

3. Хронометраж
Как отмечалось ранее, в ходе хронометражных наблюдений измеряются затраты времени на выполнение операции и ее элементов с помощью сплошных, выборочных или цикловых замеров. Результат записываются цифровым способом, иногда с применением индексов графиков. Рассмотрим методику проведения хронометража.
Прежде всего определяется цель наблюдения. В зависимости от цели выбирается объект наблюдения.
Если цель — установление или уточнение норм, то в качестве объекта наблюдения выбираются так называемые среднепрогрессивные рабочие, выполняющие нормы на уровне между средним и высшим. При этом до наблюдения следует привести организацию и обслуживание рабочего места, выбор режимов работы оборудования в соответствие с требованиями рациональности и эффективности.
Если целью является разработка нормативов, то в качестве объекта наблюдения отбираются типовые исполнители (среднетиповые психофизиологические данные, стаж, квалификация), выполняющие работу в нормальном темпе.
Для изучения передового опыта отбираются лучшие рабочие, однако надо учитывать, что выполнение отдельных приемов может быть более рациональным и у рядовых рабочих.
Если цель состоит в установлении причин невыполнения норм, то в качестве объекта наблюдения отбираются рабочие, не выполняющие нормы и перевыполняющие их (для сравнения полученных данных). В этом случае перед наблюдением в организацию и обслуживание рабочего места, в режимы работы оборудования изменения не вносятся.
Следующий этап работы — подготовка к проведению наблюдения. Необходимо тщательно изучить операцию и ее элементы, организационно-технические условия ее выполнения. Эти сведения вносятся на лицевую сторону специального бланка наблюдения — хронокарты .
Далее осуществляется разделение операции на отдельные элементы (комплексы приемов, приемы, действия). Степень дробления зависит в основном от типа производства, определяющего требуемую точность норм. Наиболее дробное деление характерно для массового, крупносерийного производства, наименее дробное — для серийного и мелкосерийного.
Следует проанализировать, все ли элементы операции являются необходимыми, рациональна ли их последовательность, есть ли возможность параллельного выполнения отдельных элементов.
Разделив операцию на элементы, необходимо установить фиксажные точки — четко выраженные (по звуку, зрительному восприятию) моменты начала и окончания каждого элемента. При проведении сплошного (непрерывного) хронометража с записью показаний по текущему времени начальная фиксажная точка определяется только для первого элемента операции. Для остальных элементов операции начальной будет конечная фиксажная точка предыдущего элемента.
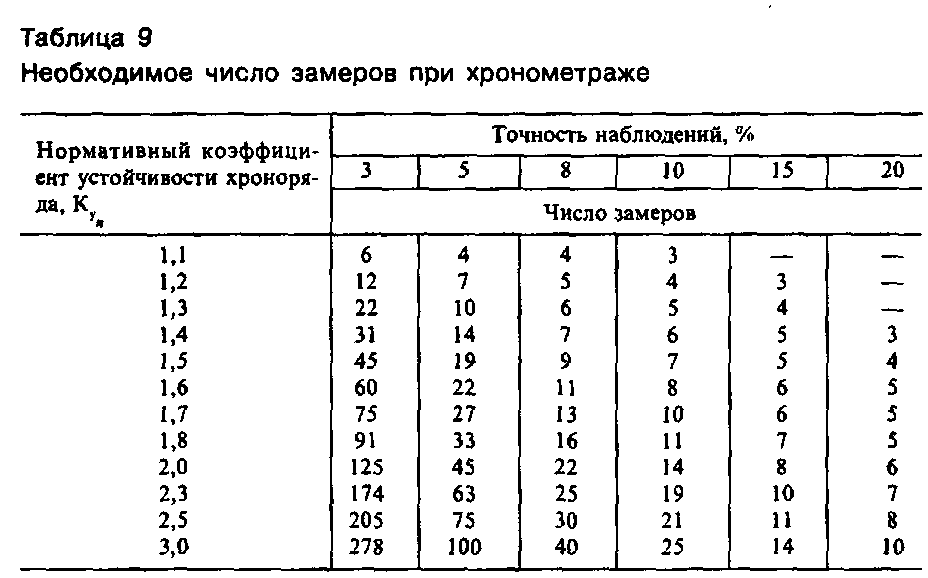
Прежде чем приступать к наблюдению, нужно определить, какое количество наблюдений необходимо и достаточно для требуемой точности результатов. Дело в том, что на работу исполнителя влияет ряд факторов, поэтому а разных наблюдениях продолжительность элементов операции будет неодинаковой. Усредненные данные по итогам ряда наблюдений будут тем точнее, чем больше их количество. В силу этого необходимое число наблюдений (замеров) зависит от требуемой точности норм (в процентах) и нормативного коэффициента устойчивости хроноряда. Хроноряд —ряд значений продолжительности отдельного элемента во всех проведенных замерах.

Коэффициент устойчивости показывает допустимый «разброс» максимального и минимального значений продолжительности элемента операции в хроноряде. Так, нормативный коэффициент устойчивости 1,5означает, что максимальное значение не должно превышать минимальное более чем в 1,5раза. Нормативный коэффициент устойчивости хронорядов (К )определяется в зависимости от уровня механизации работ (при машинной работе длительность ее выполнения меньше зависит от случайности, чем при машинно-ручной и ручной), длительности элемента операции (при более длительном элементе допустима меньшая погрешность), типа производства (более массовый тип требует большей точности) —см. табл. 8.

Число замеров зависит и от требуемой точности норм в процентах (величины допустимой погрешности). Для массового производства эта величина составляет 3—5%, для крупносерийного — 5—8%, для серийного — 8—10%, для мелкосерийного и единичного — 10—20%. В табл. 9 представлено определение необходимого числа замеров.
Точность замеров времени и применяемые приборы (секундомер, хроноскоп) зависят от длительности элементов операции: при длительности до 10 с — точность до 0,1 с, при длительности более 10с — точность до 0,5 с.
Проводить хронометраж следует через 50—60мин после начала смены, по окончании периода вырабатываемости. Необходимо заранее выбрать удобное место для наблюдателя с учетом того, чтобы не мешать работнику. Наблюдатель не должен отвлекать работника вопросами, делать замечания, следует его заранее оповестить о дне проведения и цели хронометража. При осуществлении хронометража с целью установления норм и разработки нормативов рабочего инструктируют о порядке выполнения операции, надлежащих организации и обслуживания рабочего места.
Следующий этап работы — собственно наблюдение. Исследователь ведет наблюдение, фиксирует показания времени, отмечает их в хронокарте (см. табл. 10). При сплошном хронометраже в хронокарте отмечаются показания текущего времени окончания каждого элемента (строка, обозначенная индексом «Т»). Начало наблюдения, соответствующее начальной фиксажной точке первого элемента в первом замере, определяется как 0 в отсчете текущего времени. При выборочном хронометраже в хронокарте фиксируется продолжительность каждого элемента (строка, обозначенная индексом «П»). Если в ходе наблюдения работником или наблюдателем допускается ошибка, то она отмечается в разделе «Дефектные замеры» с указанием номеров элемента операции и замера и расшифровкой причины ошибки.
Проведя наблюдение, приступают к обработке полученных данных.
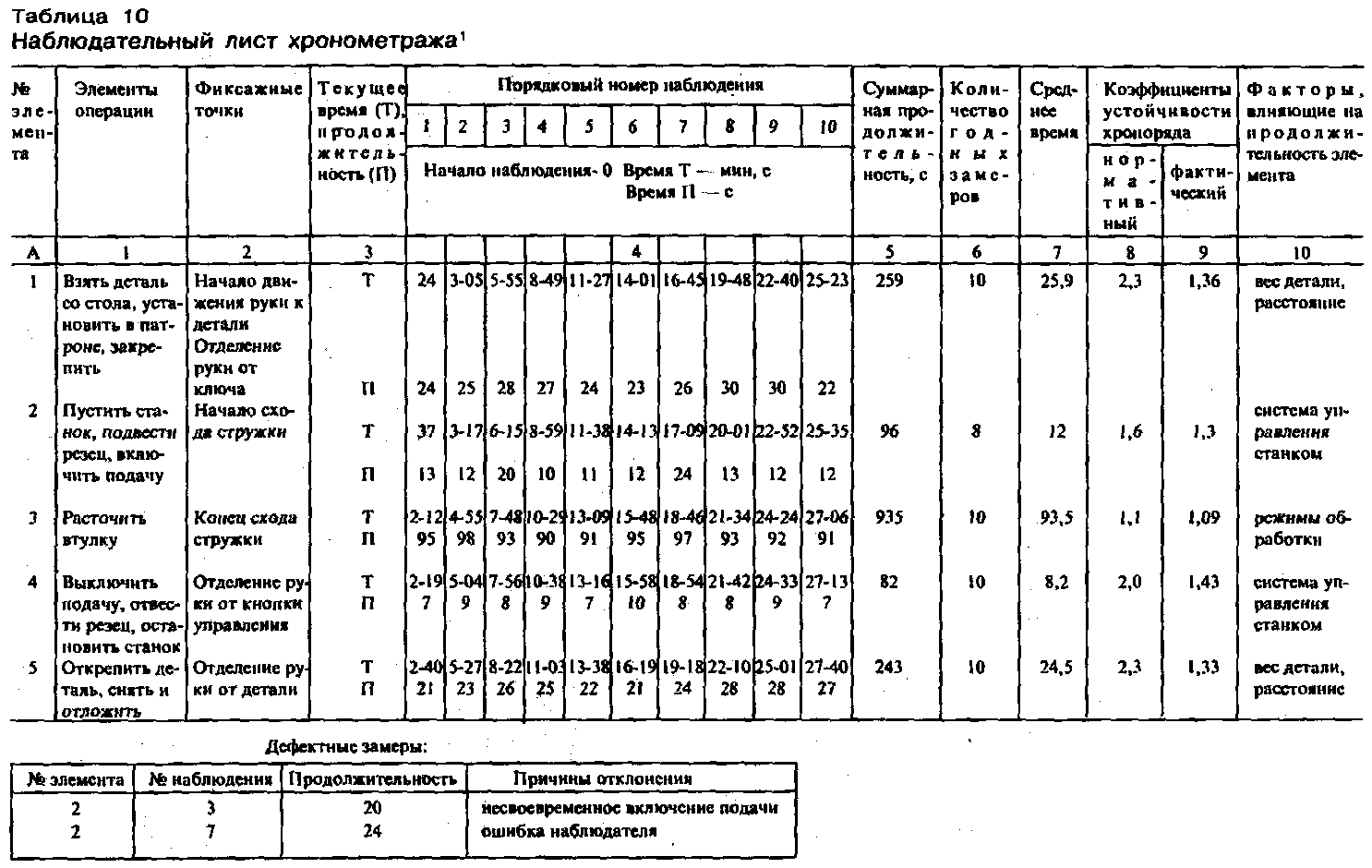
При сплошном непрерывном хронометраже она начинается с определения продолжительности каждого элемента. Из текущего времени начала первого элемента в первом замере вычитается 0 — получается 24. Из текущего времени окончания второго элемента вычитается текущее время окончания первого замера — получается продолжительность второго элемента: 37 - 24 = 13 и т.д. При переходе к обработке данных следующего замера из текущего времени окончания первого элемента во втором замере вычитается текущее время окончания последнего элемента в первом замере: 3-05 - 2-40 = 25 с. Таким образом обрабатывается вся хронокарта и получаются хроноряды по каждому элементу операции-
Далее — устраняются (зачеркиваются), в соответствии с записями, дефектные замеры в каждом хроноряде и приступают к процедуре проверки устойчивости хронорядов. Проверка определяет качество наблюдений, соответствие полученных данных требуемой точности. Для этого на основе табл.10 в соответствующий столбец хронокарты вносится нормативный коэффициент устойчивости хроноряда. Затем рассчитывается фактический коэффициент устойчивости (К) путем деления максимальной продолжительности элемента во всех замерах; на его минимальную продолжительность. При этом исключенные дефектные замеры в расчет не принимаются. Так, для второго хроноряда фактический коэффициент устойчивости составит 13 : 10 = 1,3.
Требуемое условие устойчивости хроноряда: фактический коэффициент устойчивости должен быть менее или равен нормативному. В нашем случае все хроноряды устойчивы, однако возможно и иное. Например, если бы тип производства был массовый, то нормативный коэффициент устойчивости по второму хроноряду составил бы 1,2, T.e оказался бы меньше фактического. В этом случае требуется чистка хрононаряда, в ходе которой отбрасывается максимальный или минимальный замер в неустойчивом хроноряде и повторно рассчитывается фактический коэффициент устойчивости. Отбросим максимальное значение — 13 с. Тогда фактический коэффициент будет равен 12 : 10 1,2. Это значение не превышает нормативное, хроноряд устойчив, можно переходить к дальнейшим расчетам. Следует отметить, что количество дефектных и отброшенных в ходе чистки хронорядов замеров не должно превышать 15%. Иное означает, что наблюдение npoведено некачественно и исследование нужно повторить.
Процедура проверки устойчивости хронорядов обязательна npи любой разновидности хронометража — сплошном, выборочном, цикловых замерах.
Далее определяется и записывается в хронокарту суммарная продолжительность всех годных (т.е. кроме дефектных и отброшенных замеров и их количество — по каждому элементу операции. Затем рассчитывается средняя продолжительность каждого элемента, для чего суммарная продолжительность замеров делится на число годных замеров (так, для второго элемента операции она составит 96 : 8 = 12с). В результате суммирования средней продолжительности всех элементов операции получается продолжительность операции в целом:
25,9 + 12 + 93,5 + 8,2 + 24,5 = 164,1 с (2,74 мин).
Следующий этап — анализ и использование итогов наблюдения. Допустим, что цель исследования — проверка обоснованности действующих норм. В этом случае при наличии отклонений в выполнении нормы по сравнению установленной (например, невыполнение) целесообразно провести анализ отдельных элементов операции _ сопоставить выявленные в ходе хронометража затраты машинного времени с нормативными. Возможно, излишнее машинное время связано с более низкими, по сравнению с заложенными в норме, режимами работы оборудования. Следует также выяснить, не превышают ли нормативы затраты времени на ручные элементы работы (вспомогательное время). Такое превышение может объясняться тем, что работник недостаточно квалифицирован, использует нерациональные приемы работы, выполняет лишние действия.
Если цель исследования —установление нормы, то на основе наблюдения устанавливают организационно-технические условия, методы и приемы выполнения работы, определяют варианты сокращения затрат оперативного времени. Рассчитаем сменную норму выработки по результатам обработанного хронометража. Машинное время (Тм) составило 93,5с (1,56мин). Вспомогательное время (Тв) — 70,6с (1,18 мин). Оперативное время (Топ) составляет Топ =Тм +Тв = 2,74мин. Пусть норматив времени на отдых и личные надобности — 8%от оперативного времени, на обслуживание рабочего места — 4%.Их сумма (К) равна 12%оперативного времени. Значит, норма штучного времени (Тшт) равна

Допустим, норматив подготовительно-заключительного времени (Тпз — 15мин на смену, тогда норма выработки на 8-часовую смену(480мин) составит

Нами отмечены особенности проведения выборочного хронометража. Следует добавить, что с его помощью изучаются лишь отдельные элементы работы (например, действия по установке и снятию детали). Поэтому в рамках операции вычленяются только интересующие исследователя приемы или их комплексы, и они подразделяются на более дробные элементы. Техникапроведения хронометража методом цикловых замеров рассмотрена в параграфе 1данной главы.