

10401
.pdf60
ЗАО «Регион-газ» (г. Запорожье, Украина) изготовляет |
|
бетононасосы-пневмонагнетатели для приготовления и подачи к месту |
|
укладки цементно-песчаных растворов подвижностью 3…5 |
см и бетонов |
жесткостью 16…32 с крупностью фракций до 30 мм, а также для заливки |
|
жаростойкими бетонными смесями желобов доменных печей, для |
|
футеровки сталеразливочных ковшей и крышек. |
Техническая |
характеристика пневмонагнетателей ЗАО |
«Регион-газ» |
приведена |
||
в табл. 7. |
|
|
|
|
|
|
|
Т а б л и ц а 7 |
|
Техническая характеристика пневмонагнетателей |
||||
ЗАО «Регион-газ» |
|
|||
|
|
|
|
|
Параметры |
|
Индекс машины |
|
|
|
СО-242М |
|
СО-311* |
ПН-600 |
Производительность, м3/ч |
3 |
|
4 |
5 |
Объем готовой смеси, м3 |
0,26 |
|
2х0,26 |
0,44 |
Геометрическая емкость, м3 |
0,3 |
|
2х0,3 |
0,6 |
Давление, МПа |
0,68 |
|
0,6 |
0,68 |
Крупность фракций, мм |
16…25 |
|
20 |
16…20 |
Мощность, кВт |
5,5/30** |
|
2х7,5/18,5** |
22,5 |
Напряжение/частота питающей сети, |
380/50 |
|
380/50 |
380/50 |
В/Гц |
|
|
|
|
Производительность компрессора, |
2,2…3,25 |
|
2,2 |
2,2 |
м3/мин |
|
|
|
|
Габаритные размеры, м |
3,0х1,5х1,7 |
|
3,1х1,7х1,6 |
2,95х1,02х1,6 |
Масса без секций растворопровода, кг |
1500 |
|
2200 |
1200 |
Дальность подачи, м: |
|
|
|
|
по горизонтали |
200 |
|
180 |
200 |
по вертикали |
80 |
|
60 |
80 |
*С двумя рабочими емкостями.
**Мощность перемешивающего электродвигателя/мощность компрессора.
3.4. Штукатурные станции
Штукатурные станции обычно работают с готовым товарным раствором и применяются на объектах со средними и большими объемами внешних и внутренних штукатурных работ. С помощью таких станций осуществляют высокопроизводительный комплексномеханизированный непрерывный процесс подачи и нанесения раствора. Они представляют собой комплект оборудования для приемки,
61
побуждения, просеивания, перекачивания и нанесения штукатурных растворов, смонтированного в технологической последовательности внутри металлического утепленного кузова, установленного на полозьях, в кузове автоприцепа или на пневмоколесном шасси. Обычно штукатурные станции комплектуются машинами серийного производства. Доставляют станции на объекты грузовыми автомобилями.
Штукатурные станции различают по конструкции и производительности растворонасоса, способу загрузки приемного бункера, типу побудителя-смесителя в приемном бункере. Основным параметром станций является производительность установленных на них растворонасосов. При загрузке приемных бункеров станций раствором транспортные средства (авторастворовоз, автосамосвал) располагаются на уровне стоянки станции или на подъездном пандусе. В качестве побудителей-смесителей, устанавливаемых в приемных бункерах станций, используют винтовые конвейеры и роторные устройства. Штукатурные станции выпускаются небольшими сериями заводами Минстройдормаша и строительных министерств. Техническая характеристика некоторых штукатурных станций приведена в табл. 8.
Т а б л и ц а 8
Техническая характеристика штукатурных станций
Параметры |
|
|
Индекс машины |
|
|
|
СО- |
СШ-4 |
СШ-6 |
УШОС-4 |
УШОС-6 |
|
114А |
|
|
|
|
Производительность, |
4 |
4 |
6 |
4 |
6 |
м3/ч |
|
|
|
|
|
Вместимость |
4 |
2,5 |
2,5 |
2,5 |
2,5 |
приемного бункера, |
|
|
|
|
|
м3 |
|
|
|
|
|
Максимальное |
3,9 |
1,47 |
2,3 |
1,47 |
1,47 |
рабочее давление, |
|
|
|
|
|
МПа |
|
|
|
|
|
Дальность подачи, м: |
|
|
|
|
|
по горизонтали |
250 |
150 |
300 |
150 |
150 |
по вертикали |
60 |
60 |
60 |
30 |
30 |
Мощность, кВт |
25 |
29,4 |
29,4 |
43,6 |
43,6 |
Масса, кг |
5000 |
3150 |
3150 |
4170 |
4170 |
Габаритные |
5,2х3х2,5 |
5,05х2,6х2,3 |
5,05х2,6х2,3 |
4,8х2,22х2,5 |
4,8х2,22х2,5 |
размеры, м |
|
|
|
|
|
62
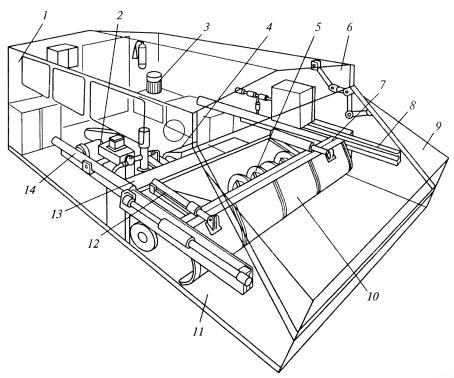
Штукатурная станция СО-114А (рис.19) является наиболее распространенной станцией и применяется на объектах промышленного, гражданского и сельского строительства, обеспеченных системами электро- и водоснабжения и подъездными путями. Кузов 1 станции совмещен с приемным бункером 11 вместимостью 4 м3 для приемки товарного раствора из транспортных средств, размещенных на уровне стоянки станции. Бункер снабжен крышкой 9, управляемой гидроцилиндром 6. высота приемной части бункера позволяет работать без пандусов. Внутри кузова размещены поршневой растворонасос 2 двойной производительности (2 и 4 м3/ч), поворотный струг 10, шнек 5, силовое оборудование, гидросистема, системы водоснабжения, вентиляции и отопления, электрооборудование и пульт управления 4.
Рис. 19. Штукатурная станция СО-114А
Шнек-смеситель со встречной двойной навивкой служит для побуждения и подачи раствора к просеивающему устройству, состоящему из сита, двух катков-щеток и скребков, расположенных в центре задней стенки бункера. Просеивающее устройство принудительно протирает раствор через сито и очищает сито от отходов. В обеих стенках приемного бункера предусмотрены люки для удаления высевок. Люки имеют систему привода, позволяющую управлять их открыванием– закрыванием с рабочего места оператора. На верхней части бункера расположены направляющие 8 для перемещения каретки
63
7. Последняя соединяется со стругом с помощью двух гидроцилиндров 12. Перемещение каретки по направляющим обеспечивается двумя гидроцилиндрами 14. Струг, предназначенный для порционного перемещения раствора в смесительную зону к шнеку-смесителю, представляет собой сварную конструкцию, заканчивающуюся в нижней части ножевой кромкой.
Гидросистема штукатурной станции приводит в действие каретку и струг. Она включает в себя насос 3 с электродвигателем, бак для масла, распределитель, гидроцилиндры. Растворонасос и шнек приводятся в действие от индивидуальных электродвигателей.
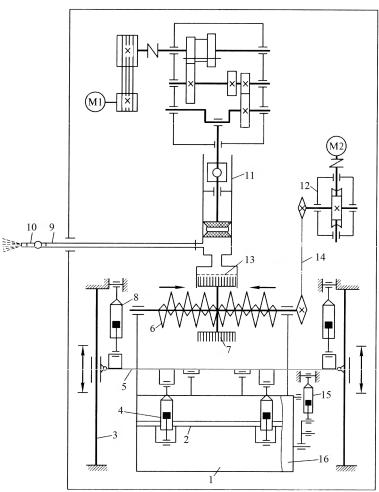
Рис. 20. Кинематическая схема штукатурной станции СО-114А:
1 – приемный бункер; 2 – струг; 3 – направляющие каретки; 4 – гидроцилиндры струга; 5 – каретка; 6 – шнек; 7 – щетки; 8 – гидроцилиндры каретки; 9 – напорный растворопровод; 10 – форсунка; 11 – растворонасос; 12 – червячный редуктор; 13 – просеивающее устройство; 14 – цепная передача; 15 – гидроцилиндр крышки бункера; 16 – крышка бункера
Работа станции осуществляется следующим образом; загруженный в приемный бункер раствор поворотным стругом подается порциями к
64
шнеку-смесителю, при вращении которого осуществляется побуждение раствора и подача его через просеивающее устройство в накопительный бак 13, откуда поршневым насосом 2 раствор транспортируется по растворопроводу в поэтажные раздаточные бункеры или непосредственно к рабочим местам штукатуров и форсунками наносится на поверхность. При побуждении раствора струг является подвижной стенкой, образуя закрытую смесительную камеру. В накопительном баке создается запас раствора, достаточный для бесперебойной работы растворонасоса в период подачи стругом очередной порции раствора из бункера в зону перемешивания. При необходимости в замес добавляется порция воды для доведения раствора до готовности подвижностью не менее 7 см. Очистка смесительной зоны бункера осуществляется путем реверса шнека, при этом отходы перемещаются к боковым стенкам и через люки удаляются наружу. Кинематическая схема станции СО-114А показана на рис. 20.
Станция комплектуется напорными резинотканевыми рукавами диаметром 38 и 50 мм, оборудована системами водоснабжения, отопления и вентиляции, а также средствами пожаротушения. Обслуживает станцию один оператор. Недостатком станции является отсутствие виброактивной зоны на сетке сита и побудителя в накопителе раствора.
3.5. Ручные штукатурно-затирочные машины
Ручные штукатурно-затирочные машины применяют для выравнивания и затирки различных штукатурных и других покрывочных составов, нанесенных на горизонтальные, наклонные и вертикальные поверхности. Эти машины используют также для затирки цементных стяжек оснований под полы и кровли из мягких рулонных материалов, при однослойном выравнивании гипсобетонных перегородок, затирке поверхностей при изготовлении железобетонных сборных элементов строительных конструкций, для шлифования прошпаклеванных и мозаичных поверхностей, облицовок фасадов зданий и т. п.
Штукатурно-затирочные машины выпускают с электрическим приводом, который может быть встроен в машину или приводит во вращение рабочий орган (затирочный диск) через гибкий вал.
Штукатурно-затирочные машины со встроенным электроприводом выпускались однодисковыми (СО-112Б) и двухдисковыми (СО-86Б) –

65
с наружным и внутренним дисками. В настоящее время в РФ ручные машины не производятся, однако предлагаемые торговыми организациями из консервационных запасов модели СО-112Б и СО-86Б широко используются в строительстве. В качестве привода этих машин используют асинхронные трехфазные электродвигатели с короткозамкнутым ротором, работающие на токе повышенной частоты 200 Гц при напряжении 42 В. Машины подключают к внешней сети переменного тока напряжением 220/380 В, частотой 50 Гц через преобразователь частоты тока или к специальной трехфазной сети переменного тока с частотой 200 Гц и напряжением 42 В. Низкое напряжение обеспечивает электробезопасность оператора. Машины комплектуют токоподводящим кабелем, который подсоединяется к источнику питания с помощью вилки штепсельного соединения.
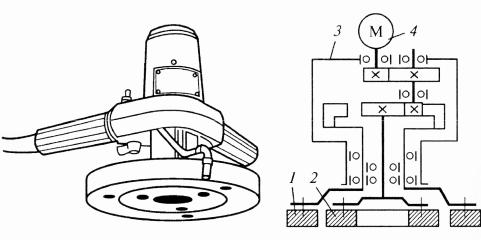
У однодисковой машины СО-112 Б (рис. 21) затирочный диск 1 приводится во вращение от электродвигателя 4 через редуктор 3, выходной вал которого соединен с диском упругой резиновой подвес - кой 2. Эластичное соединение позволяет диску самоустанавливаться на затираемой поверхности независимо от положения корпуса машины, что снижает сопротивление вращению диска при затирке.
Рис.21. Штукатурно-затирочная машина СО-112 Б
У двухдисковой машины СО-86 Б (рис.22) двухступенчатый редуктор 3 обеспечивает раздельный привод от электродвигателя 4 наружного 1 и внутреннего 2 затирочных дисков, которые вращаются в противоположные стороны и жестко соединены с выходными валами редуктора. Равнодействующая моментов вращающихся наружного и внутреннего дисков равна нулю, что делает машину устойчивой, уменьшает нагрузку на руки оператора, благодаря чему увеличивается производительность труда и повышается качество работ.
66
Для улучшения качества затирки к машинам может подаваться вода, смачивающая затираемую поверхность. Количество воды, подаваемой в зону обработки под давлением 10… 30 кПа, зависит от состояния затираемой поверхности и регулируется с помощью переключателя подачи воды. Вода к машинам подается от водопровода по тонкому резиновому рукаву. Переключатель подачи воды и выключатель привода установлены у правой рукоятки управления.
Рис. 22. Штукатурно-затирочная машина СО-86 Б
Техническая характеристика штукатурно-затирочных машин приведена в табл. 9.
|
|
Т а б л и ц а 9 |
Техническая характеристика затирочных машин |
||
Параметры |
Индекс машины |
|
|
СО-86Б |
СО-112Б |
Производительность, м2/ч |
50 |
50 |
Диаметр затирочного диска, мм |
200/122* |
200 |
Частота вращения диска, с-1 |
7,9/12* |
12 |
Электродвигатель: |
|
|
тип |
Трехфазный асинхронный |
|
мощность, кВт |
0,2 |
0,2 |
напряжение, В |
42 |
42 |
частота вращения, с-1 |
193 |
193 |
частота тока, Гц |
200 |
200 |
Габаритные размеры, мм |
280х270х210 |
280х270х230 |
Масса без затирочных дисков, шлангов и кабеля, |
2,5 |
2,2 |
кг |
|
|
*Для наружного/внутреннего дисков |
|
|
67
Затирка штукатурной поверхности затирочными машинами выполняется во время процесса схватывания раствора, когда прочность накрывочного слоя достигает 0,05…0,1 МПа и должна быть закончена до начала его твердения. При затирке штукатурного покрытия штукатурнозатирочной машиной происходят пластическая деформация верхнего слоя и частичное его уплотнение. Одновременно с этим осуществляется выравнивание поверхности по всей площади посредством переноса частиц раствора в плоскости обработки.
При работе штукатурно-затирочную машину плавно перемещают вручную, прижимая диски с определенным усилием к обрабатываемой поверхности.
На производительность штукатурно-затирочных машин существенное влияние оказывает утомляемость оператора, зависящая от габаритов и массы машины, усилия прижатия, реактивных моментов на рукоятках управления. Усилие прижатия прикладывается перпендикулярно плоскости обработки и может варьироваться в зависимости от типа машин, вида рабочего органа, характера и материала обрабатываемой поверхности. Сила нажатия, прикладываемая руками опера-тора к машине в процессе работы, должна составлять не менее 31 Н.
Каждая штукатурно-затирочная машина снабжается набором сменных дисков, которые устанавливают в зависимости от характера выполняемых работ. Для затирки штукатурного слоя и цементных стяжек применяют диски, изготовленные из древесностружечной плиты, картона, вспененного полистирола и пенопласта. Дисками, покрытыми наждачной бумагой, шлифуют прошпаклеванные поверхности. С помощью корундовых вставок в древесностружечной плите шлифуют поверхности, облицованные мягкими породами камня.
68
Заключение
В представленной работе изложены основные сведения о технологии выполнения штукатурных работ при отрицательных температурах, основных свойствах противоморозных химических добавок, способах и приемах подготовки помещений и оштукатуриваемых поверхностей.
Приведены сведения о механизации штукатурных работ на всех технологических переделах: приготовление растворных смесей, их транспортировка к месту потребления и нанесение на поверхности.
Кроме иллюстраций, приведены сведения о технических характеристиках рекомендуемых к применению машин и механизмов.
Вместе с тем в работе даны описания ранее применявшихся способов оштукатуривания и в настоящее время как бы обретающих «второе дыхание».
Данную работу следует рассматривать как дополнение к методическим указаниям по обучению рабочей профессии штукатура, позволяющее расширить кругозор студентов как будущих специалистов в вопросах организации отделочных работ в процессе возведения зданий и сооружений, в вопросах выполнения расчетно-графических работ.
Кроме того, данная работа может быть полезна при изучении дисциплин «Основы строительного дела» и «Введение в специальность».
69
Библиографический список
1.Сборник сметных норм и расценок на ремонтно-строительные работы [Текст] : СНиР-91 Р : утв. Госстроем России 23.07.92. Сб. 61 : Штукатурные работы. - М. : [б. и.], 1998.
2.Единые нормы и расценки на строительные материалы и ремонтно-строительные работы [Текст] : утв. Госстроем СССР. Сб.
Е8: Отделочные работы. - М. : Стройиздат, 1987.
3.Нормативные показатели расхода материалов. [Текст] : Сб. 15.02 : Штукатурные работы / Минстрой России ; сост.-разраб. : З. Н. Акимова [и др.]. – М. : ГП ЦПП, 1996. – 54 с.
4.Шепелев, А. М. Штукатурные работы [Текст]: учебник /А. М.
Шепелев. – М. : Высш. шк., 1998. – 222 с. : ил.
5.СНиП 12-04-2002. Безопасность труда в строительстве. [Текст] : Часть 2. строительное производство. - М.: Книга сервис, 2003. – 48 с.
6.Шепелев, А. М. Штукатурные декоративно-художественные работы [Текст] : учебник / А. М. Шепелев. – 4- е изд., перераб. и доп. –
М. : Высш. шк., 1990. – 239 с. : ил.
7.Зубрилина, С. Н. Справочник штукатура [Текст]: справочник / С. Н. Зубрилина. – Ростов н/Д : Феникс, 2003. – 318 с. : ил.
8.Лебедева, Л. М. Справочник штукатура [Текст]: профессия / Л. М.
Лебедева. – 5- е изд., стер. – М. : Высш. шк. : Академия, 2000. |
– 206 |
с. |
|
9. Строительные машины и оборудование |
[Текст] : Справочник/ |
||
С.С.Добронравов, М.С. Добронравов, 2-е изд., |
перераб. и |
доп. – |
М.: |
Высш. шк., 2006. – 445 с.: ил. |
|
|
|
10.СНиП 3.04.01 - 87. Изоляционные и отделочные покрытия [Текст]: утв. Госстроем СССР 4.12.1987 №280. Изд-во офиц. – М., 1988. – 36 с.
11.МДС 12-24.2006. Устройство обычных, декоративных и гидроизоляционных штукатурных покрытий зданий [Текст] : ЗАО
«ЦНИИОМТП». – М., 2006. – 13 с.
12.МДС 12-30.2006. Методические рекомендации по нормам, правилам и приемам выполнения отделочных работ [Текст] : ЗАО
«ЦНИИОМТП». – М., 2007. – 23 с.
13.106-05 ТК. Технологическая карта на оштукатуривание внутренних кирпичных поверхностей при простой, улучшенной и высококачественной штукатурке [Текст] : ОАО «ПКТИпромстрой», 2005. – 44 с.
14.156-07 ТК. Технологическая карта устройства штукатурных покрытий фасадов [Текст] : ОАО «ПКТИпромстрой», 2007. – 29 с.