

§ 2. Номинальный, предельный и действительный размеры деталей. Ряды предпочтительных чисел. Нормальные линейные размеры.
Размер – числовая характеристика какой-либо линейной или угловой величины в определенных единицах измерения.
Под номинальным размером понимают полученный расчетом размер какой-либо детали, округленный до ближайшего числа ряда предпочтительных чисел или нормальных линейных размеров. Он служит началом отсчета для всех параметров взаимозаменяемости.
В стандартизации используется несколько рядов предпочтительных чисел, построенных по принципу геометрической прогрессии.
Рассмотрим ряд - R5. Показатель соответствующей геометрической прогрессии равен:
![]() ,
,
а ряд выглядит следующим образом:
1,0; 1,6; 2,5; 4,0….
R5 - самый крупнодисперсный ряд.
Аналогично:
для ряда R10
→
![]() ;
;
для ряда R20
→
![]() ;
;
для ряда R40
→
![]() ;
;
для ряда R80
→
![]() .
.
Допускается
использование выборочных рядов. Например,
в ряде
![]() берется каждый 3-ий член из рядаR10.
берется каждый 3-ий член из рядаR10.
Применение рядов предпочтительных чисел создает возможности оптимального сочетания затрат на производство с качеством продукции, что позволяет сократить номенклатуру обрабатываемого инструмента, оборудования и приспособления.
Выбор ряда определяется минимизацией совокупности затрат на производство и эксплуатацию (рис. 1).

На основании ряда предпочтительных чисел в диапазоне размеров от 1 мкм до 20 м разработан гост р 6636-69 Основные нормы взаимозаменяемости. Нормальные линейные размеры.
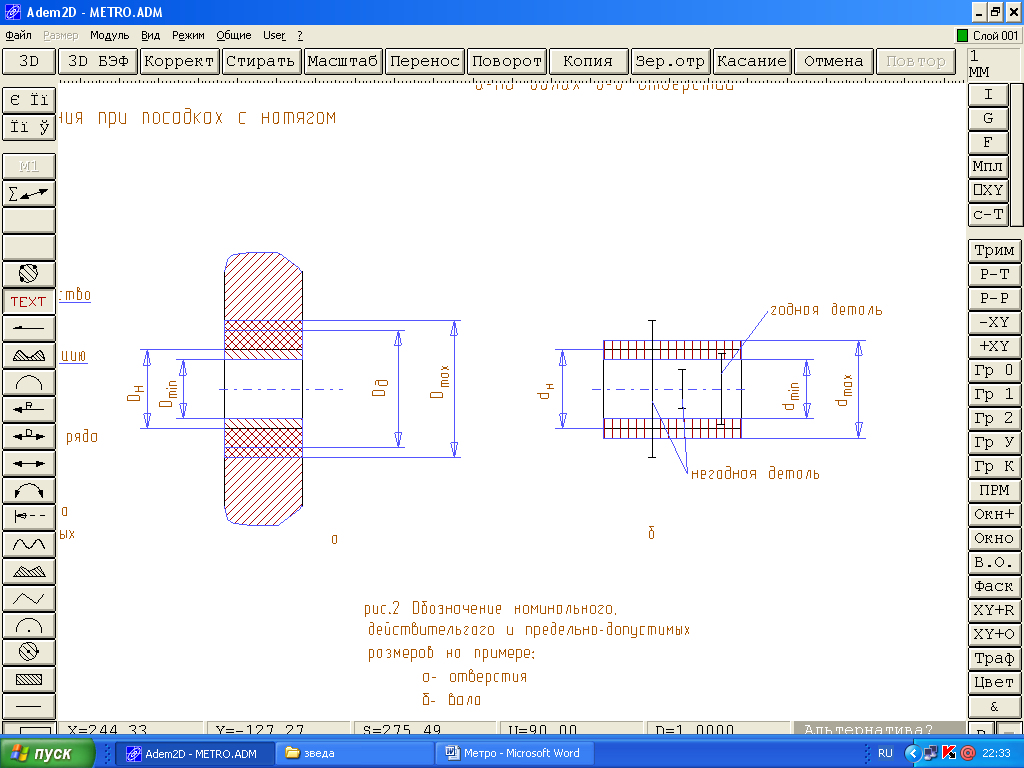
При обозначении номинальных размеров используются понятия вала и отверстия. Поверхности, охватывающие в соединении другие поверхности, относятся к отверстиям.
Если в соединении используется охватываемая поверхность, то она относится к валам.
У отверстий размеры обозначаются заглавными буквами (D), у валов - строчными (d).
Номинальные размеры указываются на рабочих чертежах. После изготовления размер детали отличается от указанного в связи с различными погрешностями изготовления. Какое бы точное оборудование не использовалось невозможно достичь нулевой погрешности.
Размер изготовленной детали измеренной с допустимой погрешностью называется действительным.
Для решения вопроса годности изготовленной детали, необходимо знать предельно допустимые размеры:
для отверстия -
![]() и
и![]() ,
,
для вала -
![]() и
и![]() .
.
Из конструкционных
соображений конструктор задает
![]() .
.
Если действительный
размер входит во множество размеров,
границами которых являются
![]() и
и![]() ,
то деталь годна, иначе – брак (рис. 2).
,
то деталь годна, иначе – брак (рис. 2).
При измерении
допускается погрешность в 10 раз меньше,
чем размер поля разброса действительных
диаметров (![]() –
–![]() ).
).
Лекция №3
§ 3. Погрешность и точность изготовления детали. Закон нормального распределения случайных погрешностей изготовления.
Под погрешностью изготовления понимается разность между действительным размером детали и наилучшим, т.е. обеспечивающим оптимальное функционирование изделия. Обычно наилучший размер расположен в середине поля допуска:
![]() (3.1)
(3.1)
Точность - степень приближения действительного размера детали к оптимальному.
Пусть изготовлена
партия из n
деталей по
одному и тому же чертежу. В силу случайных
погрешностей размеры деталей в партии
отличаются друг от друга. Если причины
появления погрешностей носят случайный
характер, например отклонение температуры
окружающей среды, неоднородность
физико-механических свойств материала
заготовки, разброс в режимах обработки
в связи с неточностью их воспроизведения
станком, то такие погрешности называются
случайными.
Пусть каждая из этих деталей имеет
некоторый диаметр Di
(![]() ),
отягощенный случайной погрешностью. В
большинстве случаев распределение
изготовленных деталей, например поD,
отвечает закону
нормального распределения погрешностей
или закону
Гаусса:
),
отягощенный случайной погрешностью. В
большинстве случаев распределение
изготовленных деталей, например поD,
отвечает закону
нормального распределения погрешностей
или закону
Гаусса:
 (3.2)
(3.2)
где
![]() -
плотность вероятности;
-
плотность вероятности;
![]() -
математическое ожидание,
-
математическое ожидание,
![]() ;
;
 - среднее квадратичное
отклонение,
- среднее квадратичное
отклонение,
![]() ;
;
![]() -
дисперсия, параметр, характеризующий
величину случайных погрешностей.
-
дисперсия, параметр, характеризующий
величину случайных погрешностей.

Анализируя формулу
(3.2), можно убедиться, что плотность
вероятности достигает максимума при
![]() :
:
![]() ;
(3.3)
;
(3.3)
 (3.4)
(3.4)
где
![]() - функция Лапласа;
- функция Лапласа;
![]() - квантиль Гаусса;
- квантиль Гаусса;
(![]() )
- доверительный интервал.
)
- доверительный интервал.
Приведем некоторые распространенные значения функции Лапласа:
![]() ;
;
![]()
![]()
Площадь под кривой (вероятность появления значения измеренной величины) в интервале от -∞ до +∞ всегда равна единице (рис. 3).
Пусть
величина отрезка равна![]()
В технологии
обычно выбирают такое оборудование,
чтобы вероятность появления действительного
размера детали внутри интервала
![]() составляла 0,997. В этом случае:
составляла 0,997. В этом случае:
![]() =
=![]() ,
(3.5)
,
(3.5)
где
![]() - доверительный интервал.
- доверительный интервал.
Для большинства производств выполняется это правило- правило 6σ.