

7245
.pdf-60-
его подъема и опускания, систем подачи пара в тепловые отсеки и сжатого воз-
духа к механизмам передвижения и сжатия пакета формовочных и тепловых от-
секов. Рельсы, по которым перемешаются на катках формовочные и тепловые отсеки, забетонированы на уровне пола. Отсеки поддерживаются в вертикаль-
ном положении и фиксируются передними и задними каретками. При тепловой обработке и на формовочном посту формовочные и тепловые отсеки соединены замками. На постах распалубки, чистки, смазки и установки арматуры (зона под-
готовки) они раздвинуты, причем зона подготовительных работ по длине дости-
гает 2...3 м (против 850 мм в механизированных кассетах). Пакет формовочных и тепловых отсеков передвигается с помощью двух толкателей, расположенных с торцевой стороны пакета формовочных и тепловых отсеков.
Рабочий цикл начинается с распалубки первой панели (5) и ее извлечения из формовочного отсека. Затем первый формовочный отсек последовательно пе-
ремещается на пост 6, где производится чистка и смазка отсека. В это время на посту 5 распалубливается очередное изделие. Затем первый формовочный отсек перемещается на пост 7 для установки в него арматурных каркасов и закладных деталей, после чего он поступает на пост 8, где производится бетонирование из-
делия. Уплотнение смеси при формовании осуществляется глубинными вибрато-
рами с поличастотными колебаниями, которые располагаются на траверсе. Тра-
верса может перемещаться по рельсам (9), расположенным на станине. Зафор-
мованные отсеки перемещаются в зону А, где собираются в пакет и подключа-
ются через парораспределительную гребенку к паропроводу.
После окончания тепловой обработки весь пакет формовочных и теп-
ловых отсеков перемещается в зонуB, и циклповторяется вновь.
-61-
2.3. Спаренная кассетно-конвейерная линия
Такая линия (см. рисунок 16) представляет собой как бы две парал-
лельные конвейерные кассетные установки, работающие в одном ритме, и
замкнутые в кольцо с торцов передаточными тележками. С помощью пере-
даточных тележек формовочные и тепловые отсеки передаются с одной линии на другую, параллельную ей.
Цикл работы спаренной ККЛ начинается с распалубки изделия (9).
Изделия из формовочного отсека извлекаются мостовым краном и отправ-
ляются на линию отделки и мелкого ремонта, а затем на склад готовой продукции. Освобожденный от изделия тепловой отсек с установленной на нем бортоснасткой (6) перемещается на резервный пост (10), а затем на пост чистки (11). После очистки отсек передаточной тележкой (2) транс-
портируется на параллельно расположенную конвейерную линию и пере-
дается на пост смазки (12), а затем через промежуточный пост - на пост ус-
тановки арматурных каркасов, закладных деталей и каналов скрытой элек-
тропроводки (13) Подготовленный формовочный отсек замками присое-
диняется к пакету формовочных и тепловых отсеков и на посту формова-
ния (8) бетонируется изделие. Отформованные изделия проходят зону те-
пловой обработки и поступают на противоположный конец пакета формо-
вочных и тепловых отсеков и цикл повторяется сначала. Уплотнение бе-
тонной смеси в таких ККЛ осуществляется с помощью щелевых вибри-
рующих труб. Щелевая вибрирующая труба представляет собой плоскую прямоугольную трубу с вибратором на ее верхнем конце и бункера для бе-
тонной смеси. После сборки формовочного отсека в него между сетками арматурного каркаса опускаются щелевые вибрирующие трубы. В бункера щелевых труб загружается бетонная смесь, которая под действием
-62-
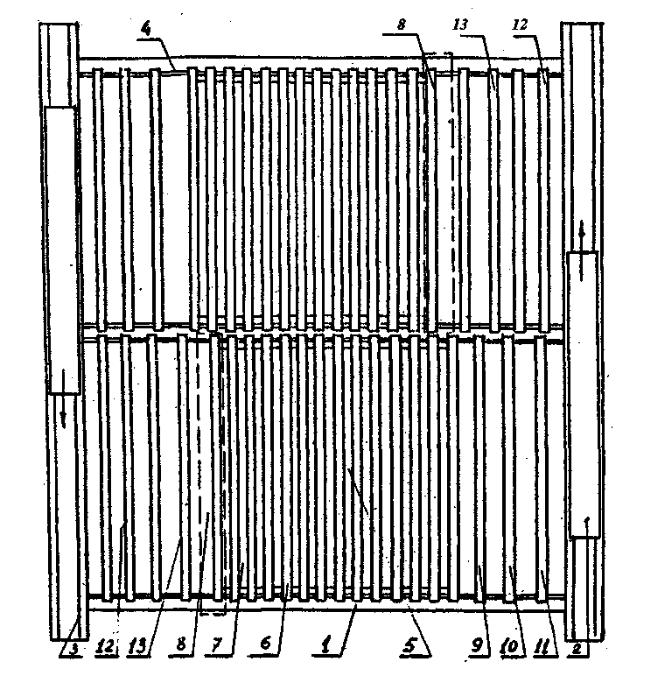
Рисунок 16 - Схема спаренной кассетно-конвейерной линии
1 - станина; 2 - передаточная тележка; 3 - рельсы передаточной тележки; 4 - рельсыдляперемещения формовочных итепловыхотсеков; 5 - пакетформовочных и тепловых отсеков; 6 - тепловой отсек с бортоснасткой; 7 - формовочныйотсек; 8 - постформования; 9 - постраспалубки; 10 - резервный пост; 11 - пост чистки; 12 - пост смазки; 13 - пост армирования
-63-
вибрации поступает непосредственно в трубы. В это время из бетонной смеси происходит интенсивное удаление защемленного воздуха. Бетонная смесь под действием вибрации и гидростатического давления поступает в формовочный отсек. По мере заполнения формовочного отсека бетонной смесью вибрирующие щелевые трубы поднимаются. После того, как фор-
мовочный отсек заполнен, вибрация прекращается, и формовочное устрой-
ство поднимается в исходное положение. Следует отметить, что примене-
ние такого способа подачи и уплотнения бетонной смеси позволяет приме-
нять менее подвижные, а, следовательно, более экономичные по расходу цемента бетонные смеси, а также существенно увеличить скорость бетони-
рования (до 2 м3 за 5. .8 мин.).
2.4. Кольцевая кассетно-конвейерная линия
В последнее время разработан ряд кольцевых кассетно-конвейерных линий с вертикальным формованием изделий. Они отличаются высокой производительностью, простотой и надежностью транспортных средств,
эффективным использованием производственных площадей. Технологиче-
ский процесс в таких ККЛ непрерывен, что исключает холостые ходы, тех-
нологические противопотоки, остановки между промежуточными опера-
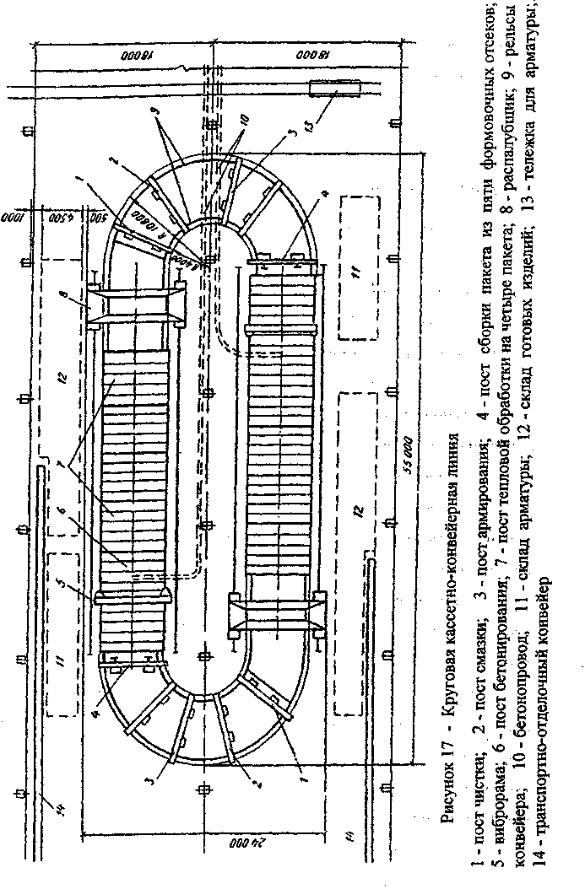
циями. Схеме одной из кольцевых кассетно-конвейерных линий представ-
лена на рисунке 17.
Кольцевая кассетно-конвейерная линия располагается в двух проле-
тах по 18 м на длине 55м. Ее производительность 50 тыс. м3 изделий в год,
продолжительность тепловой обработки составляет 8,5 часов, масса техно-
логического оборудования - 650 т, число формомест - 54. Предусмотрено использование бетонных смесей марки П2 за счет объемного вибрирования.
-64-
-65-
секции из пяти изделий при помощи виброблока с горизонтальными круго-
выми колебаниями.
2.5. Кассетно-конвейерная линия СКТБ "Стройиндустрия"
Несмотря на существенное падение объемов домостроения в 90-е годы в настоящее время уже ставится вопрос о приоритетном развитии строи-
тельства сравнительно дешевого жилья. Опыт жилищного строительства в предыдущие 40...50 лет показывает, что наиболее дешевым оказывается крупнопанельное типовое домостроение. Увеличение объемов жилищного строительства в нашей стране в настоящее время может быть осуществлено как за счет наращивания новых мощностей, так и за счет со-
вершенствования технологии производства изделий и деталей для крупно-
панельного домостроения благодаря реконструкции и техническому пере-
вооружению действующих предприятий на основе прогрессивных техноло-
гий и оборудования. К такому оборудованию относятся кассетно-
конвейерные линии по изготовлению плоских изделий (панели внутренних стен и перекрытий, доборные элементы и др.), разработанные СКТБ
"Стройиндустрия" и впервые внедренные в 1982 году на заводе крупно-
панельного домостроения Калининского сельского ДСК (ныне г. Тверь).
Такие кассетно-конвейерные линии нашли наиболее широкое применение на заводах КПД как в России, так и в странах СНГ
В настоящее время в нашей стране работают более 20 кассетно-
конвейерных линий конструкции СКТБ "Стройиндустрии", оснащенных
-66-
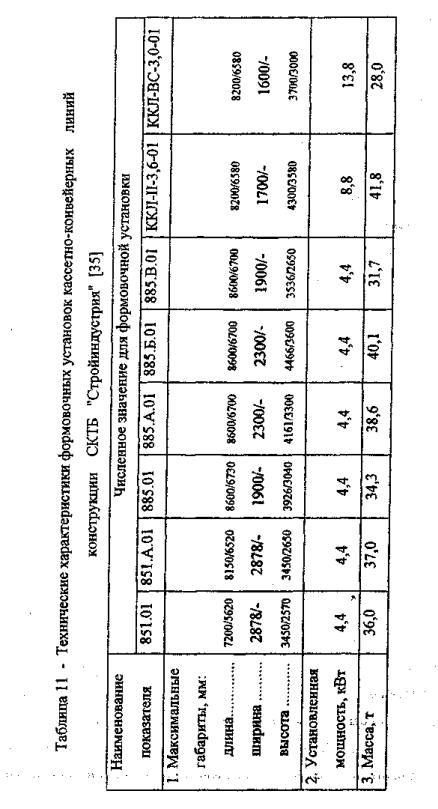
различными формовочными установками , технические характеристики ко-
торых приведены в таблице 11.
-67-
Кассетно-конвейерная линия СКТБ "Стройиндустрия" представляет собой горизонтально замкнутый конвейер, состоящий из ряда формовочных установок, в которых осуществляется изготовление изделий и первый этап тепловой обработки, горизонтальной тоннельной камеры непрерывного дей-
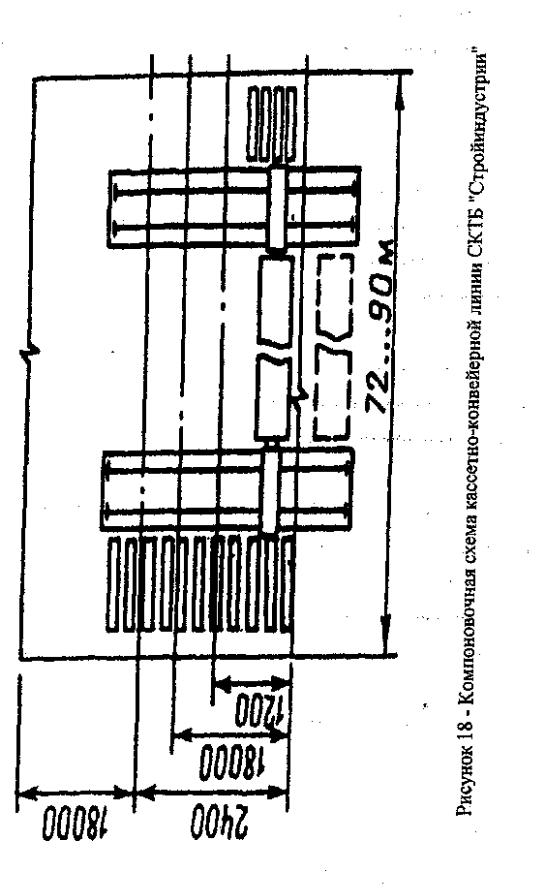
ствия для осуществления второго этапа тепловой обработки и конвейерной линии (или отдельных постов) подготовки к формованию форм-делителей
(см. рисунок 18). Линия может располагаться в пролете 12 м (Новгородское ПСО - 4 формовочных установки), 18 м (Калининский ДСК г. Тверь - 6 фор-
мовочных установок), 24 м (Ивановский ДСК - 9 формовочных установок).
На некоторых заводах такая линия может занимать часть смежного пролета.
Кассетно-конвейерные линии СКТБ "Стройиндустрии" размещаются в про-
летах длиной до 96 м с отметкой головки подкранового рельса 8,15 м и могут сопрягаться с различными системами подачи бетонной смеси (бетоновозная тележка, транспортер, приготовление на месте, бетононасос, кюбель и др.)
Для формования изделий используются бетонные смеси марки ГО, уплот-
няемые вибрацией наружных щитов от навесных вибраторов. Перемещение наружных щитов при распалубке и сборке осуществляется механизмами,
аналогичными распалубочным машинам (СМЖ-252Б, СМЖ-3301Б и др.)
стационарных кассет.
Первая стадия тепловой обработки осуществляется на формовочных постах. Предполагалось, что использование добавки ускорителя-твердения и применение для бетонирования разогретой до 40...60 ° С обеспечат рас-
палубочную прочность ( около 2 МПа) через 1 час тепловой обработки.
Практика показала необходимость увеличения первой стадии тепловой обработки до 1,5...2,0 часов для достижения прочности бетона 5 МПа,
т.к. в противном случае наблюдалось снижение конечной прочности, а в
-68-
-69-