

Порядок выполнения работы
Получить неразъемное соединение пайкой мягким припоем:
Очистить от ржавчины, окалины и грязи контактирующие поверхности деталей;
Подогнать детали так, чтобы контактирующие поверхности хорошо прилегли друг к другу, и зазор между ними был равномерный;
Обезжирить подогнанные поверхности и обработать их флюсом;
Приложить детали друг к другу и произвести пайку. Обратить особое внимание на хороший прогрев деталей (нагрев вести с более массивной детали). Если припой плохо ложится по причине малой жидкотекучести, надо увеличить прогрев деталей, а если припой не пристает к детали, то необходимо повторно обработать флюсом эти места поверхностей. После наложения припоя следить за тем, чтобы детали до полного остывания находились в прижатом состоянии;
Визуально оценить качество полученного соединения.
Получить неразъемное соединение пайкой твердым припоем:
Тщательно очистить от ржавчины, окалины и грязи поверхности, подлежащие пайке;
Подготовить (подогнать) детали для сборки перед пайкой;
Обезжирить подогнанные поверхности и обработать их флюсом;
Провести сборку деталей при помощи приспособления, проволоки (проволока должна быть стальная или нихромовая) или каким либо другим способом, обратив особое внимание на надежность крепления при нагреве до высоких температур и на равномерность зазора по всей поверхности прилегания. Припой закрепить при сборке;
Установить собранную конструкцию в печь и нагреть до полного расплавления припоя;
Вынуть конструкцию из печи и охладить;
Снять крепление, очистить деталь от окалины и флюса;
Визуально оценить качество полученного соединения.
Выводы:
Вопросы к зачету
Что такое пайка?
Применение пайки
Общие закономерности взаимодействия жидкости и твердого тела
Припои
Флюсы
Технология пайки
Лабораторная работа №8
Металлорежущие станки и инструмент
Цель работы: познакомиться с основными группами станков и инструментов металлообрабатывающих производств.
Оборудование и материалы: станок токарно-винторезный; станок горизонтально-фрезерный; станок вертикально-сверлильный; станок круглошлифовальный; приспособления и инструменты к металлорежущим станкам.
Краткие теоретические сведения
Для обеспечения установленной чертежом точности размеров и шероховатости поверхности большинство деталей машин и механизмов обрабатывают на станках снятием стружки. Стружку снимают с заготовок различными лезвийными и абразивными инструментами.
Для получения поверхностей заданной формы заготовки и инструменты закрепляют на металлобрабатывающих станках, рабочие органы которых сообщают им движения нужной траектории с установленной скоростью и силой.
Металлообрабатывающие станки классифицируют в зависимости от вида обработки, определяемого принятой схемой обработки и применяемыми инструментами. Деление станков на группы производится в зависимости от характера главного движения и движения подач, распределения функций главного движения и движения подач между исполнительными механизмами, несущими инструменты и заготовки, и от вида применяемых инструментов.
В России действует классификации экспериментального научно-исследовательского института металлорежущих станков, согласно которой первая цифра шифра станка определяет его группу:
1 - токарные станки;
2 - сверлильные и расточные;
3 - шлифовальные;
4 - комбинированные;
5 - зубо - и резьбообрабатывающие;
6 - фрезерные;
7 - строгальные, долбежные, протяжные;
8 - разрезные;
9 - разные (опиловочные, балансировочные и др.).
Вторая цифра указывает на тип станка, следующие цифры - на одну из основных характеристик станка (например, высоту центров для токарно-винторезных станков). Основную часть всего станочного парка, занимают станки токарной, фрезерной, сверлильной и шлифовальной групп.
Токарно-винторезный станок состоит из следующих узлов (см. рис.1). Станина 2 с горизонтальными призматическими направляющими служит для монтажа узлов станка и закреплена на двух тумбах. В передней тумбе 1 смонтирован электродвигатель главного привода станка, в задней тумбе 12 - бак для хранения смазочно-охлаждающей жидкости и насосная станция для подачи жидкости в зону резания при обработке заготовок.
В передней бабке 6, установленной с левой стороны станины, смонтированы коробка скоростей 5 станка и шпиндель. Механизмы и передачи коробки скоростей позволяют получить разные частоты вращения шпинделя, на котором закрепляют зажимные приспособления для передачи крутящего момента обрабатываемой заготовке. На лицевой стороне передней бабки установлена панель управления механизмами и передачами коробки скоростей.
Коробку подач 3 крепят к лицевой стороне станины. В коробке подач смонтированы механизмы и передачи, позволяющие получить разные скорости движения суппорта. С левой торцевой стороны станины установлена коробка 4 сменных зубчатых колес, необходимых для наладки станка на нарезание резьбы.
Продольный суппорт 7, установленный на направляющих станины, перемещается по ним и обеспечивает продольную подачу резца. По направляющим продольного суппорта перпендикулярно оси вращения заготовки перемещается поперечная каретка, на который смонтирован верхний суппорт 9. Поперечная каретка обеспечивает поперечную подачу резца. Верхний поворотный суппорт можно устанавливать под любым углом к оси вращения заготовки, что необходимо при обработке конических поверхностей заготовок.

Рис. 1. Общий вид токарно-винторезного станка
1 – передняя тумба;2 – станина; 3 – коробка подач; 4 – коробка сменных зубчатых колес; 5 – коробка скоростей; 6 – передняя бабка; 7 – продольный суппорт; 8 – резцедержатель; 9 – верхний суппорт; 10 – фартук; 11 – задняя бабка; 12 – задняя тумба.
На верхнем суппорте смонтирован четырехпозиционный поворотный резцедержатель 8, в котором можно одновременно закреплять до четырех резцов. К продольному суппорту крепят фартук 10 станка. В фартуке смонтированы механизмы и передачи, преобразующие вращательное движение ходового валика или винта в поступательное движение суппорта. Задняя бабка 11 установлена с правой стороны станины и перемещается по ее направляющим. В пиноли задней бабки устанавливается задний центр или инструмент для обработки отверстий.
Основным режущим инструментом при обработке заготовок на станках токарной группы являются токарные резцы. По назначению они подразделяются на (см. рис.2):
проходные - для обтачивания гладких цилиндрических и конических наружных поверхностей;
подрезные - для обтачивания плоских торцевых поверхностей или уступов под прямым или острым углом к оси обрабатываемой заготовки;
отрезные - для разрезания заготовок на части и протачивания кольцевых канавок;
прорезные - для протачивания кольцевых канавок;
галтельные - для обтачивания переходных поверхностей между ступенями валов по радиусу;
фасочные - для снятия фасок;
расточные - для растачивания сквозных и глухих отверстий в направлении оси вращения заготовки (на рис. 19 не показаны);
резьбовые - для нарезания наружных и внутренних резьб (на рис. 2. не показаны).

Рис. 2. Токарные резцы для обработки наружных поверхностей
В качестве дополнительных инструментов используют сверла, зенкеры, развертки и метчики для обработки отверстий; инструмент при этом устанавливается в пиноли задней бабки.

Рис. 3. Общий вид горизонтально-фрезерного станка
1 – станина; 2 – коробка скоростей; 3 – хобот; 4 – стол; 5 – подвеска;
6 – направляющие салазок; 7 – консоль; 8 – коробка подач.
Технологический метод формообразования поверхностей фрезерованием характеризуется главным вращательным движением инструмента и поступательным движением подачи. Принципиально различают горизонтально- и вертикально-фрезерные станки (по оси вращения инструмента).
На рис.3. приведен общий вид горизонтально-фрезерного станка. В станине 1 размещена коробка скоростей 2. По вертикальным направляющим станины перемещается консоль 7. Заготовка, устанавливаемая на столе 4 в тисках или другом приспособлении, получает подачу в трех направлениях: продольном (перемещение стола по направляющим салазок 6), поперечном (перемещение салазок по направляющим консоли) и вертикальном (перемещение консоли по направляющим станины).
Главным движением остается вращение шпинделя. Коробка подач 8 размещена внутри консоли. В верхней части станины расположен хобот 3. По его направляющим перемещается подвеска 5 с подшипником для поддержания второго конца длинной оправки с фрезой.
Основным режущим инструментом при обработке заготовок на станках фрезерной группы являются фрезы. Основные типы фрез представлены на
рис. 4. При обработке на фрезерных станках кроме глубины фрезерования t различают и ширину фрезерования В.
Сверление - распространенный метод получения отверстий в сплошном материале. Сверлением получают сквозные и глухие отверстия и обрабатывают предварительно полученные отверстия с целью увеличения их размеров, повышения точности и снижения шероховатости поверхности.
Сверление осуществляют при сочетании вращательного движения инструмента вокруг оси - главного движения и поступательного его движения вдоль оси - движения подачи. Оба движения на сверлильном станке сообщают инструменту.На рис. 5. приведен общий вид вертикально-сверлильного станка. На фундаментной плите 1 смонтирована колонна 2. В верхней части расположена коробка скоростей колонны 6, через которую шпинделю с режущим инструментом сообщают главное вращательное движение. Движение подачи (поступательное вертикальное) инструмент получает через коробку подач 5, расположенную в кронштейне 4. Заготовку устанавливают на столе 3. Стол и кронштейн имеют установочные перемещения по вертикальным направляющим колонны 2.

Рис. 4. Основные типы фрез и виды фрезерования
Совмещение оси вращения инструмента с заданной осью отверстия достигается перемещением заготовки.
На сверлильных станках выполняют (см. рис. 6.) сверление (а), рассверливание (б), зенкерование (в), развертывание (г, д), цекование (е), зенкование (ж, з), нарезание резьбы (и) обработку сложных отверстий (к).

Рис.5. Общий вид вертикально-сверлильного станка
1 – фундаментная плита; 2 – колонна; 3 – стол;
4 – кронштейн; 5 – коробка подач; 6 – коробка скоростей;

Рис. 6. Основные типы инструментов и схемы обработки на сверлильных станках
а – сверление; б – рассверливание; в – зенкерокание; г,д – развертывание; е – цекование; ж,з – зенкование;и – нарезание резьбы; к – обработка сложных отверстий.
Сверление предназначено для получения отверстий в сплошном материале; выполняется, как правило, спиральными сверлами. Рассверливание также выполняется сверлами и предназначено для увеличения диаметра ранее просверленного отверстия.
Зенкерование является обработкой предварительно полученных отверстий для придания им правильной геометрической формы, повышения точности и снижения шероховатости многолезвийным режущим инструментом - зенкером.
Развертывание является окончательной обработкой цилиндрического или конического отверстия многолезвийным инструментом - разверткой (обычно после зенкерования) с целью получения поверхности высокой точности и малой шероховатости).
Цекование является обработкой торцовой поверхности отверстия торцевым зенкером для достижения перпендикулярности плоской торцевой поверхности отверстия к его оси.
Зенкование выполняется зенковками и предназначено для получения в имеющихся отверстиях цилиндрических и конических углублений под головки винтов, болтов, заклепок и других деталей.
Нарезание резьбы в отверстиях производится при помощи специального инструмента, называемого метчиком. Профиль режущей части инструмента соответствует профилю резьбы крепежного элемента (винта, болта, шпильки), который будет вворачиваться в отверстие.
Сложные отверстия обрабатываются с помощью комбинированного режущего инструмента. На рис. 6..к показан комбинированный зенкер для обработки двух поверхностей: цилиндрической и конической.
Шлифованием называют процесс обработки заготовок резанием абразивными кругами. С помощью шлифования производят чистовую и отделочную обработку деталей с высокой точностью. Обработке подвергают самые разнообразные материалы, а для заготовок из закаленных сталей шлифование является одним из наиболее распространенных методов формообразования. Для обработки поверхностей шлифованием необходимо несколько движений: вращательное круга и относительные перемещения по координатным осям, которые могут быть заменены также вращательным движением вокруг осей.
Конструкции кругошлифовальных станков и их компоновка подчиняются основным схемам шлифования. Кругошлифовальный станок (см. рис. 7.) состоит из следующих основных узлов: станины 1, стола 2, передней бабки 3 с коробкой скоростей, шлифовальной бабки 4, задней бабки 5 и привода стола 6. Универсальные станки имеют поворотную переднюю и шлифовальную бабки. Каждую бабку можно повернуть на определенный угол вокруг вертикальной оси и закрепить для последующей работы.
Обрабатываемая заготовка помещается между центрами передней и задней бабок; ей сообщается вращательное движение от двигателя передней бабки. Вращающаяся заготовка вместе со столом имеет также возвратно-поступательное движение для обработки заготовок по всей длине кругом шлифовальной бабки.
Основной режущий инструмент при обработке заготовок на шлифовальных станках - абразивный (шлифовальный) круг. В промышленности используется большое количество различных типов шлифовальных кругов, наиболее применяемым из которых является круг ПП (прямого профиля), имеющий форму диска. На рис. 8. приведены основные схемы круглого шлифования: с продольной подачей (а) и с поперечной подачей (б).

Рис. 7. Общий вид кругошлифовального станка
1 – станина; 2 – стол; 3 – передняя бабка;4 –шлифовальная бабка;
5 –задняя бабка; 6 – привод стола.
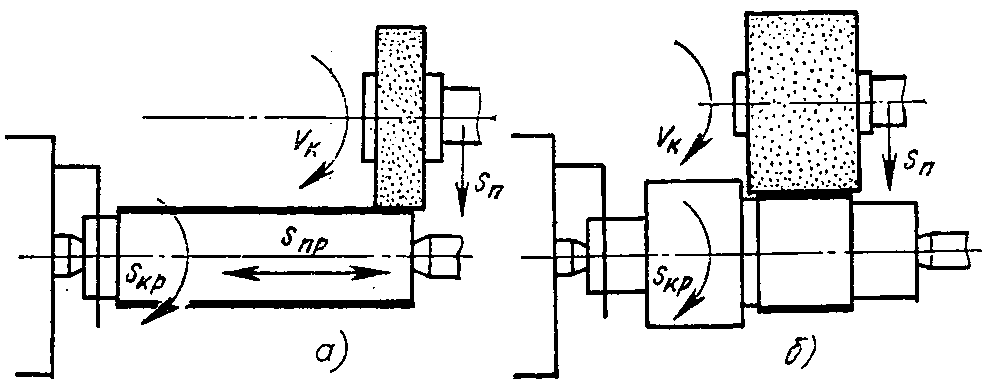
Рис. 8. Основные схемы круглого наружного шлифования