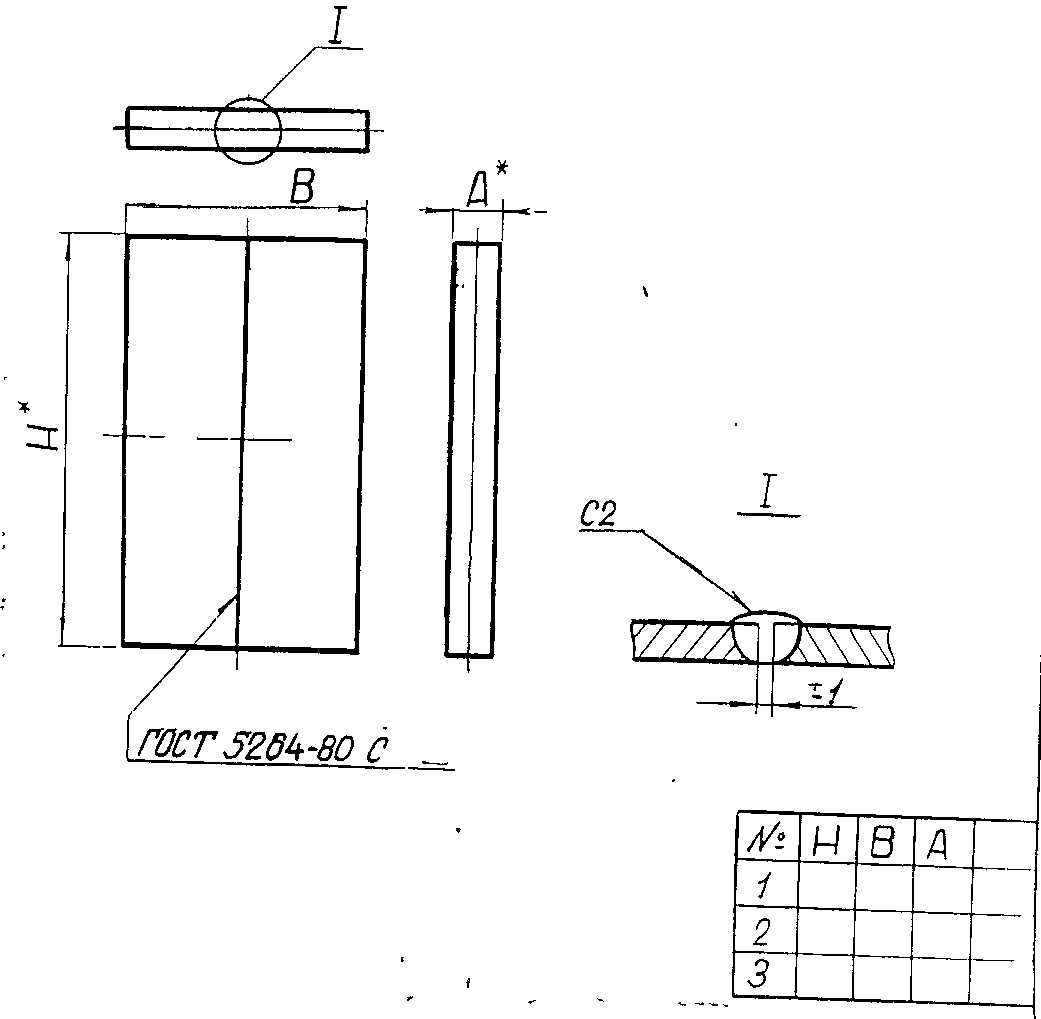
Инструкционно - технологическая карта № 22 Сварка стыкового соединения углом назад
ТУ:
1. Сварка стыкового соединения в нижнем положении по ГОСТ 5264-80
2. Электроды УОНИ 13/55 d = 4 мл.
3. Iсв = (30-40) dэл, Iпр = Iсв + 10% Iсв
4. Угол наклона электрода к поверхности пластины 90°
5. Ширина шва равна 2dэл + зазор.
6. Усиление до 2 мм.
7. Материал СТЗ ГОСТ 380-79
1. Контрольная.
1.1. Проверить размеры пластины.
2. Слесарная.
2.1. Рихтовка пластин после резки на ножницах.
2.2. Очистить металлической щеткой пластину от ржавчины.
3. Сборная.
3.1. Выставить заданный зазор между пластинами (на идеально ровной поверхности).
3.2. Прихватка (в начале, в конце и середине). Электроды dэл = 3 мм Lпр = 5мм.
4. Слесарная.
4.1. Отбить шлак после остывания металла.
4.2. Зачистить прихватки.
5. Сварочная.
5.1 .Провариваем шов, выдерживаем ТУ №4, следим за сплавлением кромок, не уводим электрод не влево не вправо, длина дуги короткая.
5.2.Отбиваем шлак, после того как металл остыл.
5.3. Защищаем шов от нагара.
6. Контрольная.
6.1. Визуально по распределению нагара от св. на обратной стороне.
Примечание:
- сварку производить на весу, подложив под педаль электроды.
- хороший провар получается при сварке на очень ровной гладкой поверхности;
- для стойкого сохранения зазора по всей длине, прихватку можно выполнить, используя вспомогательные пластины.
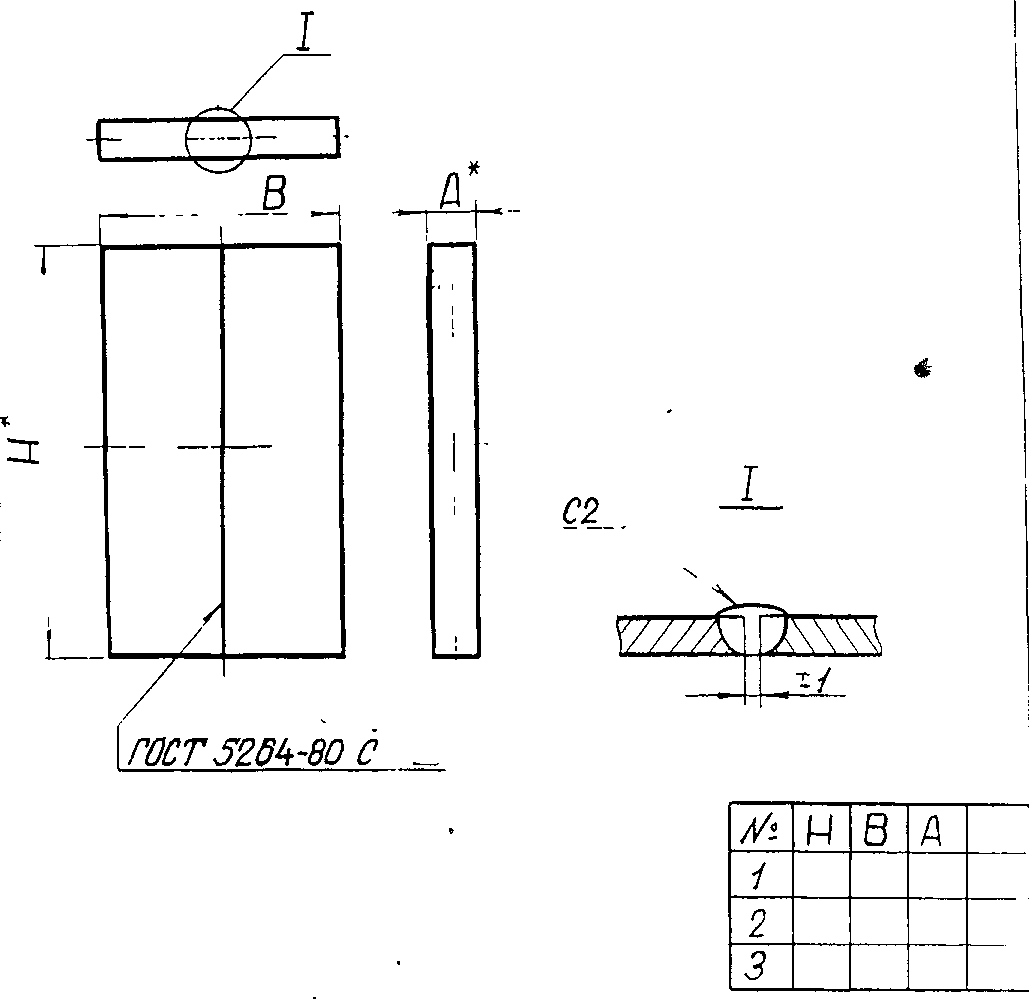
Инструкционно - технологическая карта № 23 Сварка корневого шва, стыкового соединения
ТУ:
1. Сварка стыкового соединения в нижнем положении по ГОСТ 5264-80
2. Электроды УОНИИ 13/55 d =4мл.
3. Iсв = (30-40) dэл., Iпр = Iсв + 10% Iсв
4. Угол наклона электрода к поверхности пластины 90° (рис. а), по направлению сварки 15°-30°(рис.б)
5. Ширина шва равна 2dэл + зазор.
6. Усиление до 2 мм.
7. Материал ст. 3 ГОСТ 380-79
1. Контрольная
1.1. Проверить размеры пластины.
2. Слесарная.
2.1. Рихтовка пластин после резки на ножницах.
2.2. Очистить металлической щеткой пластину от ржавчины.
3. Сборочная.
3.1. Выставить заданный зазор между пластинами (на идеально ровной поверхности).
3.2. Прихватка (в начале, в конце и середине). Электроды dэл = 3мм
4. Слесарная.
4.1. Отбить шлак после остывания металла.
4.2. Зачистить прихватки.
5. Сварочная.
5.1. Провариваем корень шва (электроды d =3мм) выдерживаем ТУ №4, следим за с плавлением кромок.
5.2. Завариваем замки по мере необходимости.
6. Слесарная.
6.1. Отбиваем шлак, после того как металл остыл.
6.2. Зачищаем шов от нагара.
7. Сварочная.
7.1. Провариваем второй шов, выдерживаем ТУ №4, следим за сплавлением кромок, не уводим электрод не влево не вправо, длина дуги коротка.
8. Слесарная.
8.1. Отбиваем шлак, после того как металл остыл.
8.2. Зачищаем шов от нагара.
9. Контрольная. ВИЗУАЛЬНО ПО РАСПРЕДЕЛЕНИЮ НАГАРА ОТ СВ. НА ОБРАТНОЙ СТОРОНЕ.
Примечание: сварку производить на весу, подложив под деталь электроды.
- хороший провар получается при сварке на очень ровной гладкой поверхности,
- для стойкого сохранения зазора по всей длине, прихватку можно выполнить, используя вспомогательные пластины.