

4.Примеррасчетанормвременидлятокарнойоперациисчпу
Исходныеданныедлярасчёта.
Заготовка–поковканормальнойточности.Квалитетразмеровпоковки–IT16.
Обрабатываемыйматериал–конструкционнаясталь45,σв=600МПа.
Припуски на обработкупо наружным цилиндрическим поверхностям и торцам –2ммнасторону.
Массазаготовкисучетомприпусков–1,5кг.
В соответствии с разработанной технологией поверхности №1; №2; №4 оконча-тельно обрабатываются до IT9 точением и шлифованием, поверхность №3 обрабатыва-ется до IT14 только точением. Способы получения параметров точности поверхностейнатокарнойоперациисЧПУприведенывтаблице4.1.
До токарной операции выполняется фрезерование торцов в размер 170±0,2 и об-работкацентровыхотверстий.
ТокарнуюоперациюсЧПУбудемвыполнятьзадваустанова.Способустановкизаготовки–вцентрахсупоромвторец.
Условияорганизациитруда:инструментпредварительнонастраиваетсянараз-мернаприборедлянастройкивнестанка.
Количестводеталейвоперационнойпартииn=100штук.
Таблица 4.1 - Способы достижения точности поверхностей детали на токарной опе-рациисЧПУ
№поверхн. |
Параметрыточностипосле токарнойобработки |
Способдостижениятребуемойточности |
Режимырезания |
||
Квалитет |
Ra,мкм |
Глубина резанияt,мм |
ПодачаS, мм/мин |
||
1 |
IT11 |
5 |
ТочениечерновоеТочениечистовое |
1,3 0,5 |
280 110 |
2 |
IT11 |
5 |
Точениечерновое Точениечистовое |
1,3 0,5 |
280 110 |
3 |
IT14 |
10 |
Точениечерновое |
2,0 |
280 |
4 |
IT11 |
5 |
Точениечерновое Точениечистовое |
1,3 0,5 |
280 110 |
канавки |
IT14 |
10 |
Точениеоднократное |
2,0 |
140 |
Длявыполненияоперацииприменяемпатронно-центровойстаноксЧПУ16Б16Ф3.
Основныетехническиехарактеристикистанка:
НаибольшиеразмерыобрабатываемойзаготовкиДиаметр–180ммнадсуппортом.
Длина–750мм.
Частотавращенияшпинделя–40…2000об/мин.
Подачасуппорта(бесступенчатоерегулирование)Продольная – 2…1200 мм/мин.Поперечная–1…1200мм/мин.
СкоростьбыстрыхперемещенийПродольных–6000мм/мин.Поперечных–5000мм/мин.
Мощностьприводаглавногодвижения–7,1кВт.
Станок 16Б16Ф3 оснащён шестипозиционной револьверной головкой. Время поворо-та револьверной головки на одну позициюТип=1с. Время фиксации револьверной го-ловкипослеповоротавзаданнуюпозициюТиф=2с.
МодельустройствасЧПУ–2У22.
Длявыполненияразличныхпереходовобработкииспользуемтрирезца:двапро-ходныхконтурныхиодинканавочный.Размерыинструментовприведенывтаблице4.2.
Таблица4.2-Основныеконструктивныепараметрырезцов
№позиции |
Наименование инструмента |
Типинструмента |
Материалре- жущейчасти |
Габариты H×B×L |
Т01 |
Проходнойконтурный(черновой) |
ТУ-2-035-892-82 PCLNR2020K12 |
Т15К6 |
20×20×125 |
Т02 |
Проходнойконтурный (черновой) |
ТУ-2-035-892-82 PDINR2020K15 |
Т15К6 |
20×20×125 |
Т03 |
Прорезной |
ГОСТ28978-91 |
Т15К6 |
20×27,8×150 |
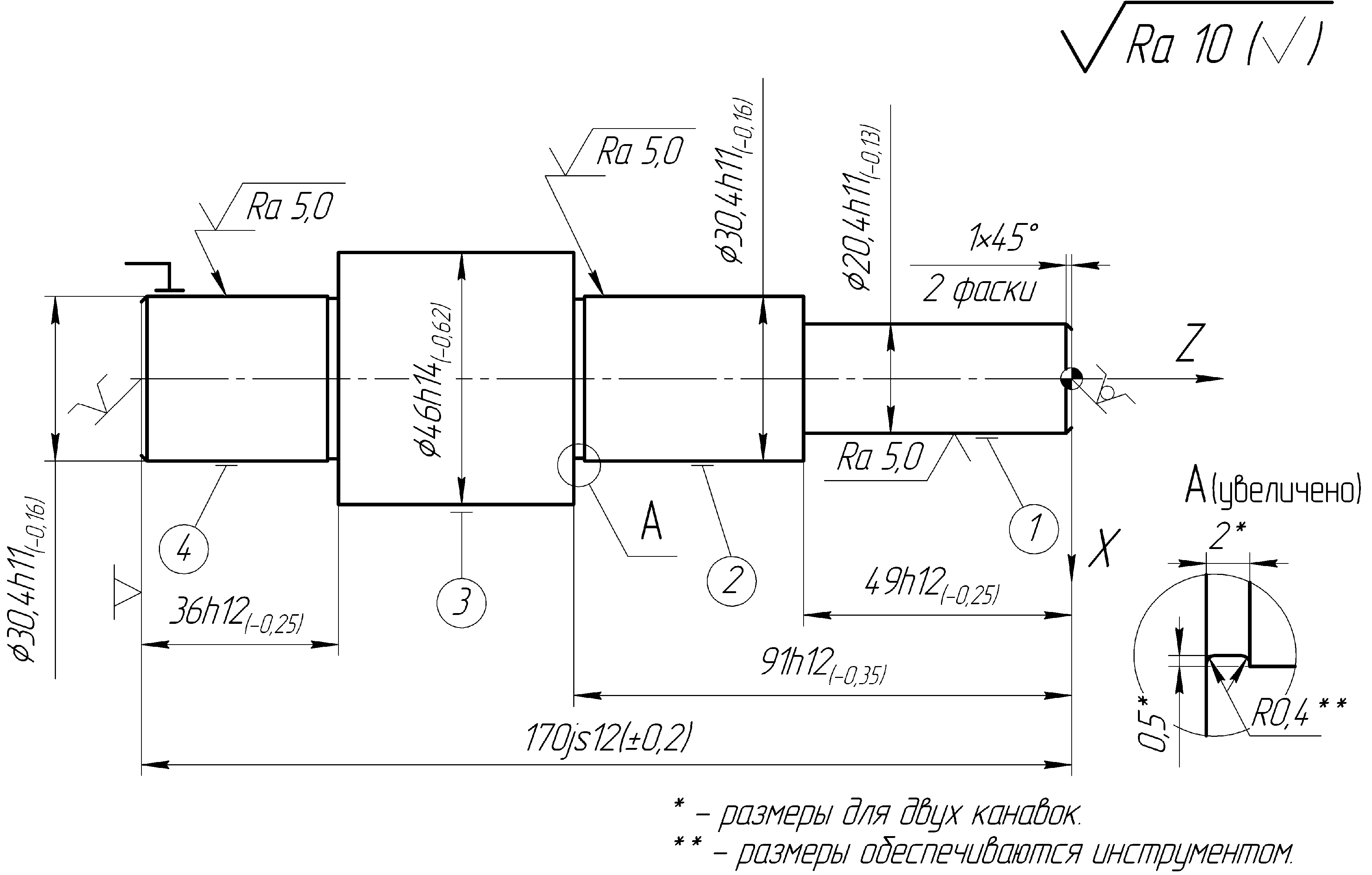
Рисунок4.1-ОперационныйэскиздлятокарнойоперациисЧПУ
100
Нормаштучноговремениопределяетсяпоформуле1.2.Тшт
(ТцаТвktв)(1Поб.от)
,мин,
Определимвремяавтоматическогоциклаработыстанкапопрограмме.
Расчёт времениТц.аявляется наиболее трудоёмким этапом общего расчёта. Этосвязано с необходимостью точной привязки траекторий движения инструментов к систе-ме координат детали и определением координат опорных точек. Построение траекторийдвижения инструментов удобно выполнять в масштабе 1:1 с помощью различных си-стемCAD, что позволяетточно определить величиныреальных размерныхперемеще-нийисполнительногоорганастанка.
Дляудобстварасчётпредставимввидетаблицы.
Нарисунках2–4показанысхемыдвиженияинструментовприобработкезаготовкина первом установе токарнойоперации с ЧПУ. Для второго установа схемы движенияинструментовстроятсяаналогично.
координатеZ,Z,мм
координатеХ,Х,мм
Таблица4.3-РасчётвремениавтоматическогоциклаработыстанкапопрограммеУчастоктраекторииилиномерпозицийинструментов |
Приращениепо |
Приращениепо |
Длина i-го участкатраекторииL,мм |
МинутнаяподачаS,мм/мин |
Основноевремяработыстанка попрограммеТО,мин. |
Машино-вспомогательноевремяТмв,мин. |
Примечания |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
Установ1-Черноваяичистоваяобработкаповерхностей№1,№2,№3, точениеканавкисоднойсторонызаготовки |
|||||||
Ои-0 |
-170 |
-140 |
220 |
4000 |
- |
0,055 |
Позиционированиев начальнуюточку0 |
Т03-Т01 |
- |
- |
- |
- |
- |
0,017×4+ +0,03=0,1 |
ПоворотревольвернойголовкивпозициюТ01через четырепозиции |
0-1 |
-30 |
-49,3 |
57,7 |
2000 |
- |
0,029 |
Позиционированиевточку1 |
1-2 |
-49,5 |
- |
49,5 |
280 |
0,117 |
- |
Черновоеточениеповерхности№1 |
2-3 |
- |
+5 |
5 |
280 |
0,018 |
- |
Черновоеточениеторца (поверхности№1-№2) |
3-4 |
-42 |
- |
42 |
280 |
0,15 |
- |
Черновоеточение поверхности№2 |
4-5 |
- |
+7,3 |
7,3 |
280 |
0,026 |
- |
Черновоеточениеторца (поверхности№2-№3) |
5-6 |
-46 |
- |
46 |
280 |
0,164 |
- |
Черновоеточение поверхности№3 |
6-7 |
- |
+1 |
1 |
2000 |
- |
0,0005 |
Быстрыйотводинструмента |
7-0 |
+36 |
167,5 |
171,3 |
2000 |
- |
0,086 |
Позиционированиевточку0 |
Т01-Т02 |
- |
- |
- |
- |
- |
0,017+ +0,03=0,047 |
Поворотревольверной головкивпозициюТ02 |
0-8 |
-30 |
-51 |
59,2 |
2000 |
- |
0,03 |
Позиционированиевточку8 |
8-9 |
-1 |
- |
1 |
110 |
0,01 |
- |
Выходнаторец кначалуфаски |
9-10 |
-1,2 |
+1,2 |
1,4 |
110 |
0,013 |
- |
Точениефаски |
10-11 |
-47,8 |
- |
47,8 |
110 |
0,435 |
- |
Чистовоеточение поверхности№1 |
11-12 |
- |
+5 |
5 |
110 |
0,045 |
- |
Чистовоеточениеторца (поверхности№1-№2) |
12-13 |
-42 |
- |
42 |
110 |
0,38 |
- |
Чистовоеточение поверхности№2 |
13-14 |
- |
+8,5 |
8,5 |
110 |
0,077 |
- |
Чистовоеточениеторца (поверхности№2-№3) |
14-0 |
+122 |
+34,2 |
126,7 |
2000 |
- |
0,063 |
Позиционированиевточку0 |
Т02-Т03 |
- |
- |
- |
- |
- |
0,017+ +0,03=0,047 |
ПоворотревольвернойголовкивпозициюТ03 |
0-15 |
-121,5 |
-19,3 |
123 |
2000 |
- |
0,061 |
Позиционированиевточку15 |
15-16 |
-0,5 |
- |
0,5 |
140 |
0,0045 |
- |
Выходнаторец |
16-17 |
- |
-1,2 |
1,2 |
140 |
0,0086 |
0,03 |
Точениеканавкиивыдержка 2свконцерабочегохода |
17-18 |
- |
+1,2 |
1,2 |
2000 |
0,0006 |
- |
Выходизканавки |
18-Oи |
+170 |
+140 |
220 |
4000 |
- |
0,055 |
Позиционированиев исходнуюточкуОи |
Продолжениетаблицы4.3
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
Установ2–Черноваяичистоваяобработкаповерхности№4, точениеканавкисдругойсторонызаготовки |
|||||||
Ои-0 |
-170 |
-140 |
220 |
4000 |
- |
0,055 |
Позиционирование вначальнуюточку0 |
Т03-Т01 |
- |
- |
- |
- |
- |
0,017×4+ +0,03=0,1 |
ПоворотревольвернойголовкивпозициюТ01через четырепозиции |
0-19 |
-30 |
-44,3 |
53,5 |
2000 |
- |
0,027 |
Позиционированиевточку19 |
19-20 |
-36,5 |
- |
36,5 |
280 |
0,13 |
- |
Черновоеточение поверхности№4 |
20-21 |
- |
+9 |
9 |
280 |
0,032 |
- |
Черновоеточениеторца (поверхности№4-№3) |
21-0 |
+66,5 |
+35,3 |
75,3 |
2000 |
- |
0,038 |
Позиционированиевточку0 |
Т01-Т02 |
- |
- |
- |
- |
- |
0,017+ +0,03=0,047 |
Поворотревольверной головкивпозициюТ02 |
0-22 |
-30,5 |
-46 |
55,2 |
2000 |
- |
0,028 |
Позиционированиевточку22 |
22-23 |
-0,5 |
- |
0,5 |
110 |
0,0045 |
- |
Выходнаторец кначалуфаски |
23-24 |
-1,2 |
+1,2 |
1,4 |
110 |
0,013 |
- |
Точениефаски |
24-25 |
-34,8 |
- |
34,8 |
110 |
0,316 |
- |
Чистовоеточение поверхности№4 |
25-26 |
- |
+8,5 |
8,5 |
110 |
0,077 |
- |
Чистовоеточениеторца (поверхности№4-№3) |
26-0 |
+67 |
+35,8 |
76 |
2000 |
- |
0,038 |
Позиционированиевточку0 |
Т02-Т03 |
- |
- |
- |
- |
- |
0,017+ +0,03=0,047 |
Поворотревольверной головкивпозициюТ03 |
0-27 |
-66,5 |
-19,3 |
69,2 |
2000 |
- |
0,035 |
Позиционированиевточку27 |
27-28 |
-0,5 |
- |
0,5 |
140 |
0,0045 |
- |
Выходнаторец |
28-29 |
- |
-1,2 |
1,2 |
140 |
0,0086 |
0,03 |
Точениеканавкиивыдержка 2свконцерабочегохода |
29-30 |
- |
+1,2 |
1,2 |
2000 |
0,0006 |
- |
Выходизканавки |
30-Oи |
+170 |
+140 |
220 |
4000 |
- |
0,055 |
Позиционированиев исходнуюточкуОи |
|
|
|
|
|
Σ=2,14 |
Σ=1,10 |
|
ВремяциклаавтоматическойработыстанкапопрограммеТца=2,14+1,1=3,24мин. |
|||||||
Примечание
 ПрирасчётеТмввремябыстрыхперемещенийопределялосьпосреднейскорости,сучётомразгонаиторможенияинструментальногоблокавначалеи
концехода.
ПрирасчётеТмввремябыстрыхперемещенийопределялосьпосреднейскорости,сучётомразгонаиторможенияинструментальногоблокавначалеи
концехода.
Рисунок4.2-Схематраекторииинструментапричерновомточениинапервомустанове
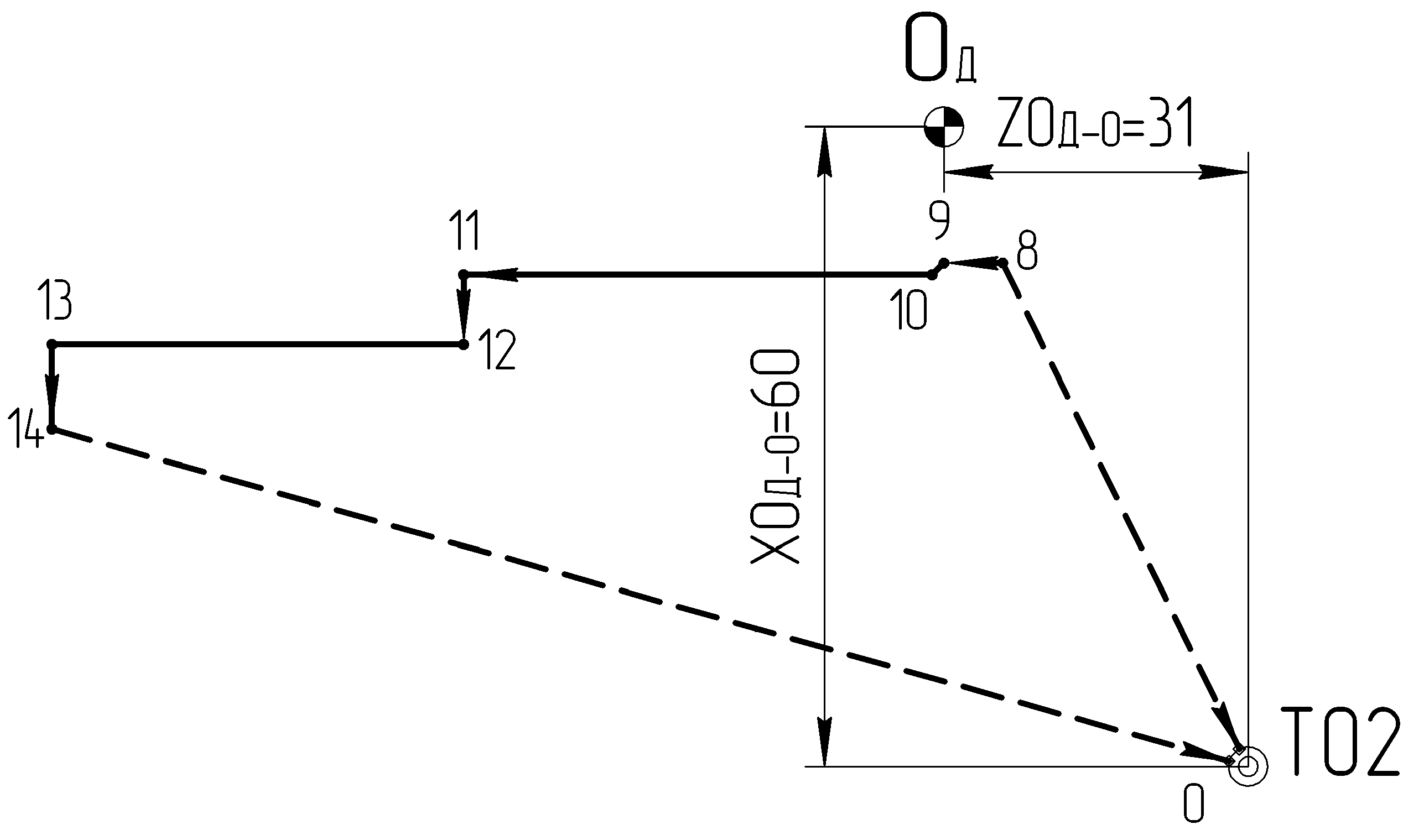
Рисунок4.3-Схематраекторииинструментапричистовомточениинапервомустанове
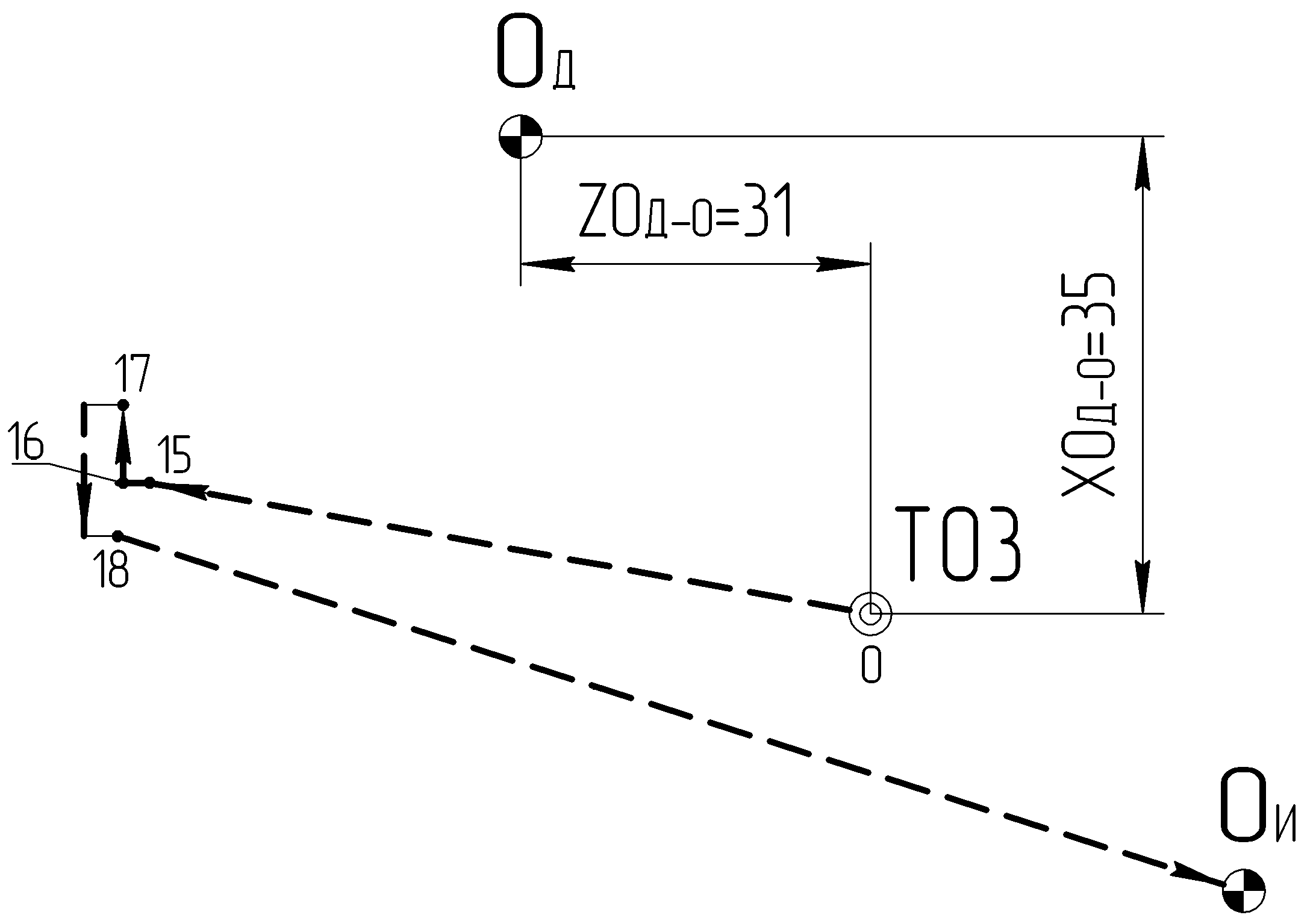
Рисунок4.4-Схематраекторииинструментаприобработкеканавкинапервомустанове
Время цикла автоматической работы станка по программеТцав соответствии с рас-четами,приведеннымивтаблице4.3,составляет3,24мин.
ВспомогательноевремяТввключает:
Времянаустановкуиснятиедетали,приустановкедеталимассой1,5кгвцентрахснадеваниемхомутикаиподводомзаднейбабкипневматическимустройствомТус= 0,26мин. Учитывая, что обработка выполняется с переустановкой, а время на пе-реустановку принимается с коэффициентом 0,8, суммарное время на установку и снятиедеталисоставит
Тус
0,260,80,260,47
мин;
Вспомогательное время, связанное с операциейТопсогласнотаблице 1.22, преду-сматриваетвыполнениеследующихдействий:
проверитьприходдеталиилиинструментавзаданнуюточкупослеобработки–
0,15мин;
установитьиснятьщитокотзабрызгиванияэмульсией–0,03мин.
Посколькувсеперечисленныедействияприобработкеспереустановкойвыполня-ютсядвараза
Топ(0,150,03)20,36
ВремянаизмерениедеталиТизм:
мин.
Измерение диаметра 20,4h11 штангенциркулем с установкой его на размер в про-цессе измерений, при точности измерения 0,10 мм и длине контролируемой поверхностидо50мм–0,08мин(таблица1.18).
Измерение диаметров 30,4h11 (две поверхности) и 46h14 штангенциркулем сустановкой его на размер в процессе измерений, при точности измерений 0,10 мм идлинеконтролируемыхповерхностейдо50мм–0,10мин(таблица1.18).
Измерениелинейногоразмера91h12линейнымодностороннимшаблоном(ско-бой),приточностиизмерений0,2…0,5мм–0,07мин(таблица1.19).
Измерение линейных размеров 49h12 и 36h12 линейным односторонним шабло-ном(скобой),приточностиизмерений0,2…0,5мм–0,06мин(таблица1.19).
Измерениеканавок(двеканавки)специальнымшаблоном–0,06мин(таблица1.19).
В соответствии с данными таблицы 1 процент контролируемых деталей при работенастроеннымнаразмеринструментомдлядиаметров20,4и30,4мм(11квалитетточ-ности)составляет25%,дляостальныхразмеровпринимаем10%.
Тизм(0,080,102)0,25(0,100,070,0620,062)0,100,11
мин
Времяцикла автоматической работы станка по программе (3,24мин)значительнопревышает время на контрольные измерения. В этом случае составляющаяТизмвспо-могательного времени перекрывается временемТцаи в норме времени не учитывается.Контрольныепромерывыполняютсявовремяработыстанкававтоматическомрежиме.
Вспомогательноевремя
Тв0,470,3600,83
мин.
Поправочный коэффициент на время выполнения ручной вспомогательной работы,зависящийотвеличиныпартииобрабатываемыхдеталейktв,принимаетсяпотаблице
1.23приложения.При100деталяхвпартиииприоперативномвремени,превышающем4мин,коэффициентравен0,93.
Время на техническое и организационноеобслуживание рабочего места, а такжевремя перерывов на отдых и личные потребности (Поб.от) принимается в процентах отоперативного времени по таблице 2.1. Для токарных станков с наибольшим диаметромизделия,устанавливаемогонадстанинойдо400мм,Поб.отравен8%.
Нормаштучноговремени
Тшт
(3,240,830,93)(1
8
100
)4,33
мин.
Нормаштучно-калькуляционноговремениопределяетсяпоформуле1.1.
Тш.к
Тп.з
n
Тшт
,мин,
гдеТп.з–подготовительно-заключительноевремя,мин;
n–количестводеталейвпартии,равно100шт.
Определим составляющие подготовительно-заключительного времени (Тп.з).Времяорганизационнойподготовки(таблица3.1):
получить технологическую документацию, режущий и измерительный инструмент,приспособлениеитакдалеедоначалаисдатьихпослеокончанияобработки–9,0мин.приполучениивинструментально-раздаточнойкладовой;
ознакомитьсяспредстоящейработой-2,0мин;
инструктажмастера2,0мин.
Tп.з19,02,02,013,0
мин
Времянаналадкустанка,приспособлений,инструмента,программныхустройств(таблица3.1):
установитьиснятьцентр–1,2мин,длядвухцентров–2,4мин;
Сместитьзаднююбабкурукояткой–0,4мин;
установитьисходныережимыработыстанка(nиS)
0,220,4
где0,20мин-времянаодноизменение;
мин;
установитьрежущиеинструментывревольвернуюголовку
0,832,4мин,
где0,80мин–времянаустановкуодногоинструмента,
3–числоинструментоввналадке;
установитьпрограммоносительвсчитывающееустройствоиснять–1,0мин;
проверитьисправностьсчитывающегоустройстваиперфоленты–1,2мин;
ввестипрограммувпамятьсистемыЧПУспрограммоносителя–1,2мин;
установитьисходныекоординатыХиZ(настроитьнулевоеположение)–2,5мин;
настроитьустройстводляподачиСОЖ–0,3мин.
Tп.з22,40,40,42,41,01,21,22,50,311,8
мин.
Подготовительно-заключительноевремянапробнуюобработкудеталиприработенатокарныхитокарно-револьверныхстанкахсЧПУопределяетсяпоформуле1.6.
Tпр.обрtпр.обрTца
гдеТца–времяциклаобработки,равно3,24мин;
,мин,
tпр.обр–времяпробнойобработки,приотсутствиивконструкциидеталиповерхно-стейсдопускаминадиаметрточнее11квалитетаипритрехрежущихинструментахвналадке,согласнотаблицы3.11,равно5,4мин.
Tпр.обр.5,43,248,64
Итогоподготовительно-заключительноевремя
мин.
Tп.з1311,88,6446,44
Штучно-калькуляционноевремя:
мин.
Тш.к
46,444,334,79
100
мин.