

2.2.6 Сварка взрывом
В последние годы все чаще в самых разных областях техники (ракетной, авиационной, автомобильной, а также в судостроении, аппаратостроении и др.) используется сварка взрывом. Этим способом соединяют самые различные (компактные и порошковые) металлы и сплавы, получают сложные композиционные материалы (два, три и более слоев) и осуществляют сложное формоизменение разнообразных материалов.
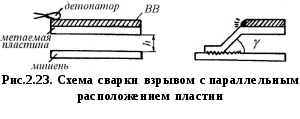
При сварке взрывом образование соединения происходит в процессе соударения двух свариваемых деталей (пластин) под воздействием ударной волны. При этом ударная волна очищает поверхность и деформирует прилегающие к зоне соединения приповерхностные объемы материала. Схема сварки показана на рис.2.23.
Для получения соединения при сварке взрывом необходимо выполнение двух условий:
давление при соударении должно достичь определенного значения;
скорость перемещения точки соударения должна быть меньше скорости звука.
Давление при соударении зависит от скорости движения пластины, а скорость движения пластины - от соотношения c/m, где с - масса заряда; т - ускоряемая масса.
Поскольку ускорение движения метаемой пластины до конечной скорости занимает определенное время, между ней и мишенью должно быть достаточное расстояние (зазор). Давление на поверхности раздела при соударении должно быть в 10 раз больше предела текучести материала. Установлено, что обобщающим параметром сварки взрывом может быть пластическая деформация материала в зоне соединения. Скорость перемещения точки соударения не должна превышать скорости звука в металле по следующим причинам. Когда две пластины первоначально параллельны, и детонация распространяется с одного конца, скорость перемещения точки соударения равна скорости детонации заряда. Скорость ударной волны приближается к скорости звука в металле пластины (например, в алюминии 5240 м/с, в меди 3580 м/с). Если скорость детонации больше скорости звука, то отраженная звуковая волна может разрушить только что созданное сварное соединение. Поэтому подбирают такое взрывчатое вещество (ВВ) (аммониты, гранулиты, зерногранулиты), чтобы скорость детонации была от 2500 до 3600 м/с, тогда отраженная звуковая волна ударяется о свариваемую плоскость раньше, чем давление взрыва ударом соединит верхнюю пластину с нижней.
Большинство технологических схем сварки взрывом основано на использовании направленного (кумулятивного) взрыва. Кумулятивность обеспечивается за счет того, что свариваемые детали располагаются относительно друг друга под некоторым углом 2...16°; при этом начальное расстояние между ними в вершине угла составляет 2...3 мм.
Следует учесть, что воздушная кумулятивная струя во всех случаях движется с большей скоростью, чем звуковая и детонационная. Эта струя, направленная из острия угла γ в сторону его раствора, обладает давлением порядка от нескольких тысяч до 1011 Па. Благодаря такому огромному давлению и весьма большой скорости (6000...7000 м/с) высокотемпературная кумулятивная струя производит прежде всего идеальную очистку поверхности пластин от любого вида загрязнения. Однако эта же струя создает и весьма характерный волновой профиль на поверхности металла с высотой и длиной волн порядка десятых долей миллиметра.
Несмотря на большое давление воздушной кумулятивной струи и последующий за ней сильнейший удар детонационной волны взрыва, зона пластических деформаций в сварном контакте относительно невелика, она лишь немного превышает толщину фронта ударной волны, составляющую приблизительно 30...300 параметров кристаллической решетки. Исходная толщина свариваемых деталей почти не изменяется и после сварки. Весь процесс сваривания протекает за миллионные доли секунды, что и определяет значительное структурное своеобразие самого сварного соединения. В микромасштабе кристаллов металл нагревается почти до температуры кипения (Ткип=2500 К). В результате этих процессов происходит значительное упрочнение металла. Например, известно, что взрывным ударом твердость отожженной малоуглеродистой стали можно увеличить в 4 раза, предел текучести - в 6 раз. Качество взрывно-сварных соединений будет высоким, если правильно подобрать режимы сварки (сорт ВВ, его толщина, взаимное расположение деталей) для каждого сечения металлов. Сварные соединения выдерживают в дальнейшем любую механическую и термическую обработку.
Особенности процесса сварки взрывом следующие:
сварное соединение образуется в течение миллионных долей секунды, т.е. практически мгновенно. Оно возникает вследствие образования металлических связей при совместном пластическом деформировании свариваемых поверхностей металла. Малая продолжительность сварки предотвращает возникновение диффузионных процессов. Это позволяет сваривать металлы, которые при обычных процессах сварки с расплавлением образуют в шве хрупкие интерметаллические вещества, делающие швы непригодными к эксплуатации;
при сварке взрывом можно получить соединения неограниченной площади. При этом процесс сварки осуществляется тем легче, чем больше отношение площади соединения к толщине метаемой части металла. Можно осуществлять сварку соединений площадью 15...20 м2.