


Введение
Пищевая промышленность является одной из самых перспективных и быстро развивающейся отраслей промышленности. Сегодня производители должны выпускать обширный ассортимент товаров и создавать новые продукты, учитывая все возрастающие запросы потребителей. Чтобы выжить на мировом рынке необходимо развивать производство и сокращать затраты за счет повышения эффективности бизнеса.
Пищевая промышленность является одной из крупнейших отраслей народного хозяйства. Ее главной задачей является удовлетворение потребностей людей в пищевых продуктах высокого качества и разнообразного ассортимента. Решение этой задачи осуществляется в основном на основе повышенной эффективности производства, ускорения научно - технического прогресса, роста производительности труда, возможно, снижение цен на сырье, увеличение скорости оборота капитала, совершенствования труда и производства. При массовом производстве пищевых изделий решающая роль принадлежит технологическому процессу.
Современная пищевая отрасль, выпускающая пищевые продукты, должна характеризоваться достаточно высоким уровнем техники, технологии и организации производства, наличием крупных специализированных предприятий и производственных объединений. Должно обязательно происходить совершенствование пищевого производства, что само собой предусматривает внедрение высокопроизводительного оборудования, поточных линий, расширение ассортимента и улучшение качества пищевых продуктов, выпуск пищевых продуктов, пользующихся повышенным спросом. Ассортимент пищевых продуктов должен обновляться в результате расширения ассортимента и улучшения качества самого сырья.
Технология современного пищевого производства все более становится механической, ее эффективность в первую очередь зависит от применяемого оборудования, все больше модернизированного. Пищевая и перерабатывающая промышленность остается самой крупной и жизненно важной отраслью экономики.
Процессы пищевой технологии в большинстве своем значительно сложны и зачастую представляют собой сочетание гидродинамических, тепловых, массообменных, биохимических и механических процессов. Основная цель науки «Процессы и аппараты пищевых производств» состоит в анализе элементарных технологических приемов и функционирования типичных аппаратов – в отдельности и различных сочетаниях.
Целью курсовой работы является закрепление и расширение полученных знаний по определению рабочих параметров пробивных сит, расчету вальцовой дробилки и расчету процесса транспортирования сырья.
1.Поточно-технологическая схема процесса получения дробленого продукта
Рассмотрим технологическую схему производства дробленого продукта. Схема технологического процесса начинается с того этапа, что сначала с помощью самосвала или какой-либо другой машины производят выгрузку сырья в завальную яму, где сырье и хранится до момента начала его переработки. Далее из завальной ямы сырье с помощью нории поступает на вибрационное сито, где и происходит один из главных этапов разделение фракций (отделения продукта от различных примесей). Просеянная продукция (то есть отделенная от различных примесей - проход) поступает на норию, и с помощью неё поступает на шнековый транспортер. Далее продукт с помощью шнекового транспортера поступает на дробление в молотковую дробилку. После дробления измельченный продукт поступает в завальную яму. Из ямы продукт с помощью нории подается в подвесной бункер-накопитель. И в завершении технологического процесса готовый продукт из бункера-накопителя подается в машину, и продукция поступает на реализацию, либо на дальнейшую переработку.
Что касается отходов от продукта, которые еще называют сходом, то в данном случае после просеивания примесь попадает в завальную яму и далее с помощью нории подается на ленточный конвейер. С ленточного конвейера примесь загружаются в подвесной бункер-накопитель. И в завершении, из бункера-накопителя примесь поступает в кузов автомобиля. В условиях нашей задачи отходы нигде не используются и нигде не реализуются, они вывозятся на свалку как переработанный продукт.

Рисунок 1.1 – Поточно-технологическая схема дробления продукта
1 - разгрузочно-загрузочное устройство;
2 – транспорт;
3 – завальная яма;
4 – нория;
5 – сито;
6 - бункер накопитель;
7 - шнековый транспортер;
8 – молотковая дробилка.
2.Расчет параметров сортирования смеси на фракции
Процесс разделения сыпучих продуктов основан на использовании различий физических и геометрических признаков: плотности частиц, линейных размерах, форме частиц, аэродинамических и ферромагнитных свойствах, состоянии поверхности и др.
В качестве признака делимости используем диаметр частиц. Процесс разделения называется сортированием, классификацией или сепарированием сыпучих материалов. Сепарирование - процесс разделения сыпучих продуктов на фракции, различающиеся физическими и геометрическими размерами.
Одним из видов разделения является механическое разделение, происходящее с помощью пробивных сит.
Технологические параметры пробивных сит и решет:
Пробивные сита выпускаются с круглыми, квадратными, и щелевидными отверстиями.
Материал для производства пробивных сит и решет: холоднокатаная, оцинкованная и нержавеющая сталь.
Толщина пробивных сит от 0,7 до 6,00 мм, в зависимости от исходного материала, размера и типа отверстий.

Рис. 1.1. Некоторые типы отверстий пробивных сит
Для исходной смеси, состоящей из продукта и примеси, закон распределения которых по диаметру частиц задан вариационными рядами, определим конструктивные и технологические параметры сита для разделения смеси на фракции: «примесь»-«продукт». Причём в продукте, исходя из экономических соображений, допустимо оставить до 8-10% примеси.
Возможные варианты делимости двухкомпонентной смеси по признаку х рассмотрены на рисунке 1.2 Закон распределения одного компонента описывается кривой 1, другого компонента – кривой 2.
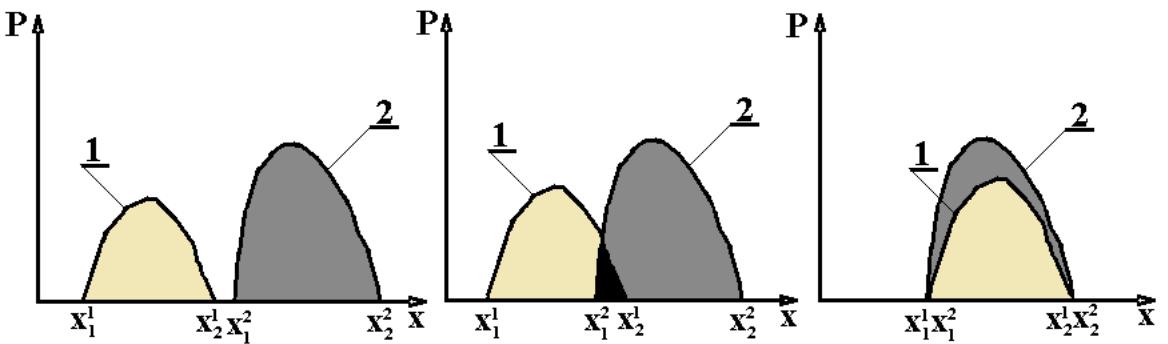
Рис. 1.2- Варианты делимости двухкомпонентной смеси по признаку х:
а – разделимые смеси; б – трудноразделимые смеси; в – неразделимые смеси
На основании статистических данных размеров частиц, построим ряд распределения геометрических параметров примеси и продуктов.
Таблица 2.1 – Распределение примеси и продукта по толщине частиц
Для примеси |
|||||||||||||||
Граница разряда |
2-2,5 |
2,5-3 |
3-3,5 |
3,5-4 |
4-4,5 |
4,5-5 |
5-5,5 |
5,5-6 |
6-6,5 |
6,5-7 |
7-7,5 |
7,5-8 |
8-8,5 |
8,5-9 |
9-9,5 |
Количество частиц в интервале |
2 |
10
|
60 |
80 |
100 |
130 |
160 |
170 |
160 |
140 |
110 |
90 |
70 |
11 |
3 |
Для продукта |
|||||||||||||||
Граница разряда |
5-5,5 |
5,5-6 |
6-6,5 |
6,5-7 |
7-7,5 |
7,5-8 |
8-8,5 |
8,5-9 |
9-9,5 |
9,5-10 |
10-10,5 |
10,5-11 |
11-11,5 |
11,5-12 |
12-12,5 |
Количество частиц в интервале |
2 |
10
|
60 |
80 |
100 |
130 |
160 |
170 |
160 |
140 |
110 |
90 |
70 |
11 |
3 |
На основании статистических данных размеров частиц, построим ряд распределения геометрических параметров примеси и продукта (табл. 2.2, 2.3).
Таблица 2.2 – Ряды распределения размеров частиц для примеси
Для примеси |
|||||||||||||||
Граница разряда, мм |
2-2,5 |
2,5-3 |
3-3,5 |
3,5-4 |
4-4,5 |
4,5-5 |
5-5,5 |
5,5-6 |
6-6,5 |
6,5-7 |
7-7,5 |
7,5-8 |
8-8,5 |
8,5-9 |
9-9,5 |
Количество частиц в интервале, шт. |
2 |
10
|
60 |
80 |
100 |
130 |
160 |
170 |
160 |
140 |
110 |
90 |
70 |
11 |
3 |
Среднее значение частиц интервала |
2,25 |
2,75 |
3,25
|
3,75 |
4,25 |
4,75 |
5,25 |
5,75 |
6,25 |
6,75 |
7,25 |
7,75 |
8,25 |
8,75 |
9,25 |
Таблица 2.3 – Ряды распределения размеров частиц для продукта
Для продукта |
|||||||||||||||
Граница разряда, мм |
5-5,5 |
5,5-6 |
6-6,5 |
6,5-7 |
7-7,5 |
7,5-8 |
8-8,5 |
8,5-9 |
9-9,5 |
9,5-10 |
10-10,5 |
10,5-11 |
11-11,5 |
11,5-12 |
12-12,5 |
Количество частиц в интервале, шт. |
2 |
10
|
60 |
80 |
100 |
130 |
160 |
170 |
160 |
140 |
110 |
90 |
70 |
11 |
3 |
Среднее значение частиц в интервале |
5,25 |
5,75 |
6,25 |
6,75 |
7,25 |
7,75 |
8,25 |
8,75 |
9,25 |
9,75 |
10,25 |
10,75 |
11,25 |
11,75 |
12,25 |
2. Используя данные таблицы 2 и 3, постоим гистограмму распределения размеров частиц.
При этом:
- откладывая по оси абсцисс среднее значение разряда, а по оси ординат – численность частиц получим точки в каждом интервале распределения;
- соединяя точки распределения отрезками прямой, получаем гистограмму распределения случайных величин примеси и продукта (рисунок 2.1)

3. Определим вероятность появления значений распределений каждого интервала (Рi):
 ,
,
 (1),
(1),
где
 - количество
частиц в i-м
интервале разряда, шт.;
- количество
частиц в i-м
интервале разряда, шт.;
N – общее количество частиц в распределении, шт.
Результаты расчета представлены в таблице 2.4.
Nпримеси=2+10+60+80+100+130+160+170+160+140+110+90+70+11+3=1296
Nпродукта=2+10+60+80+100+130+160+170+160+140+110+90+70+11+3=1296
Таблица 2.4 – Вероятность значений распределения каждого ряда для примеси и продукта
Для продукта |
|||||||||||||||
Количество частиц в интервале, n, шт |
2 |
10 |
60 |
80 |
100 |
130 |
160 |
170 |
160 |
140 |
110 |
90 |
70 |
11 |
3 |
Вероятность распределения, Р |
0,0015 |
0,0077 |
0,0463
|
0,0617 |
0,0772 |
0,1003 |
0,1235 |
0,1312 |
0,1235 |
0,108 |
0,0849 |
0,0694 |
0,054 |
0,0085 |
0,0023 |
Для примеси |
|||||||||||||||
Количество частиц в интервале, n, шт |
2 |
10 |
60 |
80 |
100 |
130 |
160 |
170 |
160 |
140 |
110 |
90 |
70 |
11 |
3 |
Вероятность распределения, Р |
0,0015 |
0,0077 |
0,0463
|
0,0617 |
0,0772 |
0,1003 |
0,1235 |
0,1312 |
0,1235 |
0,108 |
0,0849 |
0,0694 |
0,054 |
0,0085 |
0,0023 |
Примем условие, что все частицы имеют цилиндрическую форму и массу m=7*10-5кг, независимо от их размеров.
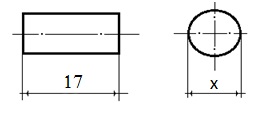
Рисунок 2.2 - Форма и геометрические размеры частиц, подлежащих распределению на фракции.
4. Определяем математическое ожидание случайной величины
 (2),
(2),
Учтем,
что ,
тогда
,
тогда
а) Для примеси:
mx=0,0015∙2,25+0,0077∙2,75+0,0463∙3,25+0,0617∙3,75+0,0772∙4,25+0,1003∙
4,75+0,1235∙5,25+0,1312∙5,75+0,1235∙6,25+0,108∙6,75+0,0849∙7,25+0,0694∙7,75+ 0,054∙8,25+ 0,0085∙8,75+0,0023∙9,25=5,81
б) Для продукта:
mx=0,0015∙5,25+0,0077∙5,75+0,0463∙6,25+0,0617∙6,75+0,0772∙7,25+0,1003∙
7,75+0,1235∙8,25+0,1312∙8,75+0,1235∙9,25+0,108∙9,75+0,0849∙10,25+0,0694∙10,75+ 0,054∙11,25+ 0,0085∙11,75+0,0023∙12,25=8,77