

Приложение Г
(справочное)
Фрезерные работы
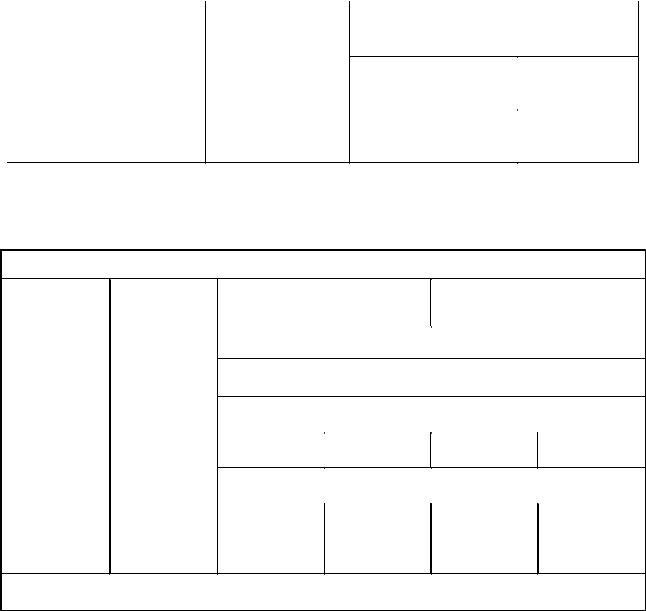
Таблица Г.1 - Выбор марок инструментального материала в зависимости от вида, характера и условий обработки и обрабатываемого материала
|
|
Рекомендуемые марки |
||
Характер и условия |
Жесткость |
инструментальных |
материалов для |
|
обработки |
||||
обработки |
системы СПИД |
Углеродистой и |
Чугуна |
|
|
|
|||
|
|
легированной стали |
||
|
|
|
||
|
|
|
|
|
Черновое фрезерование |
Нормальная |
Т14К8, Р18 |
ВК6, Р18 |
|
Недостаточная |
Т5К10, Р18 |
ВК, Р18 |
||
|
||||
|
|
|
|
|
Таблица Г.2 - Подачи. Фрезерование стали
Фрезы дисковые с пластинками из твердого сплава
|
|
Фрезерование |
|
Фрезерование |
||||
|
|
пазов |
|
|
плоскостей и уступов |
|||
|
|
|
|
|
|
|||
Мощность |
|
Предел прочности стали при растяжении σв, кгс/мм2 |
||||||
Жесткость |
|
|
|
до 90 |
|
|||
станка |
|
|
|
|
||||
системы |
|
|
|
|
||||
(фрезерной |
|
|
|
|
|
|
|
|
СПИД |
|
|
Глубина резания t, мм |
|
||||
головки), кВт |
|
|
|
|||||
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
≤30 |
|
>30 |
|
≤30 |
|
>30 |
|
|
|
|
|
|
|
||
|
|
Подача один зуб фрезы sz, мм/зуб |
|
|||||
|
|
|
|
|
|
|
|
|
Св. 10 |
Средняя |
0,10-0,12 |
|
0,08-0,10 |
0,18-0,22 |
|
0,15-0,20 |
|
|
|
|
|
|
|
|
|
|
5-10 |
Средняя |
0,08-0,10 |
|
0,05-0,08 |
0,15-0,2 |
|
0,10-0,15 |
|
Примечание - Верхние пределы подач применять для пазов меньшей ширины, нижние - для пазов большей ширины.
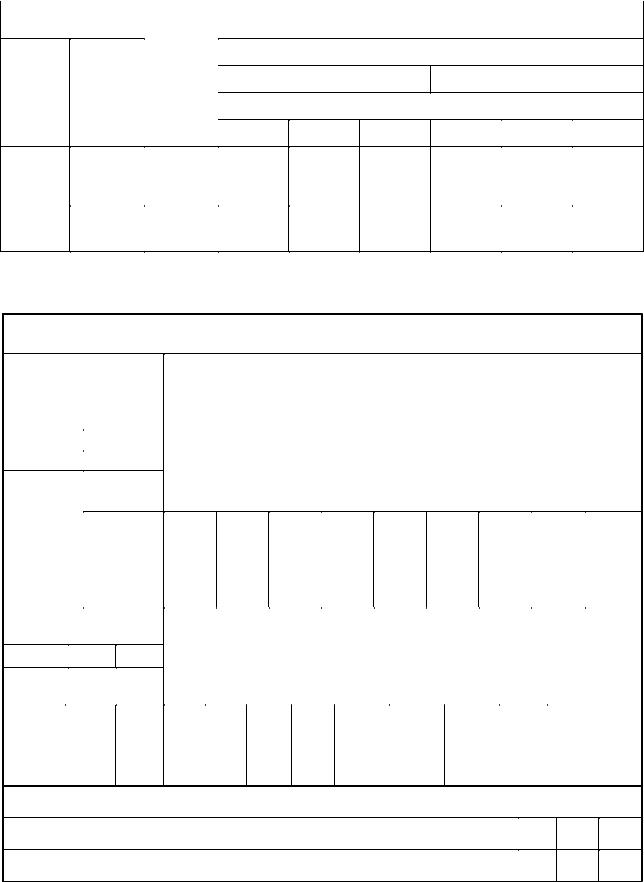
Таблица Г.3 - Режимы резания. Фрезерование плоскостей и уступов
|
|
|
Сталь конструкционная, углеродистая и легированная. |
|
||||||
|
|
|
Фрезы дисковые с пластинками из твердого сплава Т15К6 |
|
||||||
|
|
|
|
|
|
Подача на один зуб фрезы sz , мм/зуб до |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
D , мм |
|
В, мм |
t, мм до |
|
0,13 |
|
|
0,2 |
|
|
z |
|
|
Режимы резания |
|
|
||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
υ |
n |
sм |
υ |
n |
sм |
|
|
|
|
|
|
|
|
|
|
|
150 |
|
|
11 |
334 |
710 |
790 |
284 |
603 |
1100 |
|
|
6-20 |
15 |
297 |
630 |
700 |
252 |
536 |
890 |
||
10 |
|
|||||||||
|
|
20 |
267 |
566 |
630 |
224 |
476 |
790 |
||
|
|
|
|
|||||||
200 |
|
6-20 |
28 |
226 |
360 |
560 |
191 |
305 |
710 |
|
14 |
|
50 |
180 |
286 |
445 |
151 |
241 |
560 |
||
|
|
|||||||||
Таблица Г.4 - Мощность, потребная на резание
Фрезерование плоскостей и уступов. Сталь. Фрезы дисковые с пластинками из твердого сплава
Обрабатываемый |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
материал. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Сталь σв, кгс /мм2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
НВ |
|
|
|
|
|
|
|
|
|
Глубина резания t, мм до |
|
|
|
|
|
|
|
||||||||
до 56 |
|
56-100 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
До 160 |
|
160-285 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Ширина |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
фрезерования В, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
3,5 |
|
|
|
2,8 |
8,5 |
|
10 |
|
|
13 |
|
16 |
20 |
|
25 |
|
32 |
|
40 |
|
50 |
||||||
4,3 |
|
|
|
3,5 |
- |
|
- |
|
|
|
10 |
|
13 |
16 |
|
20 |
|
25 |
|
32 |
|
40 |
|||||
5,3 |
|
|
|
4,3 |
- |
|
- |
|
|
|
8,5 |
|
10 |
13 |
|
16 |
|
20 |
|
25 |
|
32 |
|||||
6,5 |
|
|
|
5,3 |
- |
|
- |
|
|
|
6,8 |
|
8,5 |
10 |
|
13 |
|
16 |
|
20 |
|
25 |
|||||
8,0 |
|
|
|
6,5 |
- |
|
- |
|
|
|
5,5 |
|
6,8 |
8,5 |
|
10 |
|
13 |
|
16 |
|
20 |
|||||
Подача на один зуб |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
фрезы sz , мм/зуб до |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
0,09 |
|
0,16 |
|
0,30 |
|
|
|
|
|
|
|
Мощность резания N, кВт |
|
|
|
|
|
|
|
||||||||
Минутная подача ѕм, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
мм/мин до |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
230 |
|
270 |
|
325 |
- |
- |
|
- |
|
- |
|
- |
|
1,1 |
1,3 |
|
|
1,6 |
|
1,9 |
|||||||
270 |
|
325 |
|
385 |
- |
- |
|
- |
|
- |
|
1,1 |
|
1,3 |
1,6 |
|
|
1,9 |
|
2,3 |
|||||||
325 |
|
385 |
|
460 |
- |
- |
|
- |
|
1,1 |
1,3 |
|
1,6 |
1,9 |
|
|
2,3 |
|
2,7 |
||||||||
385 |
|
460 |
|
550 |
- |
- |
|
1,1 |
|
1,3 |
1,6 |
|
1,9 |
2,3 |
|
|
2,7 |
|
3,2 |
||||||||
Поправочные коэффициенты на мощность в зависимости от переднего угла γ фрезы
Передний угол γ, град |
-10 |
0 |
+10 |
|
|
|
|
Коэффициент КγΝ |
1,0 |
0,89 |
0,79 |
|
|
|
|
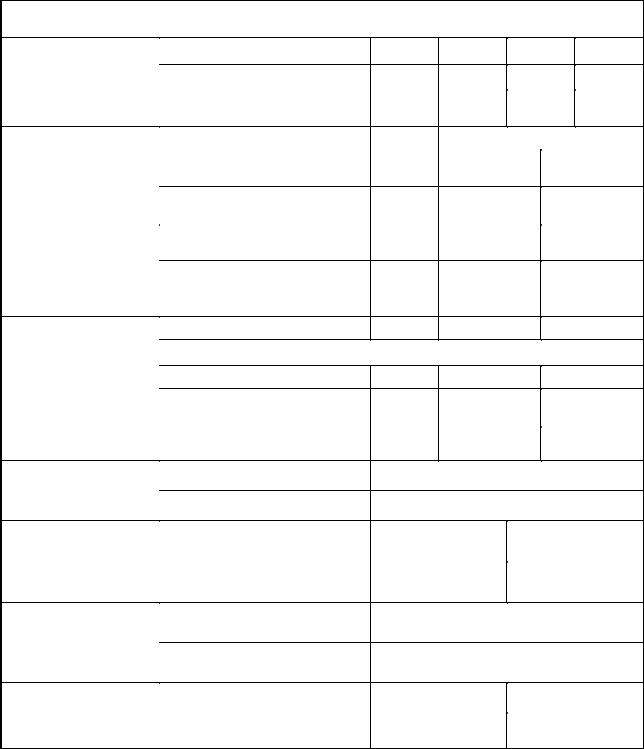
Таблица Г.5 - Поправочные коэффициенты на режимы резания
Поправочные коэффициенты на режимы резания для изменения условий работы в зависимости от
1) механической |
σв, кгс/мм2 |
До 56 |
|
56-62 |
|
63-70 |
|
71-79 |
|
НВ |
До 160 |
160-177 |
180-200 |
|
203-226 |
||||
характеристики |
|
||||||||
|
|
|
|
|
|
|
|
|
|
стали |
Коэффициенты |
1,42 |
|
1,26 |
|
1,12 |
|
1,0 |
|
|
Кмυ=Кмп=Кмsм |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
Без |
|
|
С коркой |
||||
2) состояния |
Состояние поверхности |
корки и |
Поковка или |
Отливка |
|||||
обрабатываемой |
|
прокат |
|
штамповка |
|||||
|
|
|
|
|
|||||
поверхности |
|
|
|
|
|
|
|
|
|
Коэффициенты |
1,0 |
|
0,9 |
|
|
|
0,8 |
||
|
Кпυ=Кпп=Кпѕм |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
3) отношение |
Отношение В:Д |
До 0,45 |
|
0,45-0,8 |
|
|
Св.0,8 |
||
ширины |
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
фрезерования к |
Коэффициенты |
1,13 |
|
1,0 |
|
|
|
0,89 |
|
диаметру фрезы |
|
|
|
|
|||||
Квυ=Квп=Квѕм |
|
|
|
|
|||||
(для торцовых фрез) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Главный угол в плане φ, град |
90 |
|
60 |
|
|
|
45 |
|
|
Коэффициенты: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4) главного угла в |
Кφz |
0,7 |
|
1,0 |
|
|
|
1,0 |
|
плане |
Кφφ=Кφп (с учетом |
1,0 |
|
1,0 |
|
|
|
1,1 |
|
|
увеличения подачи) |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
Кφsм |
0,7 |
|
1,0 |
|
|
|
1,1 |
|
|
|
|
|
|
|
|
|
|
|
5) марки твердого |
Марка твердого сплава |
|
|
Т14К8 |
|
|
|
||
сплава инструмента |
Коэффициент Киυ |
|
|
0,94 |
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
Группа твердости чугуна |
143-229 |
|
|
170-255 |
||||
6) твердость чугуна |
НВ |
|
|
||||||
|
|
|
|
|
|
|
|
||
Коэффициенты |
1,0 |
|
|
|
0,89 |
||||
|
|
|
|
||||||
|
КМυ=КМп=КМ3м |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
7) ширина |
Ширина фрезерования В, |
|
|
До 50 |
|
|
|
||
фрезерования (для |
мм |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
||
цилиндрических |
Коэффициенты КBυ=КBп=КВsм |
|
|
1,0 |
|
|
|
|
|
фрез) |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
8) от вида обработки |
Вид обработки |
Черновая |
|
|
Чистовая |
||||
|
|
|
|
|
|
|
|
||
Коэффициент КBυ=КBп=КВsм |
1,0 |
|
|
|
0,8 |
||||
|
|
|
|
|
|
|
|
|
|
Таблица Г.6 - Величина врезания и перебега инструмента |
|
|
||||
Фрезы цилиндрические, дисковые, прорезные, фасонные и концевые |
||||||
|
|
t |
s |
|
|
|
|
|
|
D |
|
|
|
|
|
|
|
l = l |
’ + l ’’ |
|
|
|
|
|
|
||
|
|
|
|
|
1 |
1 |
|
|
l ’’ |
|
l ’ |
|
|
|
|
1 |
|
1 |
|
|
Глубина |
|
|
Диаметр фрезы D, мм |
|
|
|
|
|
|
|
|
|
|
резания t, |
40 |
50 |
63 |
80 |
100 |
200 |
мм |
|
|
Врезание в перебег l1, мм |
|
|
|
|
|
|
|
|
||
6 |
16 |
18 |
21 |
24 |
27 |
38 |
7 |
17 |
19 |
22 |
25 |
29 |
41 |
8 |
18 |
20 |
24 |
27 |
30 |
43 |
9 |
19 |
21 |
25 |
28 |
32 |
46 |
10 |
19 |
22 |
26 |
29 |
33 |
48 |
50 |
- |
- |
- |
- |
- |
91 |
Примечание - При чистовой обработке в целях обеспечения соответствующей |
||||||
шероховатости поверхности при выходе фрезы величину врезания и пробега для дисковых |
||||||
фрез следует брать вдвое больше. |
|
|
|
|
||
Таблица Г.7 - Вспомогательное время |
|
|
|
|||
позиции№
1
1
2
3
4
5
Горизонтально-вертикальные и универсально-фрезерные станки
|
Группа станков |
|||
|
Ι |
|
ΙΙ |
|
Характер обработки. |
Длина стола, мм до |
|||
Способ установки инструмента на стружку |
|
|
|
|
750 |
|
1250 |
|
|
|
|
|
||
|
Время на проход, |
|
||
|
|
мин |
||
2 |
3 |
|
4 |
|
Время, связанное с переходом
Фрезерование
плоскостей
фасонных поверхностей и пазов
Фрезой, установленной на размер |
|
0,14 |
0,18 |
||||
|
|
|
|
|
|
|
|
С установкой фрезы |
по лимбу |
|
|
0,24 |
0,30 |
||
|
|
|
|
|
|
||
по разметке |
|
0,47 |
0,60 |
||||
|
|
|
|||||
|
|
|
|
|
|
|
|
Со |
|
|
|
≤10 |
0,55 |
0,65 |
|
взятие |
Универсал |
Измеряем |
|
|
0 |
||
|
|
|
|
||||
м |
ьные |
ый |
|
|
|
|
|
одной |
инструмен |
размер, |
|
≤10 |
0,47 |
0,55 |
|
стружк |
ты |
мм |
|
|
0 |
||
|
|
|
|
||||
и |
|
|
|
|
|
|
|
Продолжение таблицы Г.7
1 |
2 |
|
|
3 |
|
4 |
|
Время на приемы, связанные с переходом, не вошедшие в комплексы |
|
||||
6 |
Изменить частоту вращения |
|
0,06 |
|
0,07 |
|
7 |
Изменить величину или направление подачи |
0,06 |
|
0,07 |
||
8 |
Повернуть делительную головку или делительное |
0,04 |
|
0,04 |
||
приспособление на одну позицию |
|
|
||||
|
|
|
|
|
||
9 |
Повернуть приспособление с рабочей позиции на |
- |
|
0,09 |
||
загрузочную |
|
|
||||
|
|
|
|
|
||
10 |
Поставить и снять щиток |
|
Шарнирный |
0,05 |
|
0,06 |
11 |
ограждения от стружки |
|
Съемный |
0,16 |
|
0,18 |
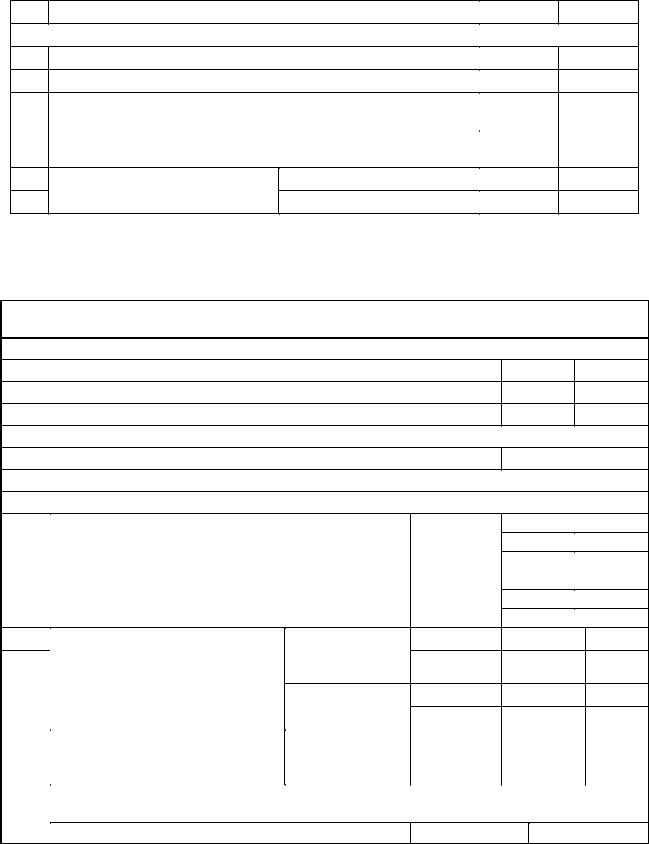
Таблица Г.8 - Время на обслуживание рабочего места, время перерывов на отдых и личные надобности и подготовительно-заключительное время
Горизонтально-вертикальные и универсально–фрезерные станки
Время на обслуживание рабочего места
Группа станков |
|
|
|
І |
|
|
ІІ |
||
Длина стола, мм до |
|
|
750 |
|
1250 |
||||
Процент от оперативного времени |
|
|
3,0 |
|
3,5 |
||||
Время перерывов на отдых и личные надобности |
|
|
|
|
|
|
|||
Процент от оперативного времени |
|
|
|
|
4,0 |
|
|||
Подготовительно-заключительное время |
|
|
|
|
|
|
|||
А. На наладку станка, инструмента и приспособлений |
|
|
|
|
|
|
|||
|
|
|
Количеств |
Группа станков |
|||||
|
|
|
|
І |
|
|
ІІ |
||
№ |
|
|
о |
|
|
|
|||
|
|
Длина стола, мм |
|||||||
пози |
Способ установки детали |
устанавли |
|||||||
|
|
до |
|||||||
ции |
|
|
ваемых |
|
|
||||
|
|
750 |
|
1250 |
|||||
|
|
|
фрез |
|
|||||
|
|
|
|
Время, мин |
|||||
|
|
|
|
|
|||||
1 |
|
Без |
- |
10 |
|
11 |
|||
|
В универсальном |
делительной |
|
|
|
|
|
|
|
2 |
1-2 |
14 |
|
|
16 |
||||
головки |
|
||||||||
3 |
приспособлении (патрон, |
|
|
|
|
|
|
||
|
- |
16 |
|
|
17 |
||||
патрон с центром, центры, |
С делительной |
|
|
||||||
4 |
|
||||||||
болты с планками, тиски) |
головкой |
|
|
|
|
|
|
||
1-2 |
20 |
|
22 |
||||||
5 |
В специальном |
|
- |
13 |
|
16 |
|||
|
приспособлении при установке |
Вручную |
|
|
|
|
|
|
|
6 |
1-2 |
17 |
|
|
21 |
||||
приспособления |
|
|
|||||||
|
|
|
|
|
|
|
|
||
Б. На получение инструмента и приспособлений до начала |
и сдачу их после окончания |
||||||||
обработки |
|
|
|
|
|
|
|
||
7 |
Время, мин |
|
7 |
|
|
10 |
|||