

8.3 Выбор средств измерений в зависимости от их погрешности и допуска размера
Выбор СИ для однократных измерений по метрологическим факторам заключается в сравнении допускаемой погрешности измерения δ (таблица 8.1) с инструментальной погрешностью Δ (таблица 8.2), в установлении приемочных границ и приемочного процента риска. Необходимо соблюдать условие Δ ≤ δ.
Если необходимые по точности средства измерения отсутствуют, то более грубые должны быть индивидуально аттестованы, т.е. следует определить их систематическую погрешность и учитывать ее путем введения поправки в результат измерения.
Таблица 8.2 – Предельные погрешности средств измерений ±Δ, мкм, по РД 50–98–96
Контрольно-измерительные средства |
Цена деления, мм |
Диапазон измерений, мм |
||||||||
до 10 |
10–50 |
50–80 |
80–120 |
120–180 |
180–250 |
250–500 |
||||
Код |
Наименование и условное обозначение (предел измерения) |
ГОСТ |
||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
1 |
Штангенциркуль ШЦ–1, ШЦ–ІІ, ІІІ |
166 |
0,1 |
150 |
150 |
200 |
200 |
200 |
200 |
250 |
2 |
Штангенциркуль ШЦ-1, ШЦ–ІІ, ІІІ |
166 |
0,05 |
80 |
80 |
100 |
100 |
100 |
– |
– |
3 |
Микрометр гладкий МК-25 (50; 75÷600) |
6507 |
0,01 |
5,0 |
10 |
10 |
15 |
20 |
25 |
50 |
4 |
Микрометр рычажный, контакт любой МР–25; (50; 75÷600) |
4381 |
0,002 |
4,0 |
6,0 |
10 |
10 |
15 |
25 |
50 |
5 |
Микрометр рычажный, контакт линейный МР–25; (50; 75 ÷1000) |
4381 |
0,002 |
3,0 |
4,0 |
5,0 |
6,0 |
10 |
10 |
10 |
6 |
Скоба индикаторная, в руках СИ–50 (100÷1000) КМД–4 кл. |
11098 |
0,01 |
15 |
20 |
20 |
20 |
20 |
40 |
50 |
7 |
Скоба индикаторная,на стойке СИ–50; (100÷1000) КМД–4 кл. |
11098 |
0,01 |
10 |
10 |
10 |
10 |
10 |
10 |
10 |
8 |
Скоба рычажная, в руках СР–25; (50÷150) КМД–3 класса |
11098 |
0,002 |
4,0 |
5,0 |
10 |
20 |
25 |
– |
– |
9 |
Скоба рычажная, на стойке СР–25; (50÷150) КМД–3 кл. |
11098 |
0,002 |
2,0 |
2,0 |
3,0 |
5,0 |
5,0 |
– |
– |
10 |
Головка измерительная рычажно -зубчатая 1 ИГ (±0,05) КМД–3 кл. |
18833 |
0,001 |
2,0 |
2,5 |
2,5 |
2.5 |
3,0 |
4,0 |
– |
11 |
Головка измерительная рычажно-зубчатая 2 ИГ (±0,01) КМД–3 кл. |
18833 |
0,002 |
4,0 |
4,0 |
5,0 |
5,0 |
6,0 |
8,0 |
– |
12 |
Головка пружинная, микрокатор 1 ИГП (±0,03) КМД–3 кл. |
28798 |
0,001 |
0,5 |
0,5 |
1,0 |
1,0 |
1,0 |
– |
– |
13 |
Головка пружинная, микрокатор 5 ИГП (±0,15) КМД–3 кл. |
28798 |
0,005 |
3,0 |
3,0 |
3,0 |
5,0 |
5,0 |
– |
– |
Продолжение таблицы 8.2
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
14 |
Головка пружинно-оптическая, оптикатор 05 П (±0,05) КМД-3 кл, |
28798 |
0,0005 |
0,3 |
0,5 |
0,5 |
0,5 |
0,7 |
– |
– |
15 |
Головка пружинно- оптическая, оптикатор 01П (±0,012) КМД-3 ют, |
28798 |
0,0001 |
0,25 |
0,3 |
0,35 |
0,4 |
0,4 |
– |
– |
16 |
Нутромер микрометрический НМ-75 (500) |
10 |
0,01 |
– |
– |
15 |
20 |
20 |
20 |
30 |
17 |
Нутромер индикаторный НИ-10 (20÷500) КМД-4 класса |
868 |
0,01 |
– |
15 |
20 |
20 |
25 |
25 |
30 |
18 |
Нутромер индикаторный НИ-10 (20÷500) (КМД-3кл.; Ra = 0,4 у детали) |
9244 |
0,001 |
– |
4,5 |
5,5 |
6,5 |
6,5 |
7,5 |
11 |
19 |
Нутромер индикаторный, повышенной точности (КМД-2 класса Ra = 0,4 у детали) |
Модель 103 |
0,001 |
2,0 |
2,5 |
3,5 |
– |
– |
– |
– |
20 |
Нутромер индикаторный, повышенной точности (КМД-2 класса Ra = 0,8 у детали) |
Модель 106 |
0,002 |
– |
3,5 |
5,0 |
6,0 |
6,0 |
8,0 |
– |
21 |
Пневмопробки с от- счетным прибором Ra = 0,2 у детали |
Установочные кольца по ГОСТ 14865 |
0,0005 |
– |
2,0 |
3,0 |
4,0 |
– |
– |
– |
22 |
Пневмопробки с от- счетным прибором Ra = 0,8 у детали |
0,0005 |
– |
5,0 |
5,0 |
5,0 |
– |
– |
– |
|
23 |
Пневмопробки с от- счетным прибором Ra = 0,2 у детали |
0,0002 |
1,0 |
0,5 |
0,5 |
0,8 |
– |
– |
– |
|
24 |
Индикаторы ИЧ-2, ИТ-2 (0…2) |
577 |
0,01 |
10 |
10 |
10 |
10 |
10 |
10 |
10 |
25 |
Индикаторы ИЧ-10, ИТ-10 (0…10) |
577 |
0,01 |
20 |
20 |
20 |
20 |
25 |
30 |
40 |
26 |
Индикатор многооборотный 1 МИГ (0…1) |
9696 |
0,001 |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
– |
27 |
Индикатор многооборотный 2МИГ (0…2) |
9696 |
0,002 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
– |
28 |
Вертикальный оптиметр ИКВ (±0,1 по шкале); (0…100) КМД-3 класса |
--- |
0,001 |
0,5 |
1,0 |
1,0 |
1,0 |
1,0 |
– |
– |
29 |
Горизонтальный оптиметр ИКГ(±0,1 по шкале); (0...300) КМД-3 класса |
--- |
0,001 |
0,5 |
1,0 |
1,0 |
1,0 |
1,0 |
– |
– |
Окончание таблицы 8.2
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
30 |
Измерительная машина с трубкой оптиметра (±0,1 по шкале); (0...100) ИЗМ – 1(2,3) м КМД-3 класса |
--- |
0,001 |
– |
– |
1,0 |
1,0 |
1,0 |
1,5 |
2,0 |
32 |
Длинномер оптический ИЗВ- (0-250) |
14028 |
0,001 |
1,5 |
2,0 |
2,5 |
2,5 |
3,0 |
3,5 |
– |
31 |
Микроскоп инструментальный ММИ(0...75) |
8074 |
0,005 |
5,0 |
5,0 |
10 |
– |
– |
– |
– |
32 |
Микроскоп инструментальный БМИ (0...150) |
8074 |
0,005 |
5,0 |
5,0 |
10 |
10 |
– |
– |
– |
33 |
Универсальный микроскоп УИМ-200 |
--- |
0,001 |
3,5 |
4,5 |
5,5 |
7,0 |
9,0 |
12 |
– |
Примечание: Коды с 16 по 23 и 29 использовать для контроля отверстий. |
||||||||||
Допускаемая погрешность измерения δ включает случайные и неучтенные систематические погрешности (погрешность СИ).
В таблице 8.1 даны допускаемые погрешностiи измерения δ для сопрягаемых размеров по ГОСТ 8.051–81. Расчет допускаемых погрешностей δ в этом стандарте производится в зависимости от допуска по следующей зависимости:
δ = (0,2...0,35)IT
Меньшее значение относится к более грубым квалитетам, а большее – к точным квалитетам.
Данная зависимость для контроля размеров с неуказанными допусками (свободных размеров) требует применения довольно точных СИ, что удорожает производство. Применение штангенциркулей и других грубых СИ для контроля размеров с неуказанными допусками по ГОСТ 8.051–81 было незаконным.
В 1986 году был принят ГОСТ 8.549–86, который узаконил применение грубых СИ для размеров с неуказанными (общими) допусками. Теперь для размеров с неуказанными допусками (12... 17 квалитеты) допускаемая погрешность измерения по ГОСТ 8.549–86 равна половине допуска размера δ = 0,5IT. Это необходимо учитывать, чтобы не усложнять процесс измерения грубых (неответственных) размеров, особенно в приборостроении и авиации (здесь 12 квалитет используется для свободных размеров с общими допусками). Если же по 12-му квалитету выполняется соединение (посадка), то СИ необходимо выбирать по ГОСТ 8.051–81.
8.4 Влияние погрешности измерения на достоверность
результатов контроля
При приемочном контроле погрешность измерения накладывается на погрешность изготовления детали и оказывает влияние на достоверность результатов контроля. Детали, у которых размеры находятся близко к границам поля допуска, могут быть неправильно оценены, т.е. годные забракованы, а бракованные пропущены как годные. Такое сочетание погрешности измерения и истинного размера контролируемой детали является случайным событием. В ГОСТ 8.051 установлены параметры достоверности результатов контроля, т.е. параметры разбраковки:
- m – риск заказчика (в %), необнаруженный брак, т.е. число деталей в процентах от общего числа измеренных, размеры которых выходят за приемочные границы;
- n – риск изготовителя (в %), т.е. ложный брак, забракованы фактически годные детали (истинные размеры в пределах поля допуска);
- c – вероятностная величина выхода размера за каждую границу поля допуска у неправильно принятых деталей.
На рисунке 8.1 представлены графики по определению параметров разбраковки при распределении контролируемых размеров по нормальному закону в зависимости от коэффициента точности технологического процесса:
К = IТ/σ тех,
где IT – допуск на контролируемый размер (допуск вала Td или отверстия TD);
σтех – среднее квадратичное отклонение технологического процесса (погрешности изготовления).
На каждом графике указаны по три кривых, которые выбираются в зависимости от относительной погрешности метода измерения Aмет(σ):
Амет(σ) =100 % σмет/IT, (1)
где σмет – среднее квадратичное отклонение погрешности измерения.
При доверительной вероятности Р = 0,95 случайная погрешность (соответствующая не исключенной инструментальной погрешности Δ) принимается как 2σмет. Тогда σмет = Δ /2.
Когда точность технологического процесса неизвестна (на этапе конструкторских разработок), ориентировочно предельные значения параметров разбраковки можно определить по таблице 8.3. Рекомендуется принимать:
Aмет(σ) =16 % – для размеров с допусками по квалитетам со 2-го по 7-й;
Амет (σ) =12 % – для размеров по 8-му и 9-му квалитетам,
Амет(σ) =10 % – для размеров более грубых квалитетов.
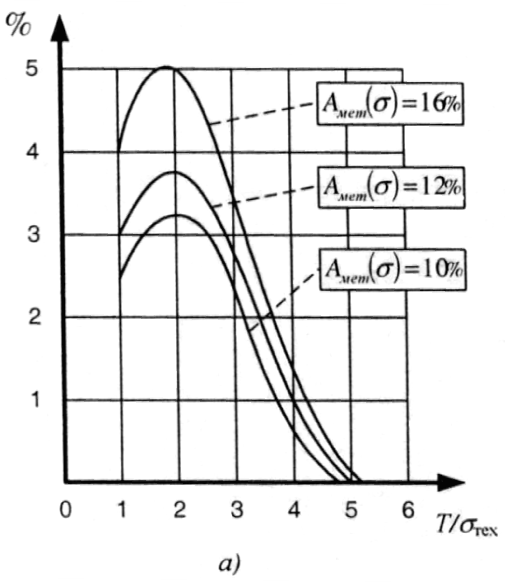


Рисунок 8.1 – Графики распределения неправильной разработки
а) риск закачки; б) риск изготовителя; в) вероятный выход размера за границу допуска
Таблица 8.3 – Предельные значения параметров рассортировки деталей по ГОСТ 8.051
Относительная погрешность метода измерения Амет(σ) в% |
Количество в % от общего количества измеренных деталей |
Вероятный выход размера за границы поля допуска C/Tизд |
|
Забракованных деталей в принятой партии m |
Годных деталей в забракованных п |
||
1,6 |
0,37...0,39 |
0,7...0,75 |
0,01 |
3 |
0,87...0,90 |
1,2...1,3 |
0,03 |
5 |
1,6... 1,7 |
2,0...2,25 |
0,06 |
8 |
2,6... 2,8 |
3,4...3,7 |
0,1 |
10 |
3,1... 3,5 |
4,5...4,75 |
0,14 |
12 |
3,75...4,1 |
5,4...5,8 |
0,17 |
16 |
5,0... 5,4 |
7,8...8,25 |
0,225 |
Примечания: 1 Табличные значения соответствуют нормальному закону распределения размеров в технологическом процессе и учитывают только случайные погрешности измерения с доверительной вероятностью Р = 0,997. 2 В каждой строке первое значение m; n соответствует нормальному закону распределения погрешности измерения: второе – закону равной вероятности. |
|||
Анализ данных о параметрах разбраковки позволяет сделать ряд выводов:
- точность технологического процесса в большей мере влияет на параметры разбраковки, чем погрешность измерения;
- число неправильно забракованных деталей обычно больше, чем число неправильно принятых;
- с увеличением погрешности СИ Амет(σ) возрастают параметры m и п.
При отсутствии необходимых по точности средств измерения, возможно использование более грубых при условии их индивидуальной аттестации