

4.1.2 Посадки шпонок и рекомендации по выбору полей допусков
Основным посадочным размером является ширина шпонки b. По этому размеру шпонка сопрягается с двумя пазами: пазом на валу и пазом во втулке.
Шпонки обычно соединяются с пазами валов неподвижно, а с пазами; втулок – с зазором. Натяг необходим для того, чтобы шпонки не перемещались при эксплуатации, а зазор – для компенсации неточности размеров и взаимного расположения пазов. Шпонки вне зависимости от посадок изготавливаются по размеру b с допуском h9, что делает возможным их централизованное изготовление. Остальные размеры менее ответственны: высота шпонки h – по h11, длина шпонки l – по h14, длина паза под шпонку L – по H15.
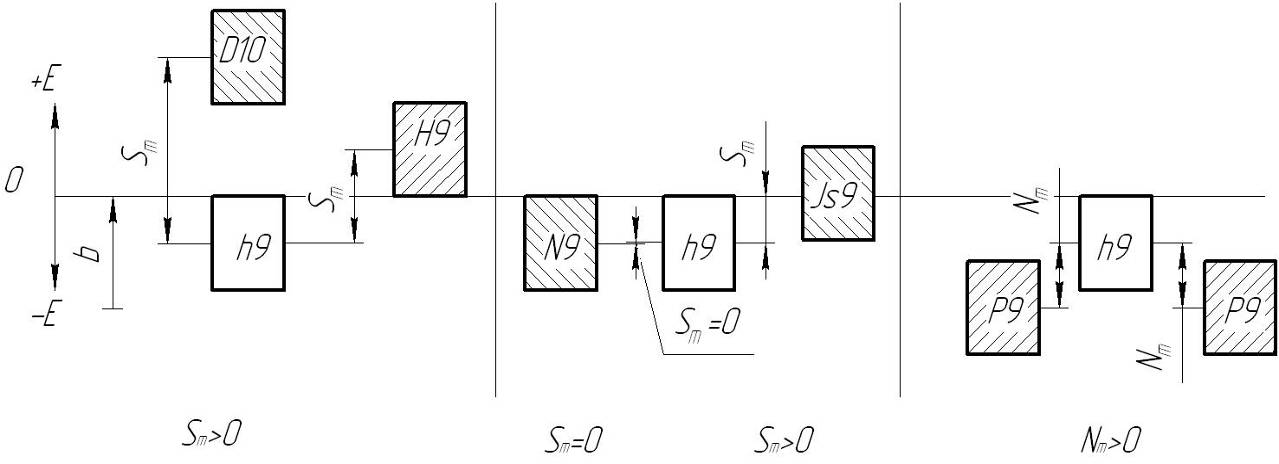
Схемы расположения полей допусков для соединений с призматическими и сегментными шпонками приведены на рисунке 4.5.
 а)
б)
в)
а)
б)
в)
Рисунок 4.5 – Схемы расположения полей допусков на размер b шпоночного соединения:
а
– свободное; б
– нормальное; в
– плотное;
![]() – допуск шпонки;
– допуск шпонки;
![]() – допуск паза вала;
– допуск паза вала;
![]() – допуск паза втулки
– допуск паза втулки
Посадки шпонок осуществляются по системе вала (Сh). Стандартом допускаются различные сочетания полей допусков для пазов на валу и во втулке с полем допуска шпонки по ширине.
Выбор полей допусков рекомендуется выполнять по таблице 4.2.
Наибольшее распространение имеет нормальное соединение, когда втулка (зубчатое колесо) расположена по середине вала.
Свободное соединение применяется для направляющих шпонок (зубчатое колесо перемещается вдоль вала).
Плотное соединение используется в случае реверсивного вращения вала или при расположении шпонки на конце вала.
4.1.3. Требования к оформлению шпоночных соединений
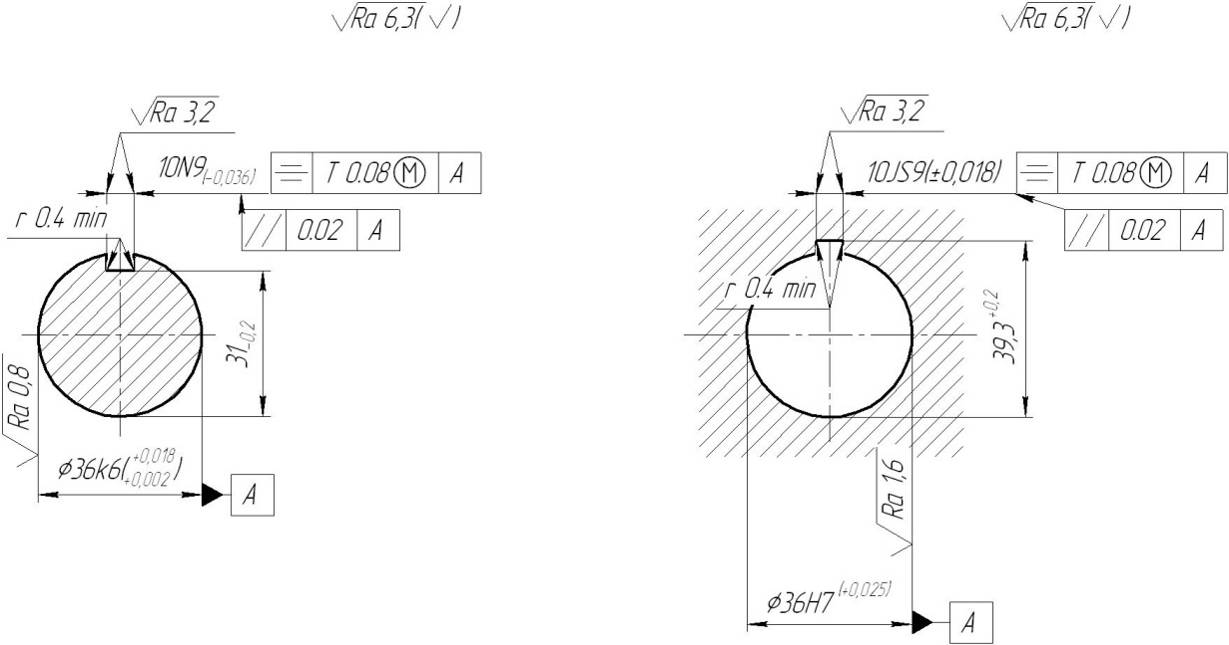
Предельные отклонения размеров для выбранных полей допусков следует определять по таблицам ГОСТ 25347 или по таблицам 1.1, 1.2 и 1.3 данного пособия. Примеры оформления шпоночного соединения на сборочном чертеже, поперечных сечений вала и втулки, участвующих в соединении с призматической шпонкой, представлены на рисунках 4.6 и 4.7.

а) б)
1 – втулка; 2 – шпонка; 3 – вал
Рисунок 4.6 – Выполнение шпоночного соединения:
а – поперечное сечение в сборе; б – сечение шпонки
При выполнении поперечного сечения шпоночного соединения необходимо указать посадки, а у шпонки - поля допусков на размеры b и h шпонки в смешанном виде и шероховатости поверхностей. На чертежах поперечных сечений вала и втулки необходимо указать шероховатости поверхностей, поля допусков на размеры b, d и D в смешанном виде, а также следует нормировать размеры глубины пазов: на валу t1 – предпочтительный вариант или (d – t1) с отрицательным отклонением и во втулке (d + t2) -предпочтительный вариант или ь с положительным отклонением. В обоих случаях отклонения выбираются в зависимости от высоты шпонки h (см. таблицу 4.1). Кроме этого, на чертежах поперечных сечений вала и втулки необходимо ограничивать допусками точность формы и взаимного расположения поверхностей. Предъявляются требования по допустимым отклонениям от симметричности шпоночных пазов и параллельности плоскости симметрии паза относительно оси детали (базы). Допуск параллельности следует принимать равным 0,5IT9, допуск симметричности при наличии в соединении одной шпонки – 2IT9, а при двух шпонках, расположенных диаметрально, – 0,5IT9 от номинального размера b шпонки. Допуски симметричности могут быть зависимыми в крупносерийном и массовом производстве.
а) б)
Рисунок 4.7 – Поперечные сечения:
а – вала, шпоночный паз исполнения 2; б – втулки
Таблица 4.2 – Рекомендации по выбору полей допусков по ширине шпонки b
Элементы соединения |
Плотное |
Нормальное |
Свободное |
Ширина шпонки |
h9 |
||
Ширина паза на валу |
P9 |
N9 |
H9*); N9 |
Ширина паза на втулке |
P9; Js9 |
D10*); Js9 |
D10 |
Примечание. *) Для шпоночных соединений с длинными (при l > 2d) шпонками. |
|||