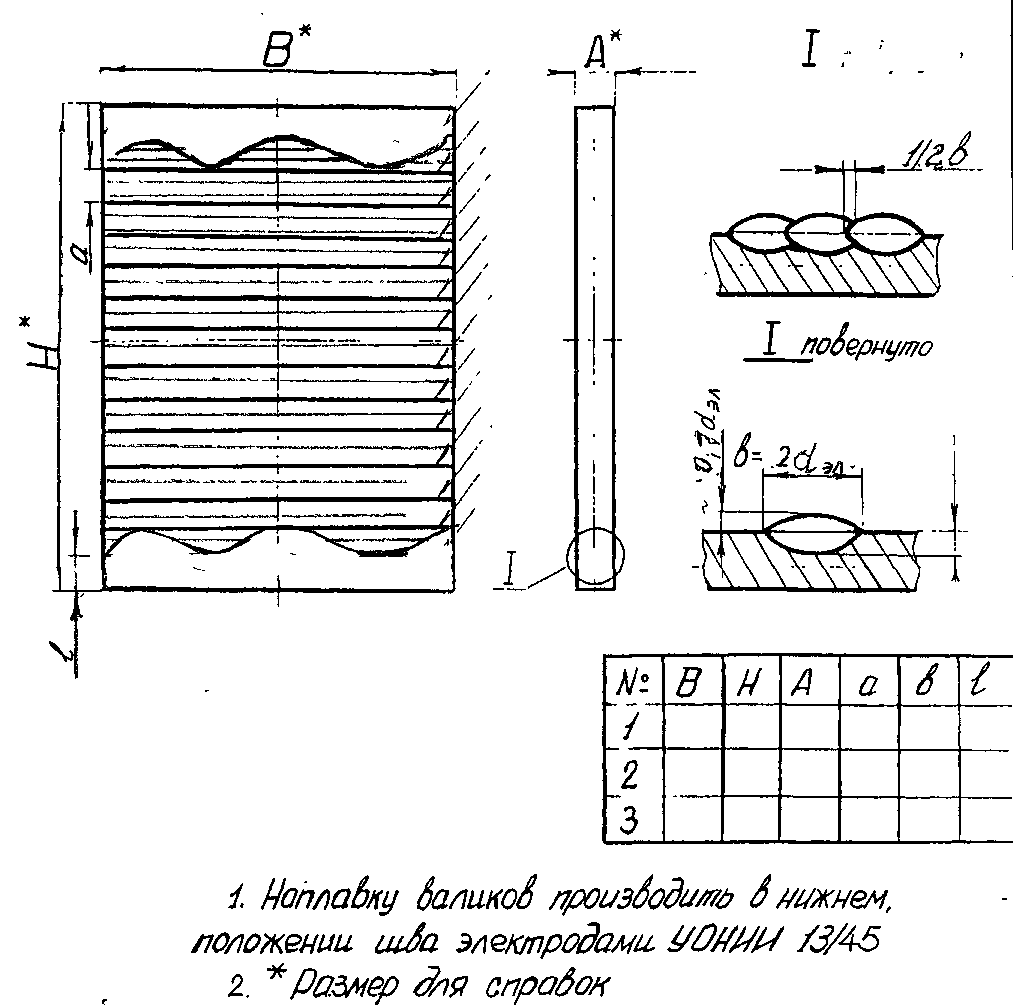
Инструкционно - технологическая карта № 20 Многослойная наплавка валиков
ТУ:
1. Многослойную наплавку валиков выполнять
по ГОСТ 5264 - 80.
2. Электроды УОНИ 13/55 ё=4мл.
3. Iсв = (30-40) dэл
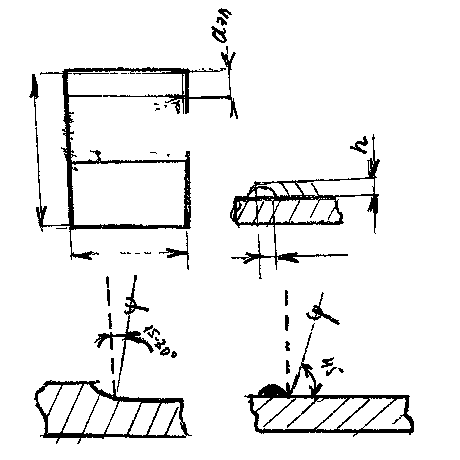
4. Угол наклона электрода по направлению
сварки 15° - 30° (риса), угол видимости ~
45° (рис.б).
5. Перекрыть наплавленный валик 1/2 его
ширины
6. Ширина валика ~ 2dэл (рис.в).
7. Последний наплавленный валик должен быть параллелен первому.
1. Контрольная
1.1. Проверить размеры пластины
2. Слесарная.
2.1.Очистить металлической щеткой пластину от ржавчины.
3. Разметочная.
3.1 .Мелом начертить расположение валика.
4. Сварочная.
4.1 .Выполняем наплавку первого валика по технологии наплавки одиночных валиков по мелу.
5. Слесарная.
5.1 .Дать остыть металлу, затем отбить шлак. 5.2.3ащитить валик металлической щеткой от нагара.
6. Сварочная.
6.1 .Выполняем наплавку второго валика, выдерживаем ТУ №4.
6.2.Электрод не должен отходить от края наплавленного валика (не оттягиваем дугу).
6.3.Верхний край сварочной ванночки должен доходить до вершины направленного валика (выдерживаем ТУ №5)
6.4.В конце валика сделать замок.
7.Чередовать операции №5 и №6 до окончания наплавки.
8.Вспомогательная сварочная.
8.1.Наплавляем дополнительные валики, если произошел изгиб валика (проводим выравнивание начала и конца).
9.Контрольная.
9.1 .Проверить геометрические параметры наплавленного слоя.
10. Провести наплавку последующего слоя аналогично первому.
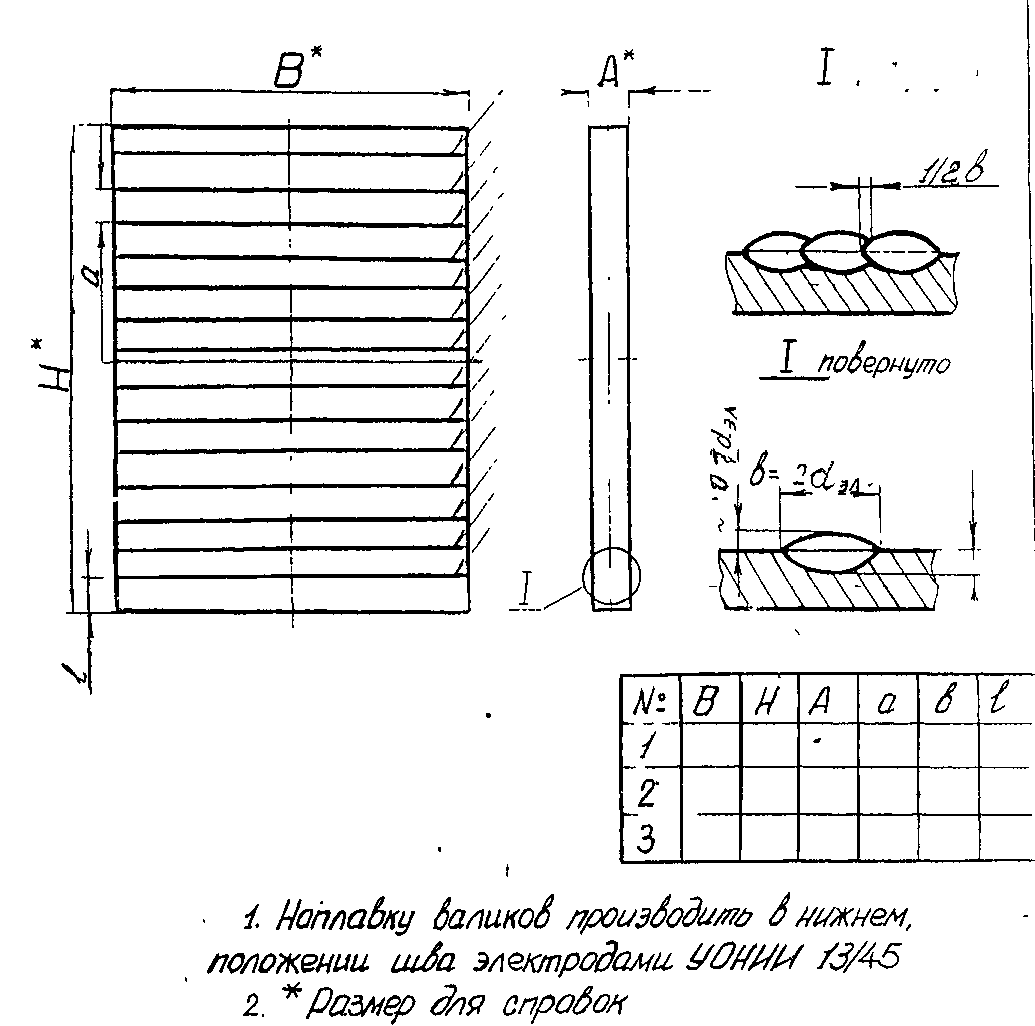
Инструкционно-технологическая карта № 21 Многослойная наплавка фигурных валиков
ТУ:
1. Многослойную наплавку валиков
выполнять по ГОСТ 5264-80.
2. Электроды УОНИИ 13/55 d = 4мл.
3. Iсв = (30-40)dэл.
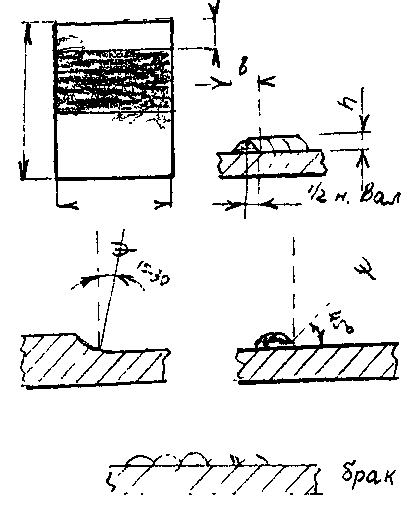
4. Угол наклона электрода по направлению
сварки 15°-30° (риса), угол видимости ~ 45°
(рис.б).
5. Перекрыть наплавленный валик 1/2 его
ширины
6. Ширина валика ~ 2dэл, высота ~ 0,7dэл
(рис.в).
7. Последний наплавленный валик должен
быть параллелен первому.
1. Контрольная.
1.1. Проверить размеры пластины.
2. Слесарная.
2.1. Очистить металлической щеткой пластину от ржавчины.
3. Разметочная.
3.1. Мелом начертить расположение валика.
4. Сварочная
4.1 Выполняем наплавку первого валика по технологии наплавки одиночных валиков помелу.
5. Слесарная.
5.1. Даем остыть металлу, затем отбиваем шлак.
5.2. Зачищаем металлической щеткой от нагара.
6. Сварочная.
6.1 Выполняем наплавку второго валика, выдерживаем ТУ №4.
6.2 Электрод не отходит от края наплавленного валика (не оттягиваем дугу).
6.3 Верхний край сварочной ванночки должен доходить до вершины направленного валика (выдерживаем ТУ №5).
6.4. В конце валика сделать замок.
7. Чередовать операции №5 и № до окончания наплавки.
8. Вспомогательная сварочная.
8.1 Наплавляем дополнительные валики, если произошел изгиб валика (проводим выравнивание начала или конца).
9. Контрольная.
9.1. Проверить геометрические параметры наплавленного слоя.
10. Произвести наплавку последующего слоя аналогично первому.