

4 Нормирование точности шпоночных и шлицевых соединений
4.1 Шпоночные соединения
4.1.1 Назначение шпоночных соединений и их конструктивное исполнение
Шпоночные соединения предназначены для получения разъёмных соединений, передающих крутящие моменты. Они обеспечивают вращение зубчатых колес, шкивов и других деталей, монтируемых на валы по переходным посадкам, в которых наряду с натягами могут быть зазоры. Размеры шпоночных соединений стандартизированы.
Различают шпоночные соединения с призматическими (ГОСТ 23360), сегментными (ГОСТ 24071), клиновыми (ГОСТ 24068) и тангенциальными (ГОСТ 24069) шпонками. Шпоночные соединения (рисунки 4.1 и 4.2) с призматическими шпонками применяются в малонагруженных тихоходных передачах (кинематические цепи подач станков), в крупногабаритных изделиях (кузнечно-прессовое оборудование, маховики двигателей внутреннего сгорания, центрифуги и др.). Клиновые и тангенциальные шпонки воспринимают осевые нагрузки при реверсах в тяжело нагруженных соединениях. Наиболее широкое использование получили призматические шпонки.
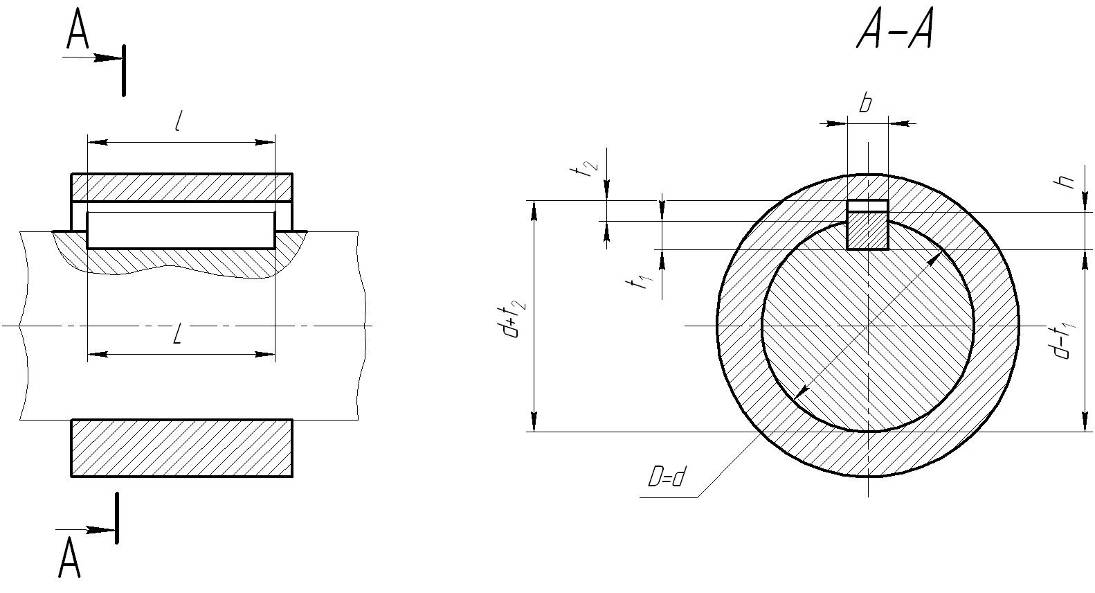
Рисунок 4.1 – Шпоночное соединение
а) б)
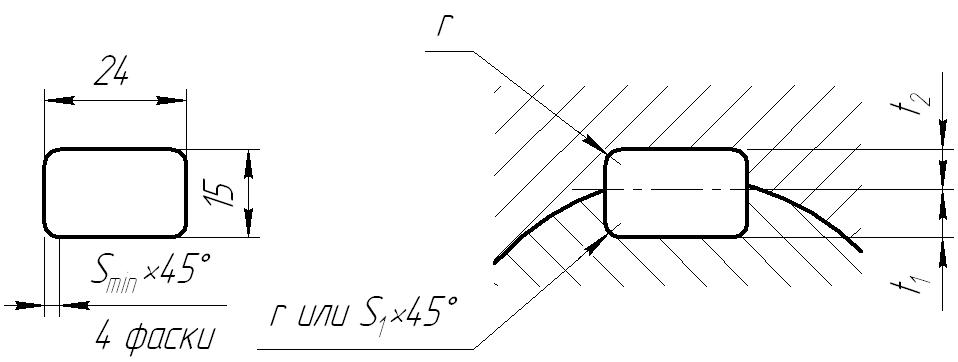
Рисунок 4.2 – Поперечное сечение шпонки и пазов:
а – сечение шпонки; б – сечение пазов (r – соответствует своему максимальному значению)
 а)
б)
в)
а)
б)
в)
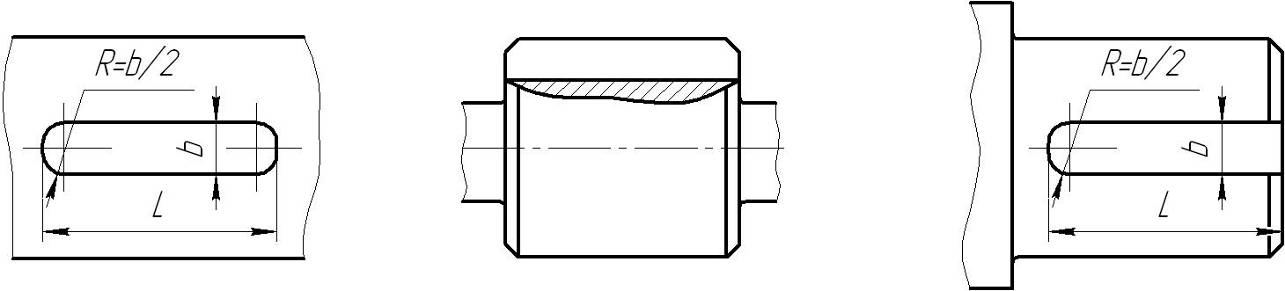
Рисунок 4.3 – Виды исполнений шпонок:
а – исполнение 1; б – исполнение 2; в – исполнение 3
 а)
б)
в)
а)
б)
в)
Рисунок 4.4 – Формы пазов на валах:
а – закрытый; б – открытый; в – полуоткрытый
Таблица 4.1 – Размеры соединений с призматическими шпонками по ГОСТ 23360 (ограниченно), мм
Диаметр вала d |
Размеры шпонки |
Глубина шпоночного паза с отклонением |
Радиус закругления r или фаска S1max |
||||
Сечение |
Фаска Smin |
Интервалы длин l |
|||||
b |
h |
на валу t1 |
во втулке t2 |
||||
От 6 до 8 |
2 |
2 |
0,16 |
От 6 до 20 |
1,2+0,1 |
1,0+0,1 |
0,16 |
Свыше 8 " 10 |
3 |
3 |
" 6 " 36 |
1,8+0,1 |
1,4+0,1 |
||
" 10" 12 |
4 |
4 |
" 8" 45 |
2,5+0,1 |
1,8+0,1 |
||
" 12" 17 |
5 |
5 |
0,25 |
" 10" 56 |
3,0+0,1 |
2,3+0,1 |
0,25 |
" 17" 22 |
6 |
6 |
" 14" 70 |
3,5+0,1 |
2,8+0,1 |
||
" 22 " 30 |
8 |
7 |
" 18 " 90 |
4,0+0,2 |
3,3+0,2 |
||
" 30" 38 |
10 |
8 |
0,40 |
" 22 " 110 |
5,0+0,2 |
3,3+0,2 |
0,40 |
“ 38 " 44 |
12 |
8 |
" 28 " 140 |
5,0+0,2 |
3,3+0,2 |
||
" 44 " 50 |
14 |
9 |
"36 " 160 |
5,5+0,2 |
3,8+0,2 |
||
" 50 " 58 |
16 |
10 |
"45 " 180 |
6,0+0,2 |
4,3+0,2 |
||
" 58 " 65 |
18 |
11 |
" 50" 200 |
7,0+0,2 |
4,4+0,2 |
||
" 65 " 75 |
20 |
12 |
0,60 |
"56 " 220 |
7,5+0,2 |
4,9+0,2 |
0,60 |
" 75 " 85 |
22 |
14 |
"63 " 250 |
9,0+0,2 |
5,4+0,2 |
||
" 85 " 95 |
25 |
14. |
" 70" 280 |
9,0+0,2 |
5,4+0,2 |
||
" 95 "110 |
28 |
16 |
" 80 " 320 |
10+0,2 |
6,4+0,2 |
||
" 110"130 |
32 |
18 |
" 90" 360 |
11+0,2 |
7,4+0,2 |
||
Примечание. 1. Длина шпонки выбирается из ряда целых чисел: 6; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40; 45; 50; 56; 63; 70; 80; 90; 100; 110; 125; 140; 160; 180; 200; 220; 250; 280; 320; 360. |
|||||||
Примеры условных обозначений шпонок:
1) Шпонка 16 × 10 × 50 ГОСТ 23360 (шпонка призматическая, исполнение 1; b × h = 16 × 10, длина шпонки l = 50).
2) Шпонка 2 (3) 18 × 11 × 100 ГОСТ 23360 (шпонка призматическая, исполнение 2 (или 3), b × h = 18 × 11, длина шпонки l = 100).