

Часть II
Конструкции дереворежущего инструмента
7. Пилы
7.1. Пилы рамные
Пилы используются в двух- и одноэтажных вертикальных лесопильных рамах, а также в тарных рамах [9].
Предназначены они для продольной распиловки бревен и брусьев.
Пилы для вертикальных лесопильных рам (ГОСТ 5524-75). По-
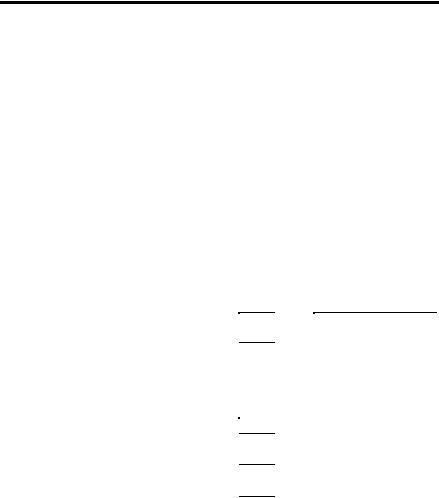
ставляются двух типов: тип 1 – с приклепанными планками (по требованию потребителя поставляются с комплектом планок и заклепок), тип 2 – без планок (рис. 17, а, б, табл. 12).
Пилы для тарных лесопильных рам (ГОСТ 10482-74) поставля-
ются без планок (рис. 17, в, табл. 13). Угловые параметры их аналогичны параметрам пил по ГОСТ 5524-75.
Таблица 12
Параметры пил для вертикальных лесопильных рам, мм
|
|
L1 |
|
t |
h |
|
r |
|
Обозначе- |
|
(преде- |
|
|
|
l |
|
|
|
льное |
|
Предельное |
Номиналь- |
Пре- |
|||
ние пил |
L |
откло- |
S |
отклонение |
|
ное значе- |
дельное |
|
|
|
нение |
|
± 0,5 |
|
ние |
откло- |
|
|
|
± 2) |
|
|
|
|
|
нение |
|
|
|
Пилы типа 1 |
|
|
|
||
3400-0022 |
1250 |
1190 |
2,2 |
22 |
15 |
10 |
4,0 |
±0,6 |
-0023 |
2,0 |
26 |
18 |
11,5 |
5,0 |
±0,7 |
||
-0024 |
|
|
2,2 |
|
15 |
|
|
|
-0026 |
1400 |
1340 |
2,0 |
22 |
10 |
4,0 |
±0,6 |
|
-0027 |
2,2 |
|
|
|
|
|
||
-0028 |
|
|
2,0 |
|
|
|
|
|
-0029 |
|
|
2,2 |
26 |
18 |
11,5 |
5,0 |
±0,7 |
-0032 |
1500 |
1440 |
2,2 |
|||||
-0033 |
|
|
2,5 |
|
|
|
|
|
56
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Окончание табл. 12 |
|||
|
Обозначе- |
|
|
L1 |
|
|
|
t |
|
h |
|
|
r |
|
|
||
|
|
|
(преде- |
|
S |
|
|
l |
|
|
|
|
|||||
|
ние пил |
L |
|
льное |
|
Предельное |
Номиналь- |
|
Пре- |
||||||||
|
|
|
|
откло- |
|
|
отклонение |
|
ное значе- |
дельное |
|||||||
|
|
|
|
нение |
|
|
± 0,5 |
|
|
|
ние |
|
откло- |
||||
|
|
|
|
± 2) |
|
|
|
|
|
|
|
|
|
|
|
нение |
|
|
|
|
|
|
|
|
Пилы типа 1 |
|
|
|
|
|
|||||
|
3400-0036 |
1600 |
|
1540 |
|
2,2 |
26 |
|
18 |
11,5 |
5,0 |
±0,7 |
|||||
|
-0037 |
|
|
2,5 |
|
|
|
22 |
|
|
|
|
|
||||
|
-0038 |
|
|
|
|
|
2,2 |
32 |
|
14 |
6,0 |
±0,8 |
|||||
|
-0039 |
|
|
|
|
|
2,5 |
|
|
|
18 |
|
|
|
|
|
|
|
-0043 |
1750 |
|
1690 |
|
26 |
|
11,5 |
5,0 |
±0,7 |
|||||||
|
-0044 |
|
|
|
|
|
|
|
|
|
22 |
14 |
6,0 |
±0,8 |
|||
|
3400-0046 |
1950 |
|
1890 |
|
|
32 |
|
2 |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
Пилы типа |
|
|
|
|
|
|
||||
|
3400-0051 |
1100 |
|
1040 |
|
1,6 |
18 |
|
12,5 |
8 |
3,5 |
±0,5 |
|||||
|
-0052 |
|
|
1,8 |
|
|
|
15 |
|
|
|
|
|
||||
|
-0053 |
|
|
|
|
|
1,6 |
22 |
|
10 |
4,0 |
±0,6 |
|||||
|
-0054 |
|
|
|
|
|
1,8 |
|
|
|
|
|
|
|
|
|
|
|
-0055 |
1250 |
|
1190 |
|
2,0 |
|
|
|
18 |
|
|
|
|
|
||
|
3400-0058 |
|
|
|
|
|
2,2 |
26 |
|
11,5 |
5,0 |
±0,7 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 13 |
||
|
Параметры пил для тарных лесопильных рам, мм |
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
Обозначение пил |
|
L |
S |
|
|
t |
|
h |
|
l |
|
r |
||||
|
|
|
|
|
|
|
|
|
|
|
Предельное отклонение ± 0,5 |
||||||
|
3400-0001 |
|
|
|
|
1,0 |
|
|
|
|
|
|
|
|
|
|
|
|
-0003 |
|
|
|
|
1,2 |
|
|
16 |
|
11 |
|
7 |
|
3 |
||
|
-0005 |
|
|
600 |
1,4 |
|
|
|
|
|
|
|
|
|
|
||
|
-0007 |
|
|
|
|
1,2 |
|
|
22 |
|
15 |
|
10 |
|
4 |
||
|
-0011 |
|
|
|
|
1,4 |
|
|
|
|
|
|
|
|
|
|
|
|
-0002 |
|
|
|
|
1,0 |
|
|
|
|
|
|
|
|
|
|
|
|
-0004 |
|
|
|
|
1,2 |
|
|
16 |
|
11 |
|
7 |
|
3 |
||
|
-0006 |
|
|
685 |
1,4 |
|
|
|
|
|
|
|
|
|
|
||
|
-0008 |
|
|
|
|
1,2 |
|
|
22 |
|
15 |
|
10 |
|
4 |
||
|
3400-0012 |
|
|
|
|
1,4 |
|
|
|
|
|
|
|
|
|
|
|
Зубья пил могут подвергаться разводу и плющению.
Материал пил – холоднокатаная лента из стали 9ХФ ГОСТ 5950-73. Твердость пил HRCэ 43…47.
57
120… 150 |
|
80… 110 |
|
|
180-5 |
а |
|
S |
|
L |
|
|
L 1 |
|
120… 150 |
|
100… 130 |
б |
|
180-5 |
|
L |
|
50… 70 |
|
40… 60 |
в |
|
180-5 |
|
|
|
|
L |
S |
|
|
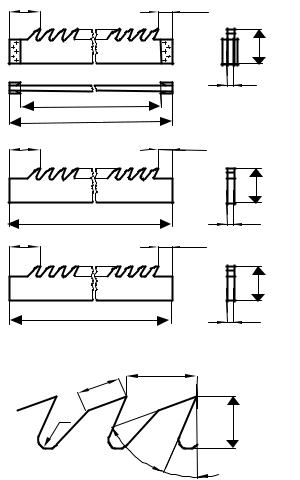
Профиль зубьев
t
l
r
h
47 ± 2°
15 ± 2°
Рис. 17. Пилы рамные: а, б – для вертикальных лесопильных рам; в – для тарных лесопильных рам
Пример заказа: пила рамная 3400-0032 ГОСТ 5524-75. Изготовитель – Горьковский опытно-промышленный металлургический завод (ГОПМЗ).
Необходимая длина пилы может быть найдена по формуле, мм,
L = tmax + H + (300...350), |
(14) |
где tmax – максимальная высота пропила, мм; H – ход пильной рамки, мм.
58