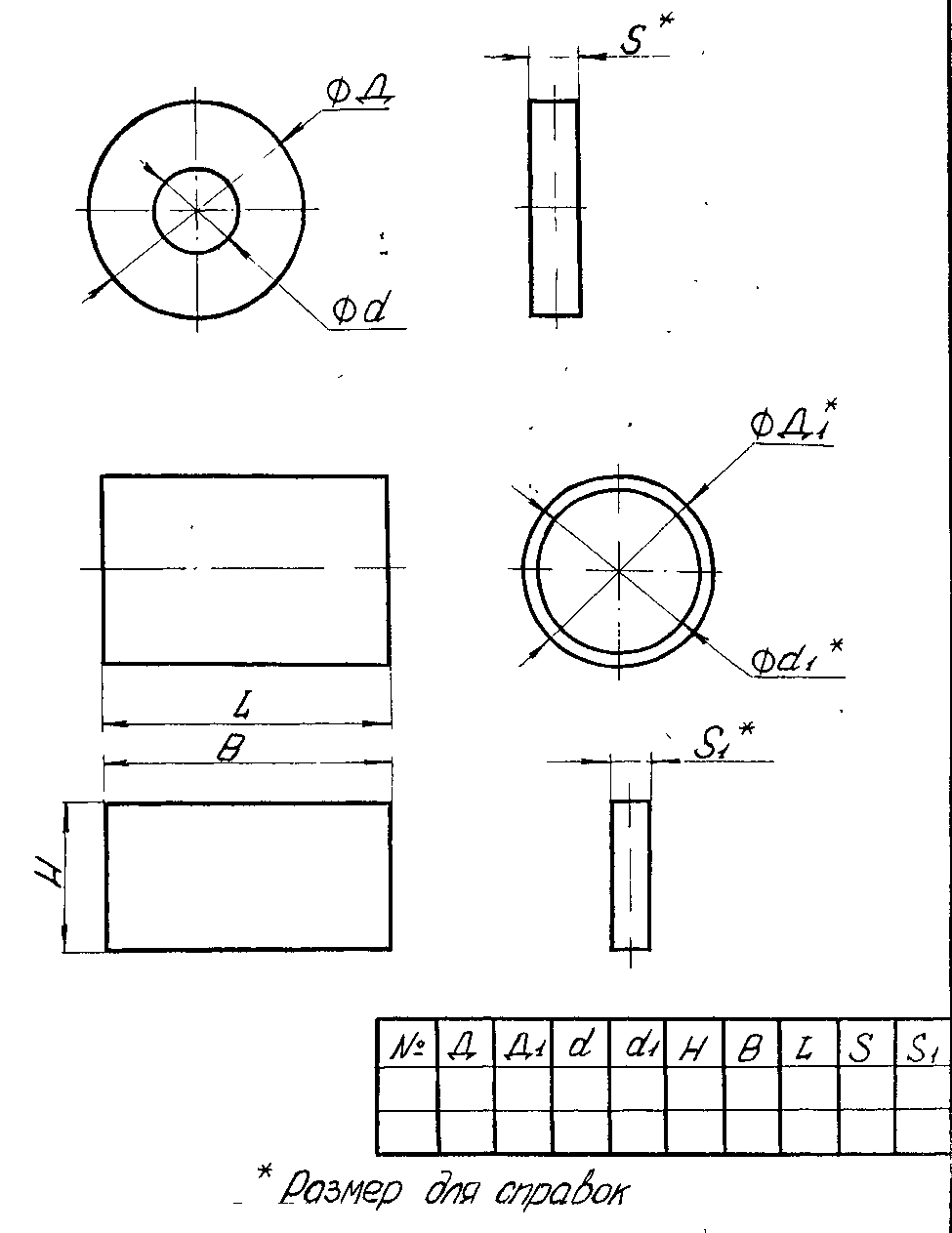
Инструкционно – технологическая карта № 38
1. Входной контроль:
Проверить заготовку согласно эскиза.
Инструмент: штангенциркуль, линейка.
2. Подготовительная операция:
Заготовку тщательно очистить от грязи, масла и ржавчины.
Инструмент и материал: щетка, ветошь.
3. Разметочная операция:
Произвести разметку заготовки согласно чертежу.
Инструмент: чертилка, слесарный циркуль, линейка, молоток, керн.
4. Дуговая резка:
Произвести дуговую резку согласно чертежу.
Режим резки:
- сила тока при резке металлическим электродом на 20-30% больше, чем при сварке электродами такого же диаметра. Сила тока выбирается из расчета 55-65 А на 1 мм диаметра электрода;
- для резки применять любые типы толстопокрытых электродов и покрытия которых содержат марганцевую руду;
- при прямолинейной резке электрод наклоняют на 30-600 с таким расчетом, чтобы кратер с жидким металлом был расположен на торцевой кромке разрезаемой пластины. При криволинейном резе электрод наклоняют только на 10-150, а при малом радиусе кривизны располагают вертикально.
Оборудование, инструмент и принадлежности: ВДМ-1001У, молоток – шлакоотделитель, щетка, маска, одежда сварщика.
5. Выходной контроль:
Проверить деталь согласно чертежу.
Инструмент: линейка.