

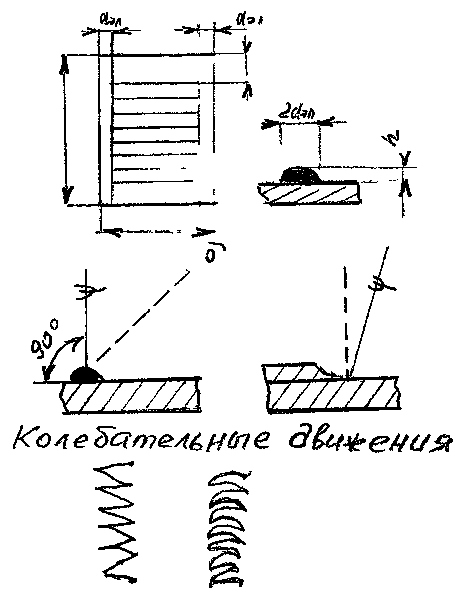
Инструкциобно - технологическая карта № 16 Наплавка широкого валика, углом назад
ТУ:
1. Наплавка широких валиков
выполнять по ГОСТ 5264 - 80,
углом назад.
2. Электроды УОНИ 13/55 dэл = 4 - 5 мм
3. IСВ = (30-40) dэл
4. Угол наклона электрода
к поверхности пластины 90°
5. Наплавку производить, не слева
направо, а снизу вверх
6. Ст 3 ГОСТ 380-79
1. Контрольная.
1.1. Проверить размеры пластины.
2. Слесарная.
2.1. Очистить металлической щеткой пластину от ржавчины.
3. Разметочная.
3.1. Мелом начертить рамочку (согласно чертежа).
3.2. В рамочке мелом начертить расположение первого валика (чертить мелом расположение последующих валиков после наплавки предыдущего валика, прикладывая электрод к наплавленному валику и проводить линию по внешней стороне электрода).
4. Сварочная.
4.1. Проверяем обмазку электрода.
4.2. Зажигаем дугу (способом чиркание).
4.3. Установить электрод на рамку (выполняем начало валика, задерживаем электрод на счет 1 и 2). Выдерживаем указание ТУ №4, выполняем колебательные движения.
4.4. Скорость наплавки на протяжении всей длины валика постоянны.
4.5. При окончании электрода быстро обрываем дугу.
4.6. Завариваем кратер (зажигаем дугу впереди валика и возвращаемся по внутренней стороне кратера к его вершине, а затем по наружной стороне кратера выходим из кратера задерживаясь в конце и продолжаем наплавку валика стой же скоростью, что до окончания электрода) рис. г.
4.7. В конце валика необходимо сделать замок (электрод поднимается до 90 , по направлению сварки в кратер добавляется металл на счет 1 и 2 и дуга обрывается).
5. Слесарная.
5.1. Металлу дать остыть, затем шлак отбить.
5.2. Зачистить валик металлической щеткой от нагара.
6. Контрольная.
6.1. Проверить геометрические параметры наплавленного валика.
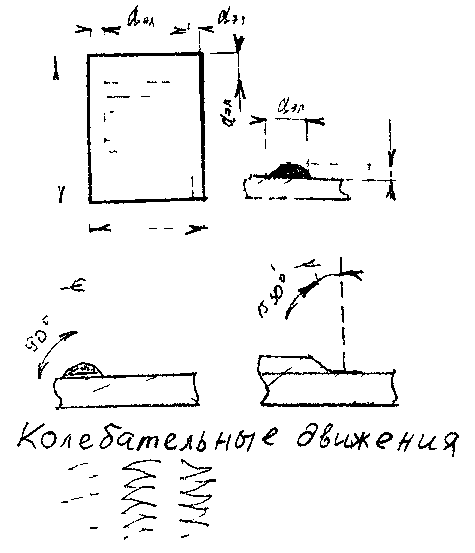
Инструкционно-технологическая карта № 17 Наплавка широкого валика электрода, расположенных углом вперед
ТУ:
1. Наплавку широких валиков
выполнять по ГОСТ 5264-80
2. Электроды УОНИ 13/15 dэл = 4-5 мм
3. Iсв = (30-40) dэл
4. Угол наклона электрода к
поверхности пластина 90°, по
направлению сварки 15°—30°
5.Наплавку производить скер
снизу вверх
6. Ст 3 ГОСТ 380-79
1. Контрольная.
1.1. Проверить размеры пластины.
2. Слесарная.
2.1. Очистить металлической щеткой пластину от ржавчины.
3. Разметочная.
3 1. Мелом начертить рамочку (согласно чертежа).
3.2. В рамочке мелом начертить расположение первого валика (чертить мелом расположение последующих валиков посла наплавки предыдущего валика, прикладывая электрод к направленному валику и проводить линию по внешней стороне электрода).
4. Сварочная.
4.1. Проверяем обмазку электрода.
4.2. Зажигаем дугу (способом чиркание).
4.3. Установить электрод на рамку (выполняем начало валика, задерживаем электрод насчет 1 и 2). Выдерживаем указания ТУ №4, выполнять колебательное движение.
4.4. Скорость наплавки на протяжении всей длины валика постоянны.
4.5. При окончании электрода быстро обрываем дугу.
4.6. Завариваем кратер, (зажигаем дугу впереди валика и возвращаемся по внутренней стороне кратера к его вершине, а затем по наружной стороне кратера выходим из кратера задерживаясь в конце и продолжаем наплавку валика стой же скоростью, что до окончания электрода) рис. г.
4.7. В конце валика необходимо сделать замок (электрод поднимается до 90°,по направлению сварки в кратер добавляется металл на счет 1 и 2 и дуга обрывается).
5. Слесарная.
5.1. Металлу дать остыть, затем шлак отбить.
5.2. Зачистить валик металлической щеткой до нагара.
6. Контрольная.
6.1. Проверить геометрические параметры направления валика.