

Область допустимых режимов лежит ниже этой прямой (штриховка вертикальными линиями)
4.
Линия ограничения по заданному качеству
поверхности представляет собой
горизонтальную линию, отсекающую на
оси ординат
значение![]() .
Область допустимых режимов будет ниже
этой линии (штриховка наклонными
линиями).
.
Область допустимых режимов будет ниже
этой линии (штриховка наклонными
линиями).
5.
Проводим линию (прямую), соответствующую
заданной стойкости инструмента. Задавая
опять значения
![]() и
и![]() ,
находим соответствующие координаты
,
находим соответствующие координаты![]() и
и![]() по
формуле
по
формуле
 (4.13)
(4.13)
![]()
![]()
![]()
![]()
Область допустимых
режимов расположена слева от проведенной
прямой. После построения получили
область допустимых режимов. Из теории
решения задач оптимизации известно,
что оптимальное решение находится в
одной из угловых точек области. Найдем
значение целевой функции
![]() в этих точках и сравним между собой.
Очевидно, что точки
в этих точках и сравним между собой.
Очевидно, что точки![]() и
и![]() можно не рассматривать. Выбрав из
оставшихся значений наибольшее, получим
оптимальное решение.
можно не рассматривать. Выбрав из
оставшихся значений наибольшее, получим
оптимальное решение.
![]()
![]()
По паспорту станка наиболее близкие значения частоты вращения детали и продольной подачи:
-29-
График для поиска оптимального режима резания приведен на рис. 4.1.
y


 =lgs
nmin
nmax
=lgs
nmin
nmax



8 Nрез T








 6
6


 4
4
Px

 2
(max ns)
2
(max ns)



 smax
smax


1 2 3 4 5 6 7 8 x=lgn


 -2
-2
 smin
smin
 -4
-4

 -6
-6


 -8
-8
Рис. 4.1. График поиска оптимального режима.
Выбор метода и средств измерений деталей.
Вид технического контроля определяется технологическим процессом изготовления деталей.
При выборе измерительного средства в зависимости от допуска на изготовление необходимо учитывать, чтобы погрешность метода и средства измерения , которая должна составлять не более одной третьей от величины допуска. С этой целью используют номограммы (рис.5.1 ), каждая из которых составлена согласно необходимой точности контроля размеров измеряемых деталей. В номограммах по горизонтали приведены размеры детали, по вертикали – допуски на изготовление детали. Так, например номинальный размер отверстия под подшипник в корпусе во-
дяного насоса двигателя СМД-14 равен 62+0,03 мм (допуск 30 мкм), а допустимый - 62,09 мм (допуск 90 мкм), разница между допустимым и номинальным размерами составляет 60 мкм.
-30-
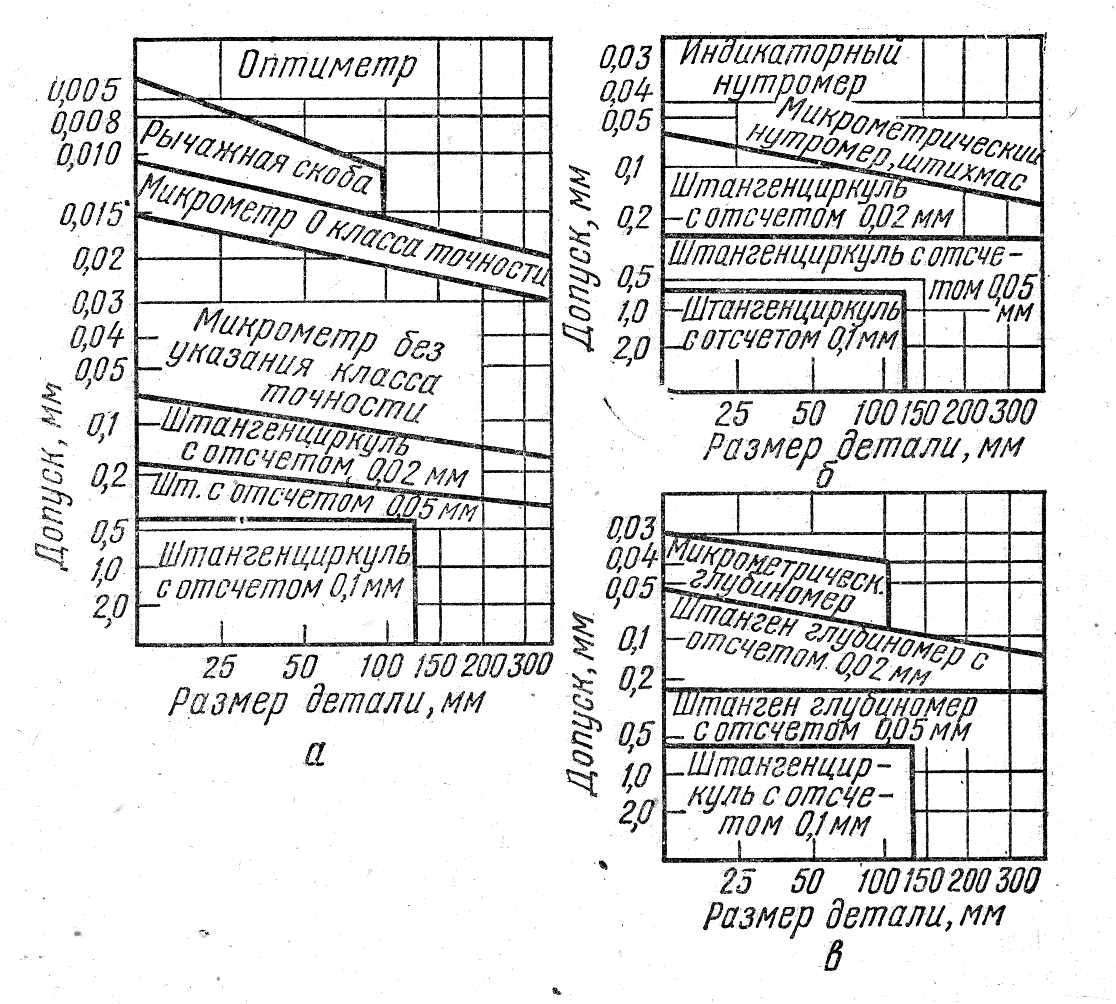
а- для валов; б – для отверстий; в – для глубины пазов
Рис. 5.1. Номограммы для выбора измерительных средств
Пользуясь номограммой, находим, что при контроле номинального размера 62+0,03 мм необходимо пользоваться индикаторным нутромером, а при контроле допустимого 62,09 мм - штангенциркулем с отсчетом 0,02 мм.