

7.3 Обработка коленчатых валов
Коленчатые валы применяются в механических прессах, в ГКМ, в пневматических молотах, а также в поршневых насосах. Коленчатые валы относятся к классу эксцентриковых валов. Они подразделяются на одно-, двух- и трехколенчатые. Коленчатые валы изготавливают из стали марок 35, 40, 45, 50, 35Г2, 45Г2. Коренные и шатунные шейки должны обладать достаточной износостойкостью, для этого, их подвергают поверхностной закалке на глубину 3-5мм до HRCЭ48-58. Сильно нагруженные валы изготавливаются из сталей 40ХН, 30ХМА, с соответствующей упрочняющей термообработкой.
После мехобработки коленчатые валы должны удовлетворять следующим техническим условиям:
1. Оси коренных и шатунных шеек должны иметь параллельность между собой с соотношениями в пределах 0,1 мм на 1 м длины.
2. Точность исполнения размеров коренных и шатунных шеек должна находится в пределах 6-9 квалитетов, эллипсность и конусность их не должна превышать 0.02 –0.05 мм.
3. Точность разворота колен в пределах 15'.
4. Допуски на несопрягаемые диаметральные размеры выполняются по 12/13 квалитету, а на линейные по 14 квалитету точности.
5.Шатунные и коренные шейки и их галтели должны иметь шероховатость Rа=0,32мкм для диаметров до 80 мм иRа=0,63 мкм для диаметров свыше80 мм.
6.Быстроходные валы должны быть динамически уравновешены.
Поковки перед мехобработкой подвергаются нормализации.
З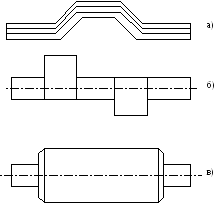 аготовки
валов бывают или круглые, из проката,
или кованные.
аготовки
валов бывают или круглые, из проката,
или кованные.
Рис.45 Разновидности заготовок для коленчатых валов
Типовой технологический маршрут механической обработки коленчатого вала представлен в таблице 12.
Таблица 12- Типовой технологический маршрут механической обработки коленчатого вала (трехколенчатого)
|
№
|
Содержание операции |
Оборудование |
|
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18 |
Разметка.
Центрирование.
Сверление по контуру шатунной шейки.
Прорезка шатунных шеек.
Черновая обработка коренных шеек.
Черновая обработка шатунных шеек.
Термообработка (улучшение).
Подрезка торцов и исправление центров с установкой в люнете.
Чистовая обработка коренных шеек под шлифование.
Чистовая обработка шатунных шеек под шлифование.
Фрезерование плоскостей шеек.
Фрезерование шпоночных пазов.
Обработка остальных поверхностей: сверление смазочных отверстий, нарезание резьбы.
Термообработка (поверхностная закалка коренных и шатунных шеек).
Шлифование коренных шеек.
Шлифование шатунных шеек.
Динамическая балансировка.
Контроль. |
Разметочная плита.
Горизонтально-расточной станок.
Радиально-сверлильный станок.
Дисковая пила.
Токарный станок.
Токарный станок или спецстанок.
Горизонтально-расточной или токарный станок.
Токарный станок.
Токарный станок или спецстанок.
Вертикально-фрезерный или продольно-фрезерный станок.
Вертикально-фрезерный или продольно-фрезерный станок.
Радиально-сверлильный станок или горизонтально-расточной станок.
Установка Т.В.Ч.
Круго-шлифовальный станок.
Круго-шлифовальный станок.
Балансировочный станок. |
Разметка и центрирование проводится как у валов. Если у валов не прокованы шатунные шейки рис. 45 б, в, то предварительная вырезка колен производится сверлением с последующей вырезкой пилой (см. рис. 46).
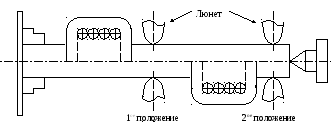
Рис. 46 Вырезка шатунной шейки
Черновая обработка коренных шеек производится следующим образом. Вал закрепляется одним концом в четырехкулачковом патроне, а задний торец - подпирается центром. Вначале протачивается шейка под люнет (см. рис.46). После установки люнета производится обработка всех диаметров вала до кулачков патрона. После этого вал переустанавливают обработанным концом в патрон, а необработанным – в люнет. После чего подрезают торец, зацентровывают вал и обрабатывают конец вала, ранее зажатый в патроне.
Установка вала для чернового обтачивания шатунных шеек более сложна. Она выполняется либо на спецстанках, либо на обточных токарных станках с применением центросместителей.При обработке шатунных шеек вал нужно установить таким образом, чтобы ось шатунной шейки совпадала с осью центра станка. Для обеспечения плавной обточки необходимо статически сбалансировать установку, т.к. центр тяжести будет смещен и, следовательно, нужен противовес. Все это делает центросместительная шайба (см. рис.47).
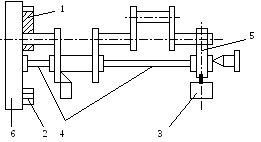
Рис. 47 Обработка коленчатого вала с помощью центросместительных шайб: 1.Центросместительная шайба;
2.Балансирующий груз на планшайбе 6;
3.Балансирующий груз;
4.Распорки;
5.Задняя центросместительная шайба.
Затем черновой вал подвергается термической обработке для снятия внутренних напряжений и улучшения мехсвойств. После термообработки производится исправление центровых отверстий, подрезка торцов и чистовая обработка коренных и шатунных шеек. Характер установки и последовательность действий те же, что и при черновой обработке. После изготовления некоторые валы подвергаются динамической балансировке, если скорость их вращения в работе велика. Она производится на балансировочных станках. При этом определяется: величина контргруза, снижающего дисбаланс; место расположения его на оси вала; его угловое положение. После этого контргруз размещается на валу. Коленвалы после каждой операции подвергаются проверке. Проверяются геометрия, распределение припусков, отсутствие наростов, раковин, волосовин, заковов и др. После окончания обработки вал поступает на окончательный контроль, при котором еще раз проверяют геометрию, в том числе биение коренных шеек и параллельность шатунных шеек. После этого вал клеймят.