

Шероховатость и волнистость поверхности
Шероховатость поверхности – совокупность неровностей с относительно малыми шагами на базовой длине.
Базовая длина l – длина базовой линии, на которой определяют числовые значения параметров шероховатости.
Выступ и впадины профиля – части профиля, ограниченные контуром реальной поверхности и средней линий, служащей для определения параметров шероховатостей.

шаг неровностей Smi – длина отрезка средней длины, пересекающего профиль в трёх соседних линиях.
шаг неровности профиля по вершинам Si – длина отрезка средней длины между на нее двух наивысших точек соседних выступов.
средний шаг неровности Sm и средний шаг неровности по вершине S – это среднее арифметическое значение неровности по средней линии m в пределах базовой линии.
Среднее арифметическое отклонение профиля Ra – сумма среднего арифметического абсолютных отклонений профиля от средней линии ji в пределах базовой длины.
Высота неровности профиля по десяти точками Rz – сумма средних абсолютных отклонений пяти точек наибольших минимумов в профиле в пределах базовой длины.
Наибольшая высота неровностей профиля Rmax – расстояние между минимумами выступа и впадин профиля в пределах базовой длины.
Опорная длина профиля p – суммарная толщина выступов b1, b2…bn полученной в результате n выступов профиля линий МР и ПВ средней линии.

Относительная опорная длина профиля: tp = (р/l)*100%=(10…90)%
Уровень сечения профиля Р – расстояние между линиями выступа профиля и линией П профиль Р выражается в % от Rmax.
Допуски на резьбу
Резьбы служат для образования подвижных и неподвижных соединений.
Обычно применяется для неподвижных соединений метрические или дюймовые резьбы, а для подвижных соединений трапецеидальные и упорные резьбы.
Главным условием взаимозаменяемости является свинчиваемость винтов и гаек, имеющие одинаковые профиля резьбу шага и номинального диаметра.
К основным параметрам относится наружный диаметр резьбы (d, D) – диаметр воображаемого цилиндра описанного касательно к вершинам наружной резьбы, и впадинам внутренней резьбы.
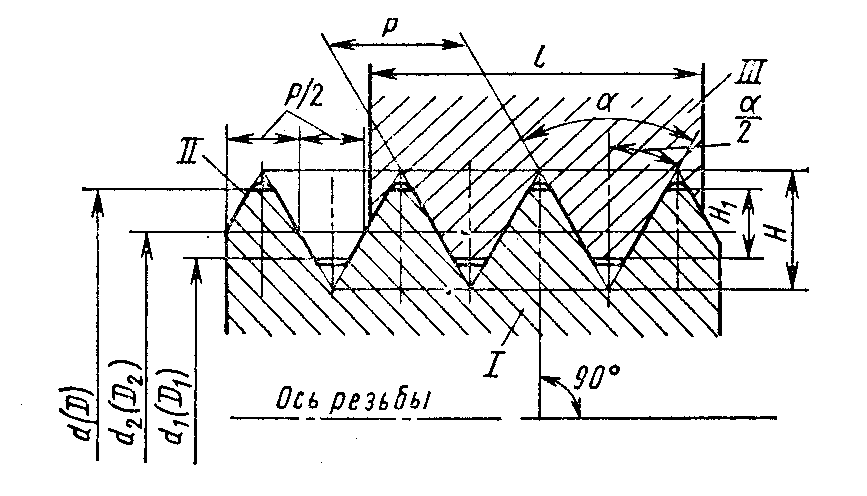
У большинства резьбы и наружный и внутренний диаметр предусматривается зазор и поля допусков расположены так, что погрешности этих диаметров не препятствует свинчиваемость резьб. Поэтому свинчиваемость резьб зависит только от точности средних диаметров d1, D2 шага и угла профиля резьбы.
Указанные погрешности взаимно независимы, но между ними легко установить математическую связь, это позволяет влияние погрешностей р и на свинчиваемость допустимой погрешностью на следующий диаметр.
Отклонение шага и его диаметральная компенсация
Отклонением шагом резьбы называется разность между действительным и номинальным значением одного P или нескольких витков. Здесь Z – число витков.
Отклонение шага возникает в результате неточностей, присущих технологическому процессу нарезания резьбы.

Т.к. получить резьбу с абсолютно точным шагом невозможно, необходимо каким-то образом компенсировать допустимое отклонение. Для этого переместим контур винта в сторону наименьшего среднего диаметра наружной резьбы на величину 0,5 fp: fp= Pz ctg (.