

normirovanie
.pdf
|
|
|
|
|
|
|
|
|
|
|
|
|
|
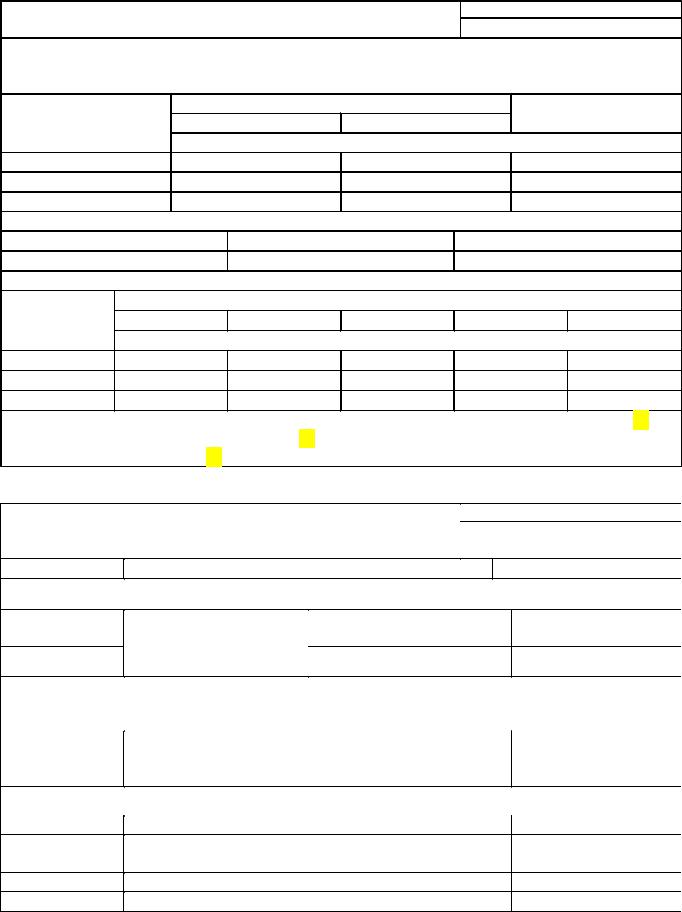
Среднесерийное производство |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифование торцов на |
|
||||||
Неполное штучное время |
|
|
|
|
|
|
|
|
|
|
круглошлифовальных станках |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
КАРТА 45, лист 1 |
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
1. |
Неполное штучное время |
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
позиции |
|
|
Измеряемая |
|
|
|
|
Диаметр шлифования в мм до |
|
|
|
|||||||||||
Длина шлифова- |
|
32 |
|
|
50 |
|
|
|
80 |
|
125 |
|
200 |
|||||||||
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
длина в мм |
|
|
|
|
Припуск на сторону в мм до |
|
|
|
||||||||||||
|
ния мм до |
|
|
|
|
|
|
|
|
|||||||||||||
№ |
|
|
до |
0,17 |
|
0,35 |
0,17 |
|
0,35 |
|
0,25 |
0,50 |
0,25 |
0,50 |
|
0,25 |
|
0,50 |
||||
|
|
|
|
|
|
|
Неполное штучное время в мин. |
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
1 |
6,3 |
|
100 |
0,96 |
|
0,99 |
1,03 |
|
1,07 |
|
1,12 |
1,16 |
|
1,17 |
1,23 |
|
1,27 |
|
1,35 |
|||
2 |
|
200 |
1,26 |
|
1,28 |
1,32 |
|
1,36 |
|
1,41 |
1,45 |
|
1,46 |
1,52 |
|
1,57 |
|
1,65 |
||||
3 |
|
|
500 |
1,71 |
|
1,73 |
1,8 |
|
1,84 |
|
1,93 |
1,97 |
|
1,98 |
2,04 |
|
2,13 |
|
2,21 |
|||
4 |
8 |
|
100 |
0,97 |
|
1,01 |
1,05 |
|
1,09 |
|
1,14 |
1,19 |
|
1,20 |
1,27 |
|
1,32 |
|
1,41 |
|||
5 |
|
200 |
1,28 |
|
1,30 |
1,34 |
|
1,38 |
|
1,43 |
1,49 |
|
1,50 |
1,57 |
|
1,62 |
|
1,72 |
||||
6 |
|
|
500 |
1,72 |
|
1,76 |
1,82 |
|
1,86 |
|
1,95 |
2,01 |
|
2,04 |
2,08 |
|
2,18 |
|
2,28 |
|||
7 |
10 |
|
100 |
1,0 |
|
1,03 |
1,08 |
|
1,12 |
|
1,18 |
1,24 |
|
1,26 |
1,35 |
|
1,39 |
|
1,51 |
|||
8 |
|
200 |
1,30 |
|
1,32 |
1,38 |
|
1,41 |
|
1,47 |
1,53 |
|
1,56 |
1,63 |
|
1,70 |
|
1,81 |
||||
9 |
|
|
500 |
1,74 |
|
1,78 |
1,85 |
|
1,89 |
|
1,99 |
2,05 |
|
2,07 |
2,15 |
|
2,26 |
|
2,37 |
|||
10 |
16 |
|
100 |
- |
|
- |
|
1,12 |
|
1,19 |
|
1,26 |
1,36 |
|
1,39 |
1,49 |
|
1,54 |
|
1,74 |
||
11 |
|
200 |
- |
|
- |
|
1,41 |
|
1,50 |
|
1,54 |
1,62 |
|
1,69 |
1,78 |
|
1,85 |
|
2,03 |
|||
12 |
|
|
500 |
- |
|
- |
|
1,89 |
|
1,95 |
|
2,06 |
2,11 |
|
2,17 |
2,30 |
|
2,41 |
|
2,59 |
||
13 |
25 |
|
100 |
- |
|
- |
|
- |
|
- |
|
|
1,31 |
1,41 |
|
1,45 |
1,59 |
|
1,65 |
|
1,84 |
|
14 |
|
200 |
- |
|
- |
|
- |
|
- |
|
|
1,61 |
1,71 |
|
1,74 |
1,88 |
|
1,95 |
|
2,14 |
||
15 |
|
|
500 |
- |
|
- |
|
- |
|
- |
|
|
2,13 |
2,22 |
|
2,26 |
2,40 |
|
2,52 |
|
2,70 |
|
16 |
40 |
|
100 |
- |
|
- |
|
- |
|
- |
|
|
- |
- |
|
1,62 |
1,83 |
|
1,90 |
|
1,92 |
|
17 |
|
200 |
- |
|
- |
|
- |
|
- |
|
|
- |
- |
|
1,91 |
2,12 |
|
2,20 |
|
2,22 |
||
18 |
|
|
500 |
- |
|
- |
|
- |
|
- |
|
|
- |
- |
|
2,43 |
2,64 |
|
2,77 |
|
2,79 |
|
19 |
50 |
|
100 |
- |
|
- |
|
- |
|
- |
|
|
- |
- |
|
1,73 |
1,91 |
|
2,05 |
|
2,37 |
|
20 |
|
200 |
- |
|
- |
|
- |
|
- |
|
|
- |
- |
|
2,02 |
2,22 |
|
2,35 |
|
2,67 |
||
21 |
|
|
500 |
- |
|
- |
|
- |
|
- |
|
|
- |
- |
|
2,54 |
2,74 |
|
2,92 |
|
3,23 |
|
22 |
63 |
|
100 |
- |
|
- |
|
- |
|
- |
|
|
- |
- |
|
- |
- |
|
2,21 |
|
2,59 |
|
23 |
|
200 |
- |
|
- |
|
- |
|
- |
|
|
- |
- |
|
- |
- |
|
2,52 |
|
2,89 |
||
24 |
|
|
500 |
- |
|
- |
|
- |
|
- |
|
|
- |
- |
|
- |
- |
|
3,08 |
|
3,46 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Среднесерийное производство |
|
|||||||
|
Неполное штучное время |
|
|
|
|
|
|
|
|
Шлифование торцов на |
|
|||||||||||
|
|
|
|
|
|
|
|
круглошлифовальных станках |
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
КАРТА 45, лист 2 |
|
|
|
||||
|
2. Поправочные коэффициенты на неполное |
|
штучное время для |
|
|
|
||||||||||||||||
|
|
|
измененных условий работы в зависимости от: |
|
|
|
|
|
|
|||||||||||||
1. Диаметра устанавливаемого изделия и измерительного инструмента |
|
|
|
|
|
|
||||||||||||||||
Группы станков: диа- |
|
Измерительный инструмент |
|
|
|
|
|
|
|
|
|
|||||||||||
метр устанавливаемого |
|
Универсальный |
|
|
|
|
Шаблон |
|
|
Без измерения |
|
|||||||||||
|
изделия, мм |
|
|
|
|
|
|
Коэффициент |
|
|
|
|
|
|
||||||||
101

|
360 |
|
|
1,0 |
|
0,97 |
0,9 |
|
||
|
500 |
|
|
1,17 |
|
1,1 |
1,0 |
|
||
2. |
Обрабатываемого материала, точности размера и шероховатости поверхности (см. |
карту ) |
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
3. |
Точности и жесткости станка (см. |
карту |
) |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
4. |
Партии деталей (см. |
карту |
) |
|
|
|
|
|
|
|
3. Подготовительно-заключительное время брать по карте 4.
4. Время на установку и снятие детали брать по карте 5
Подготовительно-заключительное время на партию деталей
№ |
|
позиции |
Вид обработки и наладки |
|
|
|
|
Среднесерийное производство Плоскошлифовальные станки КАРТА 45, лист 3
Длина (диаметр) стола, мм, до
630 (400) |
1000 (800) |
2000 (1600) |
|
Время, мин |
|
|
|
|
|
1. На наладку станка, инструмента и приспособлений |
|
|
|||
|
|
|
|
|
|
|
|
|
1 |
Шлифование плоскостей |
|
6,5 |
|
7 |
8 |
|
|
2. На получение инструмента и приспособлений до начала и |
|
|
|||
|
|
|
сдачу их после окончания обработки |
|
|
||
|
|
|
|
|
|
|
|
|
|
Получение инструмента и приспособлений |
|
|
|
|
|
2 |
исполнителем работы до начала и сдача их после |
|
|
7,0 |
|
||
|
|
окончания обработки партии деталей |
|
|
|
|
|
|
|
|
3. Добавлять к времени на наладку станка |
|
|
||
|
|
|
|
|
|
|
|
3 |
При обработке в тисках или специальном приспособле- |
1,3 |
|
1,5 |
2,0 |
||
нии |
|
|
|||||
4 |
При обработке с приспособлением автоматического из- |
10 |
|
10 |
10 |
||
мерения в процессе шлифования |
|
||||||
|
|
При установке и снятии |
дискового |
5,0 |
|
5,5 |
7,5 |
5 |
чашечного |
6,0 |
|
6,5 |
8,5 |
||
шлифовального круга |
|
||||||
|
|
сегментного |
7,0 |
|
7,5 |
9,5 |
|
|
|
|
|
||||
 № позиции
№ позиции
Вспомогательное время на установку и снятие детали |
|
Среднесерийное производство |
||||||||||||||||||||||
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
в тисках |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
Плоское шлифование |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
КАРТА 46, лист 1 |
|||||
Способ |
|
|
|
Состоя- |
|
|
|
Харак- |
|
Число одновременно |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Масса детали в кг, до |
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
||||||||||||||||
установки |
|
|
|
ние уста- |
|
|
|
тер вы- |
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
детали |
|
|
|
новочной |
|
|
|
верки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
поверхно- |
|
|
|
|
|
|
0,01 |
0,03 |
0,05 |
0,08 |
0,25 |
0,5 |
1,0 |
3 |
5 |
8 |
12 |
20 |
30 |
|
|
|
|
|
сти |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
102

1
2
3
4
5
6
7
В тисках с винтовым зажимом
8
9
10В тисках с
11пневматическим за-
12жимом
 13
13 
14
 15
15 
16
17 
18
Обработанная (или |
необработанная из проката) |
без выверки |
|
Необработанная (отливка для |
обдирочного шлифования) |
||
с выверкой реймусом |
|||
Обработанная (или |
необработанная из проката) |
без выверки |
|
|
|
|
|
Необработанная (отливка для |
обдирочного шлифования) |
реймусомс выверкой |
деталей |
|
|
|
|
Время, мин |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
устанавливаемых |
0,15 0,11 |
0,1 |
0,13 |
0,22 |
0,23 0,24 |
0,26 |
0,32 |
0,36 |
0,39 0,44 0,49 |
||
1 |
|||||||||||
2 |
0,22 0,16 |
0,15 |
0,2 |
0,35 |
0,36 0,37 |
0,41 |
0,49 |
0,56 |
0,6 |
- |
- |
3 |
0,29 0,22 |
0,21 |
0,26 |
0,43 |
0,44 0,48 |
0,56 |
0,67 |
0,73 |
- |
- |
- |
4 |
0,36 0,25 |
0,24 |
0,31 |
0,53 |
0,55 0,56 |
0,61 |
0,78 |
0,89 |
- |
- |
- |
6 |
0,44 0,33 |
0,32 |
0,4 |
0,67 |
0,72 0,78 |
0,84 |
1,0 |
- |
- |
- |
- |
8 |
0,55 0,4 |
0,38 |
0,48 |
0,79 |
0,84 0,89 |
1,0 |
1,17 |
- |
- |
- |
- |
10 |
0,61 0,45 |
0,46 |
0,56 |
0,89 |
0,95 1,0 |
1,12 |
1,34 |
- |
- |
- |
- |
1 |
- |
- |
- |
- 0,26 0,29 0,31 0,34 0,36 0,40 0,47 0,51 0,56 |
1 |
1 |
- |
- |
- 0,67 0,72 0,78 0,89 0,95 |
1,12 1,23 |
1,45 1,55 |
|||||
1 |
- |
- |
- |
- |
0,12 0,13 0,14 |
0,16 0,24 |
0,29 |
0,33 |
0,4 |
0,45 |
|
2 |
- |
- |
- |
- |
0,20 0,22 0,24 |
0,29 0,41 |
0,49 |
0,56 |
- |
- |
|
3 |
- |
- |
- |
- |
0,26 0,30 0,33 |
0,39 0,56 |
0,64 |
- |
- |
- |
|
4 |
- |
- |
- |
- |
0,33 0,38 0,41 |
0,48 0,67 |
0,95 |
- |
- |
- |
|
5 |
- |
- |
- |
- |
0,44 0,50 0,56 |
0,67 0,95 |
- |
- |
- |
- |
|
8 |
- |
- |
- |
- |
0,56 0,61 0,67 |
0,84 1,17 |
- |
- |
- |
- |
|
10 |
- |
- |
- |
- |
0,67 0,72 0,84 |
0,95 1,40 |
- |
- |
- |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
- |
- |
- |
- |
0,20 0,21 0,23 |
0,26 0,30 |
0,34 |
0,39 |
0,46 |
0,5 |
1 |
- |
- |
- |
- |
0,67 0,72 0,78 |
0,84 0,95 |
1,06 |
1,23 |
1,45 1,62 |
||
103

Вспомогательное время на установку и снятие детали |
Среднесерийное производство |
|
|
|
|
в тисках |
|
|
Плоское шлифование |
|
|
|
КАРТА 46, лист 2 |
|
позиции |
|
Состоя- |
|
№ |
Способ |
ние уста- |
|
|
установки |
новочной |
|
|
детали |
поверхно- |
|
|
|
сти |
|
19 |
В тисках с |
|
|
20 |
эксцентри- |
Обрабо- |
|
21 |
ковым за- |
||
танная |
|||
22 |
жимом |
||
(или не |
|||
|
В самоцен- |
||
|
обрабо- |
||
|
трирующих |
танная из |
|
23 |
призмати- |
проката) |
|
|
ческих тис- |
|
|
|
ках |
|
Характер выверки
Без вы-  верки
верки
одновременноЧисло деталейустанавливаемых
1
2
3
4
1
Масса детали в кг, до
0,01 |
0,03 |
0,05 |
0,08 |
0,25 |
0,5 |
1,0 |
3 |
5 |
8 |
12 |
20 |
30 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Время, мин
 0,09
0,09 0,07
0,07 0,09
0,09 0,11
0,11 0,14
0,14 0,15
0,15 0,16
0,16 0,20
0,20 0,24
0,24 0,28
0,28 0,32
0,32 0,38
0,38 0,41
0,41
0,13 0,10 0,13 |
0,16 |
0,21 0,23 0,25 0,30 0,35 |
0,42 |
0,48 |
- |
- |
||
0,16 0,13 0,16 |
0,21 |
0,26 0,29 0,33 0,39 0,46 |
0,54 |
- |
- |
- |
||
0,28 0,15 0,28 |
0,25 |
0,32 0,34 0,39 0,46 0,53 |
0,67 |
- |
- |
- |
||
- |
- |
- |
- |
0,11 0,12 0,13 0,15 0,16 |
0,2 0,23 |
0,3 |
- |
|
№ позиции
1
2
3
4
5
6
7
8
9
 10
10 
11
12
Способ Состояние установустановочХарактер
ки детаной поверхвыверки ли ности
и планками |
Обработаннаяили необработанная (отливка) |
Безвыверки |
На столе с креплением двумяболтами |
Необработанная (отливка для обдирочного шлифования) |
Выверка простая (по контуру неразмеченной поверхности) |
Число одновременно устанавливаемых деталей
1
2
3
4
6
7
1
2
3
4
6
8
Масса детали в кг, до
0,25 |
0,5 |
1,0 |
3 |
5 |
8 |
12 |
20 |
30 |
|
|
|
|
|
|
|
|
|
Время, мин (на комплект устанавливаемых деталей)
0,48 |
0,51 |
0,56 |
0,61 |
0,72 |
0,78 |
0,84 |
1,14 |
1,9 |
0,89 |
0,95 |
1,0 |
1,12 |
1,4 |
1,51 |
1,62 |
1,79 |
3,25 |
1,28 |
1,34 |
1,45 |
1,68 |
2,0 |
2,18 |
2,35 |
2,57 |
4,36 |
1,68 |
1,79 |
1,9 |
2,1 |
2,57 |
2,8 |
3,13 |
3,36 |
5,49 |
2,4 |
2,57 |
2,8 |
3,14 |
3,7 |
4,03 |
4,48 |
4,9 |
7,4 |
3,13 |
3,36 |
3,6 |
4,1 |
4,82 |
5,26 |
6,1 |
6,38 |
9,18 |
0,89 |
0,95 |
1,0 |
1,12 |
1,34 |
1,56 |
1,85 |
2,35 |
3,25 |
1,68 |
1,79 |
1,9 |
2,01 |
2,46 |
3,02 |
3,5 |
4,1 |
5,6 |
2,46 |
2,57 |
2,68 |
2,9 |
3,58 |
4,25 |
5,04 |
6,04 |
7,84 |
3,14 |
3,36 |
3,47 |
3,8 |
4,7 |
5,6 |
6,5 |
7,84 |
9,97 |
4,48 |
4,81 |
5,04 |
5,49 |
6,72 |
7,95 |
9,29 |
11,2 |
13,9 |
5,82 |
6,16 |
6,5 |
7,06 |
8,74 |
10,3 |
12,1 |
14,6 |
17,7 |
|
|
|
|
|
|
|
|
|
Вспомогательное время на установку и снятие детали |
Среднесерийное производство |
104

на столе |
Плоское шлифование |
|
КАРТА 46, лист 3 |
||
|
||
2. Установить и снять деталь подъемником, краном |
||
позиции№ |
деталиустановкиСпособ |
установочнойСостояние поверхности |
выверкиХарактер |
одновременноЧисло деталейустанавливаемых |
Подъемником при |
|
|
Мостовым краном |
|
|
|
|||||||
|
станке |
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
Масса детали в кг до |
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
30 |
80 |
200 |
500 |
1000 |
30 |
80 |
200 |
500 |
1000 |
2000 |
3000 |
5000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Время в мин. (на комплект устанавливаемых деталей) |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
25 |
На сто- |
Обрабо- |
Слож- |
1 |
4,48 |
5,49 |
6,72 |
8,72 |
9,52 |
6,16 |
7,17 |
8,4 |
9,86 |
11,2 |
12,8 |
13,9 |
15,3 |
|
|
ле с |
танная |
ная (по |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
26 |
крепле- |
|
разме- |
2 |
7,95 |
9,85 |
12,1 |
14,8 |
17,2 |
9,63 |
11,5 |
13,8 |
16,5 |
18,9 |
- |
- |
- |
|
нием |
|
точной |
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
27 |
четырь- |
|
риске) |
3 |
12,0 |
14,0 |
17,1 |
20,9 |
24,3 |
12,8 |
15,7 |
18,8 |
22,4 |
25,9 |
- |
- |
- |
|
мя бол- |
|
|
|
|||||||||||||||
|
|
|
|
|
|
|||||||||||||
|
тами с |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
28 |
|
|
4 |
14,3 |
17,8 |
21,8 |
26,6 |
- |
16,0 |
19,5 |
23,5 |
28,3 |
- |
- |
- |
- |
|
|
планка- |
|
|
|
|||||||||||||||
|
|
|
|
|
|
|||||||||||||
|
ми |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
29 |
|
|
6 |
20,2 |
25,2 |
30,8 |
37,6 |
- |
21,9 |
26,9 |
32,5 |
39,3 |
- |
- |
- |
- |
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
30 |
В случае крепления деталей большим (или меньшим) числом болтов на каждый последую- |
|
||||||||||||||||
|
щий болт прибавить (или вычесть) 0,4 мин. |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Примечание. В случае необходимости дополнительного крепления детали расклиниванием или струбциной к табличному времени следует добавлять время в размере 0,15 мин на каждый клин или 0,5 мин на каждую струбцину
№ позиции
1
2
3
4
5
6
7
 8
8 
 9
9 
 10
10 
|
|
|
|
|
|
|
|
|
Среднесерийное производство |
|||||||
Вспомогательное время на установку и снятие детали |
|
|
Плоское шлифование |
|
||||||||||||
|
|
на столе |
|
|
|
|
|
|
|
КАРТА 46, лист 4 |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
1. Установить и снять деталь вручную |
|
|
|
|
|
|
||||||||
|
|
Число од- |
|
|
|
|
Масса детали в кг до |
|
|
|
|
|||||
Способ |
Характер |
новременно |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
установки |
устанавли- |
0,01 |
0,03 |
0,05 |
0,08 |
0,25 |
0,5 |
1 |
3 |
5 |
8 |
12 |
20 |
30 |
||
детали |
обработки |
ваемых де- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
талей |
Время в мин. (на комплект устанавливаемых деталей) |
|||||||||||||
|
|
1 |
- |
- |
- |
- |
- |
0,13 |
0,16 |
0,21 |
0,25 0,27 0,30 0,35 0,45 |
|||||
|
|
3 |
- |
- |
- |
- |
0,22 |
0,28 |
0,34 |
0,45 |
0,5 |
0,62 0,72 0,78 |
- |
|||
|
Черновое |
5 |
- |
- |
- |
0,25 |
0,34 |
0,40 |
0,5 |
0,72 |
0,78 0,84 0,95 |
- |
- |
|||
На маг- |
или чисто- |
10 |
- |
- 0,43 0,40 0,54 0,67 |
0,78 |
1,06 |
1,23 1,40 |
- |
- |
- |
||||||
25 |
- |
0,89 0,84 0,78 |
1,0 |
1,23 |
1,45 |
2,01 |
2,24 |
- |
- |
- |
- |
|||||
нитном |
вое шли- |
|||||||||||||||
фование. |
50 |
1,68 1,45 |
1,4 1,31 |
1,68 |
2,01 |
2,45 |
3,25 |
- |
- |
- |
- |
- |
||||
столе |
Допуск |
75 |
2,24 2,01 1,95 1,79 |
2,24 |
2,68 |
3,14 |
- |
- |
- |
- |
- |
- |
||||
|
0,02 мм |
100 |
2,8 |
2,46 2,35 2,24 |
2,68 |
3,25 |
- |
- |
- |
- |
- |
- |
- |
|||
|
|
150 |
- |
- |
- |
- |
3,58 |
4,36 |
- |
- |
- |
- |
- |
- |
- |
|
|
|
200 |
- |
- |
- |
- |
4,36 |
5,26 |
- |
- |
- |
- |
- |
- |
- |
|
Вспомогательное время на установку и снятие детали |
|
Среднесерийное производство |
||||||||||||||
105

№ позиции
 11
11 
12
 13
13 
14
 15
15 
16
 17
17 
18
 19
19 
20
 21
21 
 22
22 
 23
23 
24
25
на столе |
Плоское шлифование |
|
КАРТА 46, лист 5 |
||
1. Установить и снять деталь вручную |
||
|
|
|
Число од- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Масса детали в кг до |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
Способ |
Характер |
новременно |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
установки |
устанавли- |
0,01 |
|
|
|
0,03 |
|
|
|
0,05 |
|
|
|
0,08 |
|
|
|
0,25 |
|
|
|
0,5 |
|
|
|
1 |
|
|
|
3 |
|
|
|
5 |
|
|
|
8 |
|
|
|
12 |
|
|
|
20 |
|
|
|
30 |
||
детали |
обработки |
ваемых де- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
талей |
Время в мин. (на комплект устанавливаемых деталей) |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
1 |
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
0,19 |
|
|
|
0,23 |
|
|
|
0,31 |
|
|
|
0,43 |
|
|
|
0,51 |
|
|
|
0,62 |
|
|
|
0,73 |
|
|
|
0,81 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||
|
|
3 |
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
0,31 |
|
|
|
0,37 |
|
|
|
0,44 |
|
|
|
0,56 |
|
|
|
0,78 |
|
|
|
1,0 |
|
|
|
1,12 |
|
|
|
1,4 |
|
|
|
- |
|
|
|
5 |
- |
|
|
|
- |
|
|
|
- |
|
|
|
0,37 |
|
|
|
0,41 |
|
|
|
0,5 |
|
|
|
0,56 |
|
|
|
0,78 |
|
|
|
1,06 |
|
|
|
1,29 |
|
|
|
1,51 |
|
|
|
0,85 |
|
|
|
- |
|
|
|
10 |
- |
|
|
|
- |
|
|
|
0,67 |
|
|
|
0,56 |
|
|
|
0,61 |
|
|
|
0,73 |
|
|
|
0,89 |
|
|
|
1,12 |
|
|
|
1,62 |
|
|
|
1,96 |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
Чистовое |
15 |
- |
|
|
|
0,89 |
|
|
|
0,84 |
|
|
|
0,78 |
|
|
|
0,84 |
|
|
|
1,06 |
|
|
|
1,34 |
|
|
|
2,01 |
|
|
|
2,35 |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
На маг- |
шлифова- |
25 |
- |
|
|
|
1,29 |
|
|
|
1,23 |
|
|
|
1,12 |
|
|
|
1,23 |
|
|
|
1,56 |
|
|
|
1,95 |
|
|
|
2,9 |
|
|
|
3,36 |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
нитном |
ние. |
35 |
- |
|
|
|
1,62 |
|
|
|
1,51 |
|
|
|
1,4 |
|
|
|
1,51 |
|
|
|
1,96 |
|
|
|
2,46 |
|
|
|
3,58 |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
столе |
Допуск |
50 |
2,46 |
|
|
|
2,13 |
|
|
|
1,96 |
|
|
|
1,79 |
|
|
|
1,96 |
|
|
|
2,46 |
|
|
|
3,13 |
|
|
|
4,6 |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
≤ 0,02 мм |
60 |
2,8 |
|
|
|
2,35 |
|
|
|
2,1 |
|
|
|
2,01 |
|
|
|
2,24 |
|
|
|
2,8 |
|
|
|
3,58 |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
75 |
3,25 |
|
|
|
2,8 |
|
|
|
2,57 |
|
|
|
2,46 |
|
|
|
2,57 |
|
|
|
3,36 |
|
|
|
4,1 |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
85 |
3,58 |
|
|
|
3,02 |
|
|
|
2,8 |
|
|
|
2,68 |
|
|
|
2,9 |
|
|
|
3,58 |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
100 |
4,03 |
|
|
|
3,36 |
|
|
|
3,13 |
|
|
|
3,02 |
|
|
|
3,25 |
|
|
|
4,03 |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
Закрыть и |
|
125 |
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
3,7 |
|
|
|
4,1 |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
|
|
- |
|
Шарнирный |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,07 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
открыть |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
загради- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
тельный |
Съемный |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,14 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
кожух |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Среднесерийное производство |
||||||||||||||||||||||||
Вспомогательное время на установку и снятие детали |
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Плоское шлифование |
|
|
|
|
||||||||||||||||||||||||||||||||||||
|
|
на столе |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
КАРТА 46, лист 6 |
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
2. Установить и снять деталь подъемником, |
|
краном |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||
позиции |
Способ установки детали |
Подъемником при станке |
|
Мостовым краном |
|
||||||||||
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
Масса детали в кг до |
|
|
|
|
||||
№ |
|
|
|
30 |
80 |
200 |
500 |
1000 |
30 |
80 |
200 |
500 |
|
1000 |
|
|
|
|
Время в мин. (на комплект устанавливаемых деталей) |
||||||||||||
|
|
|
|
||||||||||||
1 |
На магнитном столе |
|
1,0 |
1,29 |
1,56 |
1,96 |
- |
|
2,68 |
2,9 |
3,25 |
3,58 |
|
3,92 |
|
2 |
|
двумя |
без вы- |
2,01 |
2,46 |
2,9 |
3,5 |
3,92 |
3,7 |
4,14 |
4,6 |
5,15 |
|
5,6 |
|
|
|
|
верки |
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
с выверкой |
|
|
|
|
|
|
|
|
|
|
|
|
|
На столе с |
|
индикато- |
5,04 |
6,38 |
7,84 |
9,97 |
1,8 |
6,72 |
8,06 |
9,5 |
11,7 |
|
13,4 |
|
|
креплением |
|
ром |
|
|
|
|
|
|
|
|
|
|
|
|
4 |
болтами и |
четырьмя |
без вы- |
3,02 |
3,58 |
4,25 |
5,15 |
5,82 |
4,7 |
5,26 |
5,94 |
6,83 |
|
7,5 |
|
|
планками |
|
верки |
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
5 |
|
|
с выверкой |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
индикато- |
6,04 |
7,39 |
8,96 |
10,9 |
12,7 |
7,73 |
9,07 |
10,6 |
12,6 |
|
14,4 |
|
|
|
|
ром |
|
|
|
|
|
|
|
|
|
|
|
|
Примечание. При переустановке деталей время по карте применять с коэффициентом 0,8 |
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вспомогательное время на установку и снятие детали |
|
|
Среднесерийное производство |
|||||||||||
|
|
в специальных приспособлениях |
|
|
|
|
Плоское шлифование |
|
|||||||
106

КАРТА 46, лист 7, 8
1. Установить и снять деталь вручную
№ позиции
1
2
3
4
5
6
7
8
9
10
 11
11 
Основные |
|
|
приспособленияТип |
|
|
|
|
|
Масса детали в кг до |
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
элементы |
Установочная |
|
0,01 |
0,03 |
0,05 |
|
0,1 |
|
0,25 |
|
0,5 |
|
1,0 |
|
3 |
|
8 |
|
12 |
|
20 |
|
30 |
||
при- |
плоскость |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
способле- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ния |
|
|
|
|
|
|
|
|
|
Время в мин. |
|
|
|
|
|
|
|
||||||||
Плоскость, |
Горизонтальная |
|
0,1 |
|
0,07 |
|
0,06 |
|
0,08 |
|
0,09 |
|
0,1 |
|
0,12 |
|
0,15 |
|
0,16 |
|
0,20 |
|
0,25 |
||
|
0,08 |
|
|
|
|
|
|
|
|
|
|||||||||||||||
призма |
Вертикальная |
Открытый |
0,11 |
0,09 |
0,08 |
|
0,07 |
|
0,09 |
|
0,1 |
|
0,11 |
|
0,13 |
|
0,18 |
|
0,19 |
|
0,22 |
|
0,26 |
||
Палец, от- |
Горизонтальная |
|
0,11 |
0,09 |
0,08 |
|
0,07 |
|
0,09 |
|
0,1 |
|
0,11 |
|
0,13 |
|
0,18 |
|
0,19 |
|
0,22 |
|
0,26 |
||
верстие |
Вертикальная |
|
0,13 |
0,1 |
0,09 |
|
0,08 |
|
0,1 |
|
0,11 |
|
0,12 |
|
0,15 |
|
0,19 |
|
0,20 |
|
0,25 |
|
0,32 |
||
Два пальца |
Горизонтальная |
|
0,14 |
0,11 |
0,09 |
|
0,08 |
|
0,1 |
|
0,12 |
|
0,13 |
|
0,16 |
|
0,21 |
|
0,22 |
|
0,27 |
|
0,34 |
||
Вертикальная |
|
0,15 |
0,12 |
0,1 |
|
0,09 |
|
0,11 |
|
0,13 |
|
0,14 |
|
0,18 |
|
0,22 |
|
0,25 |
|
0,29 |
|
0,37 |
|||
Центровые |
Горизонтальная |
- |
0,14 |
0,11 |
0,09 |
|
0,08 |
|
0,1 |
|
0,12 |
|
0,13 |
|
0,16 |
|
0,23 |
|
0,26 |
|
0,3 |
|
0,34 |
||
пробки |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Удлинен- |
Горизонтальная |
- |
0,15 |
0,12 |
0,1 |
|
0,09 |
|
0,11 |
|
0,13 |
|
0,16 |
|
0,22 |
|
0,34 |
|
0,39 |
|
0,48 |
|
0,56 |
||
ный палец |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
При установке детали в |
плоскость, |
0,08 |
0,06 |
0,04 |
|
0,04 |
|
0,06 |
|
0,07 |
|
0,08 |
|
0,1 |
|
0,12 |
|
0,13 |
|
0,16 |
|
0,119 |
|||
многоместном при- |
призму |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
способлении на каж- |
палец, отвер- |
0,09 |
0,07 |
0,06 |
|
0,06 |
|
0,07 |
|
0,08 |
|
0,09 |
|
0,11 |
|
0,13 |
|
0,16 |
|
0,19 |
|
0,21 |
|||
дую последующую де- |
стие |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
таль добавлять с бази- |
два пальца |
0,12 |
0,09 |
0,07 |
|
0,07 |
|
0,08 |
|
0,1 |
|
0,11 |
|
0,14 |
|
0,16 |
|
0,19 |
|
0,23 |
|
0,27 |
|||
рованием на: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вспомогательное время на установку и снятие детали |
|
|
|
|
|
|
Среднесерийное производство |
||||||||||||||||||
|
|
|
|
|
|
Плоское шлифование |
|
|
|||||||||||||||||
|
|
на столе |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
КАРТА 46, лист 9 |
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
2. Установить и снять деталь подъемником, |
|
|
краном |
|
|
|
|
|
|
|
||||||||||||||
№ позиции
 12
12 
13
 14
14 
15  16
16 
17
 18
18 
19
 20
20 
21
|
|
|
|
|
|
|
Масса детали в кг до |
|
|
|||||
Способ установ- |
|
|
|
Установочная |
|
|
|
|
|
|
|
|
|
|
|
Тип подъемника |
30 |
|
80 |
|
200 |
|
|
300 |
|
600 |
|||
ки детали |
|
|
|
плоскость |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Время в мин. |
|
|
|
||||
|
|
Подъемник при |
|
Горизонтальная |
0,78 |
|
|
1,23 |
|
|
1,44 |
|
2,01 |
|
|
|
|
|
1,0 |
|
|
|
|
||||||
|
|
станке |
|
|
|
|
|
|
|
|
|
|
|
|
Плоскость, |
|
Вертикальная |
0,89 |
|
1,15 |
|
1,34 |
|
|
1,56 |
|
- |
||
призма |
|
Мостовой кран |
|
Горизонтальная |
2,46 |
|
2,68 |
|
2,9 |
|
|
3,02 |
|
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вертикальная |
2,57 |
|
2,8 |
|
3,02 |
|
|
3,25 |
|
- |
|
|
|
Подъемник при |
|
Горизонтальная |
0,89 |
|
1,12 |
|
1,34 |
|
|
1,56 |
|
- |
Плоскость и па- |
|
станке |
|
Вертикальная |
1,0 |
|
1,23 |
|
1,45 |
|
|
- |
|
- |
лец |
|
Мостовой кран |
|
Горизонтальная |
2,57 |
|
2,8 |
|
3,0 |
|
|
3,25 |
|
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вертикальная |
2,68 |
|
2,9 |
|
3,13 |
|
|
3,36 |
|
- |
|
Плоскость и два |
|
Подъемник при |
|
|
1,0 |
|
1,23 |
|
1,45 |
|
|
1,56 |
|
- |
|
станке |
|
Горизонтальная |
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||
пальца |
|
Мостовой кран |
|
2,68 |
|
2,9 |
|
3,14 |
|
|
3,25 |
|
- |
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
||||||
|
|
Неполное штучное |
|
время |
|
|
|
|
Среднесерийное |
|
производство |
|||
 Плоское шлифование торцом кру-
Плоское шлифование торцом кру- 
107
|
|
|
|
|
га на станках с круглым столом |
|
|
|
|
|
|
КАРТА 47 |
|
|
2. Поправочные коэффициенты на неполное штучное время |
|||||
|
|
для измененных условий работы в зависимости от: |
|
|||
1. |
Диаметра стола и измерительного инструмента |
|
|
|
||
|
Группа станков: |
|
Измерительный инструмент |
|
Без измерения |
|
|
Универсальный |
Скоба |
|
|||
длина стола в мм до |
|
|
||||
|
Коэффициент |
|
||||
|
|
|
|
|||
|
630 |
|
1,0 |
0,95 |
|
0,85 |
|
1000 |
|
1,09 |
1,0 |
|
0,9 |
|
2000 |
|
1,13 |
1,09 |
|
0,95 |
2. |
Формы круга |
|
|
|
|
|
|
Форма круга |
Сплошной |
|
Сегментный |
||
|
Коэффициент |
1,0 |
|
|
0,83 |
|
3. |
Скорости детали и диаметр круга |
|
|
|
||
|
Диаметр |
|
Окружная скорость детали в м/мин до |
|
||
круга в мм |
6,3 |
10 |
16 |
25 |
32 |
|
|
до |
|
Коэффициент |
|
|
|
|
320 |
1,10 |
1,05 |
1,0 |
0,95 |
0,8 |
|
500 |
1,05 |
1,0 |
0,95 |
0,8 |
0,75 |
|
> 500 |
1,0 |
0,95 |
0,8 |
0,75 |
0,6 |
4. |
Обрабатываемого материала, точности размера и шероховатости поверхности (см. карту ) |
|||||
5. |
Точности и жесткости станка (см. карту ) |
|
|
|
||
6. |
Партии деталей (см. карту |
) |
|
|
|
|
Резьбошлифование
Подготовительно-заключительное время на партию деталей |
|
Среднесерийное производство |
|||||
|
Резьбошлифовальные станки |
||||||
|
|
|
|
|
|
КАРТА 48 |
|
№ позиции |
Вид обработки и наладки |
|
|
|
|
Время, мин |
|
|
1. На наладку станка, инструмента и приспособлений |
|
|||||
|
|
|
|
|
|
|
|
1 |
Шлифование резьбы на |
с полуавтоматическим цик- |
|
15 |
|||
лом |
|
|
|
||||
|
|
|
|
|
|||
|
станках |
|
|
|
|
|
|
2 |
с ручным управлением |
|
|
|
21 |
||
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
2. На получение инструмента и приспособлений до начала |
|
|||||
|
и сдачу их после окончания обработки |
|
|||||
|
|
|
|
|
|
|
|
|
Получение инструмента и приспособлений исполни- |
|
|
||||
3 |
телем работы до начала и сдача их после окончания об- |
|
5 |
||||
|
работки партии деталей |
|
|
|
|
|
|
|
3. Добавлять к времени на наладку станка |
|
|||||
|
|
|
|
|
|
|
|
4 |
При шлифовании с затылованием резьбы |
|
|
|
7 |
||
5 |
При шлифовании с проверкой профиля на оптическом |
|
10 |
||||
приборе (компаратор) в лаборатории |
|
|
|
||||
|
|
|
|
|
|||
6 |
При установке шлифовального круга |
|
|
|
6 |
||
7 |
При накатывании профиля многониточного круга |
|
|
|
25 |
||
108

|
|
Вспомогательное время на установку и снятие детали |
|
|
Среднесерийное производство |
||||||||||
|
|
|
|
Резьбошлифовальные станки |
|
||||||||||
|
|
|
|
|
|
|
|
|
|
КАРТА 49, лист 1 |
|
|
|||
|
позиции№ |
|
|
|
|
|
Масса детали в кг до |
|
|
|
|||||
|
|
|
Способ установки детали |
0,25 |
0,5 |
1,0 |
3 |
5 |
8 |
12 |
20 |
30 |
|
||
|
|
|
|
|
|
|
Врем в мин. |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
В цен- |
с надеванием |
зажим пневмати- |
0,2 |
0,23 |
0,26 |
0,30 |
0,38 |
0,47 |
0,60 |
0,69 |
0,81 |
|
||
|
|
хомутика |
ческим устрой- |
|
|
|
|
|
|
|
|
|
|
|
|
2 |
трах |
без надевания |
ством или отвод- |
0,12 |
0,14 |
0,15 |
0,18 |
0,22 |
0,27 |
0,32 |
0,39 |
0,47 |
|
||
|
хомутика |
ной рукояткой |
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
В самоцентрирующем |
ключом без вы- |
0,17 |
0,21 |
0,26 |
0,37 |
0,43 |
0,49 |
0,55 |
0,58 |
0,93 |
|
|||
|
|
верки |
|
|
|
|
|
|
|
|
|
|
|
||
4 |
патроне с креплением |
пневматическим |
0,11 |
0,14 |
0,15 |
0,19 |
0,22 |
0,27 |
0,33 |
0,35 |
0,46 |
|
|||
|
|
|
|
зажимом |
|
|
|
|
|
|
|
|
|
|
|
|
5 |
В патроне с разрезной втулкой |
0,19 |
0,24 |
0,29 |
0,40 |
0,46 |
- |
- |
- |
- |
|
|||
|
|
В патроне с поджимом центром задней |
|
|
|
|
|
|
|
|
|
|
|
||
6 |
бабки при подводе пиноли пневматиче- |
0,22 |
0,27 |
0,31 |
0,42 |
0,49 |
0,64 |
0,69 |
0,87 |
1,04 |
|
||||
|
|
ским устройством или отводной рукояткой |
|
|
|
|
|
|
|
|
|
|
|
||
|
7 |
В цанговом патроне с |
рукояткой рычага |
0,11 |
0,13 |
0,15 |
0,18 |
- |
- |
- |
- |
- |
|
||
8 |
пневматическим |
0,10 |
0,17 |
0,14 |
0,17 |
- |
- |
- |
- |
- |
|
||||
|
|
креплением |
зажимом |
|
|
|
|
|
|
|
|
|
|
|
|
|
9 |
|
|
ключом |
0,16 |
0,19 |
0,23 |
0,29 |
- |
- |
- |
- |
- |
|
|
|
10 |
В патроне с поджатием |
рукояткой рычага |
- |
- |
- |
0,30 |
0,35 |
0,40 |
0,46 |
0,64 |
0,75 |
|
||
11 |
пневматическим |
- |
- |
- |
0,27 |
0,31 |
0,37 |
0,44 |
0,64 |
0,69 |
|
||||
|
|
центром и креплением |
зажимом |
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
|
|
ключом |
- |
- |
- |
0,40 |
0,48 |
0,64 |
0,69 |
0,87 |
1,1 |
|
|
|
Примечание. При переустановке деталей время по карте применять с коэффициентом 0,8 |
|
|
|
|||||||||||
|
|
Вспомогательное время на установку и снятие детали |
|
|
Среднесерийное производство |
|
|||||||||
|
|
|
|
Резьбошлифовальные станки |
|||||||||||
|
|
|
на центровой оправке |
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
КАРТА 49, лист 2 |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
||||
 позиции№
позиции№  1
1
2
3
4
5
6
7
8
Способ установ- |
Способ подвода |
|
|
|
Вручную |
|
|
|
Подъемником |
||||||||||
|
|
|
Масса детали в кг до |
|
|
||||||||||||||
|
|
|
|
|
ки |
пиноли задней бабки |
0,2 |
0,5 |
1,0 |
3 |
5 |
8 |
12 |
20 |
30 |
30 |
50 |
||
|
|
|
|
|
|
вращением маховичка |
|
|
|
|
Время в мин. |
|
|
|
|||||
илиправкецентровойшлицевоййгладкНа |
|
|
|
|
при свобод- |
0,22 |
0,25 |
0,27 |
0,3 |
0,38 |
0,46 |
0,58 |
0,7 |
0,87 |
2,2 |
2,5 |
|||
|
|
|
|
|
ном надева- |
пневматическим |
- |
- |
0,23 |
0,27 |
0,35 |
0,43 |
0,5 |
0,64 |
0,75 |
2,10 |
2,4 |
||
|
|
|
|
|
нии детали |
устройством |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
при тугом |
вращением маховичка |
0,34 |
0,38 |
0,43 |
0,51 |
0,64 |
0,75 |
0,87 |
1,04 |
1,4 |
2,5 |
2,9 |
||
|
|
|
|
|
надевании |
пневматическим |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
детали под |
0,3 |
0,35 |
0,38 |
0,46 |
0,52 |
0,7 |
0,75 |
0,98 |
1,3 |
2,4 |
2,8 |
|||
|
|
|
|
|
устройством |
||||||||||||||
|
|
|
|
|
прессом |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
На |
|
|
|
центровой |
вращением маховичка |
0,35 |
0,38 |
0,44 |
0,52 |
0,64 |
0,75 |
- |
- |
- |
- |
- |
|||
|
|
||||||||||||||||||
разжимной |
пневматическим |
0,31 |
0,35 |
0,38 |
0,46 |
- |
- |
- |
- |
- |
- |
- |
|||||||
|
оправке |
устройством |
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
На центровой |
вращением маховичка |
0,23 |
0,25 |
0,27 |
0,30 |
0,41 |
0,51 |
- |
- |
- |
- |
- |
|||||||
оправке с роли- |
пневматическим |
0,21 |
0,22 |
0,24 |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||
ковым замком |
устройством |
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
Неполное штучное время |
|
|
|
|
|
|
|
Среднесерийное производство |
|||||
109

|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шлифование ходовых винтов |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
КАРТА 50, лист 1 |
|
|||
|
|
|
|
|
|
|
|
1. Неполное штучное время |
|
|
|
|
|
|
|
|||||||||
№ по- |
Диаметр |
Шаг резь- |
|
|
|
|
|
|
|
|
|
Длина шлифуемой детали мм до |
|
|
|
|||||||||
резьбы, |
|
500 |
|
630 |
|
800 |
|
1000 |
|
1250 |
|
|
1600 |
|
2000 |
|
2500 |
|
3150 |
|||||
зиции |
мм |
бы, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Время, мин. |
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
1 |
22 |
5 |
|
30,7 |
|
38,4 |
|
48,4 |
|
60,2 |
|
74,7 |
|
|
95,9 |
|
120 |
|
149 |
|
197 |
|||
2 |
24 |
5 |
|
33,3 |
|
41,8 |
|
52,9 |
|
65,4 |
|
81,8 |
|
|
105 |
|
130 |
|
163 |
|
205 |
|||
3 |
26 |
5 |
|
36,0 |
|
45,3 |
|
57,2 |
|
71,0 |
|
88,7 |
|
|
114 |
|
141 |
|
176 |
|
222 |
|||
4 |
28 |
5 |
|
38,7 |
|
48,6 |
|
61,7 |
|
76,3 |
|
95,4 |
|
|
123 |
|
152 |
|
190 |
|
239 |
|||
5 |
30 |
6 |
|
57,3 |
|
71,8 |
|
91,0 |
|
103 |
|
142 |
|
|
181 |
|
226 |
|
282 |
|
358 |
|||
6 |
32 |
6 |
|
60,0 |
|
76,6 |
|
97,0 |
|
121 |
|
151 |
|
|
193 |
|
241 |
|
300 |
|
378 |
|||
7 |
35 |
8 |
|
80,5 |
|
90,6 |
|
115 |
|
160 |
|
179 |
|
|
230 |
|
319 |
|
354 |
|
449 |
|||
8 |
40 |
8 |
|
76,1 |
|
95,5 |
|
121 |
|
151 |
|
189 |
|
|
241 |
|
301 |
|
375 |
|
458 |
|||
9 |
42 |
6 |
|
80,0 |
|
100 |
|
127 |
|
158 |
|
199 |
|
|
252 |
|
317 |
|
394 |
|
497 |
|||
10 |
44 |
8 |
|
90,0 |
|
114 |
|
145 |
|
179 |
|
224 |
|
|
289 |
|
358 |
|
449 |
|
567 |
|||
11 |
44 |
12 |
|
111 |
|
140 |
|
177 |
|
222 |
|
277 |
|
|
353 |
|
443 |
|
553 |
|
697 |
|||
12 |
45 |
8 |
|
92,0 |
|
117 |
|
148 |
|
183 |
|
230 |
|
|
296 |
|
366 |
|
459 |
|
579 |
|||
13 |
48 |
12 |
|
122 |
|
153 |
|
193 |
|
242 |
|
303 |
|
|
385 |
|
483 |
|
603 |
|
760 |
|||
14 |
50 |
6 |
|
95,0 |
|
119 |
|
151 |
|
189 |
|
236 |
|
|
300 |
|
376 |
|
469 |
|
591 |
|||
15 |
50 |
8 |
|
103 |
|
130 |
|
164 |
|
204 |
|
255 |
|
|
326 |
|
418 |
|
509 |
|
642 |
|||
16 |
50 |
10 |
|
115 |
|
144 |
|
194 |
|
228 |
|
284 |
|
|
364 |
|
454 |
|
568 |
|
715 |
|||
17 |
50 |
12 |
|
127 |
|
159 |
|
202 |
|
252 |
|
315 |
|
|
403 |
|
503 |
|
628 |
|
792 |
|||
18 |
60 |
8 |
|
122 |
|
156 |
|
197 |
|
244 |
|
306 |
|
|
394 |
|
487 |
|
611 |
|
770 |
|||
19 |
60 |
12 |
|
142 |
|
190 |
|
242 |
|
303 |
|
377 |
|
|
481 |
|
602 |
|
753 |
|
948 |
|||
20 |
65 |
10 |
|
148 |
|
186 |
|
238 |
|
296 |
|
369 |
|
|
481 |
|
590 |
|
738 |
|
929 |
|||
21 |
70 |
10 |
|
160 |
|
201 |
|
256 |
|
318 |
|
398 |
|
|
510 |
|
636 |
|
794 |
|
1000 |
|||
22 |
70 |
12 |
|
177 |
|
222 |
|
281 |
|
352 |
|
441 |
|
|
562 |
|
703 |
|
879 |
|
1107 |
|||
23 |
80 |
10 |
|
183 |
|
229 |
|
292 |
|
363 |
|
454 |
|
|
583 |
|
726 |
|
906 |
|
1144 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Подготовительно-заключительное время на партию деталей |
Среднесерийное производство |
|||||||||||||||||||||||
Зубошлифовальные станки |
||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
КАРТА 51 |
|
|||
|
|
|
|
1. На наладку станка, инструмента и приспособлений |
|
|
|
|||||||||||||||||
|
Тип станка |
|
|
|
|
|
|
Вид обработки и наладки |
|
|
|
|
Время в мин. |
|||||||||||
|
|
|
|
|
Шлифование зу- |
|
|
одним дисковым кругом |
|
|
24 |
|
||||||||||||
Зубошлифовальный |
|
бьев методом |
|
|
двумя тарельчатыми кругами |
|
29 |
|
||||||||||||||||
|
|
обкатки |
|
|
|
абразивным червяком |
|
|
13 |
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
Шлифование зубьев методом копирования |
|
18 |
|
||||||||||||||
2. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки |
||||||||||||||||||||||||
Получение инструмента и приспособлений исполнителем работы до начала и сдача их |
|
5 |
|
|||||||||||||||||||||
после окончания обработки партии деталей |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
3. Добавлять к времени на наладку станка |
|
|
|
|
|
|||||||||||||
Установить и снять |
|
|
|
|
шлифовальный круг |
|
|
|
|
|
|
|
|
3 |
|
|||||||||
|
|
|
|
|
|
|
|
абразивный червяк |
|
|
|
|
|
|
|
|
4 |
|
||||||
Править шлифовальный круг после |
установки |
|
|
|
|
|
|
|
|
|
|
2 |
|
|||||||||||
Установить шлифовальный круг под углом |
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
||||||||||
Повернуть суппорт на угол для шлифования винтового зуба абразивным червяком |
|
3 |
|
|||||||||||||||||||||
|
|
|
|
|||||||||||||||||||||
|
Вспомогательное время на установку и снятие детали |
|
Среднесерийное производство |
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Зубошлифование |
|
|||
110