

Тип сварного соединения
Основными преимуществами сварных соединений являются: экономия металла; снижение трудоемкости изготовления корпусных деталей; возможность изготовления конструкций сложной формы из отдельных деталей, полученных ковкой, прокаткой, штамповкой.
Сварным конструкциям присущи и некоторые недостатки: появление остаточных напряжений; коробление в процессе сварки; плохое восприятие знакопеременных напряжений, особенно вибраций; сложность и трудоемкость контроля.
Тип сварного соединения определяют взаимным расположением свариваемых элементов и формой подготовки (разделки) их кромок под сварку.
В зависимости расположения соединяемых деталей различают четыре основных типа сварных соединений: стыковые, нахлесточные, угловые и тавровые (рис. 14).

Рис.14. Основные типы сварных соединений
а – стыковое; б – нахлесточное; в – тавровое; г – угловое
Кромки разделывают в целях полного провара заготовок по сечению, что является одним из условий равнопрочности сварного соединения с основным металлом.
Формы подготовки кромок под сварку показаны на рис. 15. различают V, K, X – образные
По характеру выполнения сварные швы могут быть односторонние и двухсторонние.

Рис. 15. Формы подготовки кромок под сварку:
а – V-образная; б – U -образная; в – X-образная; г – двусторонняя Х-образная
Практическая часть.
8 Вариант. Разработка технологического процесса сварки обечайки под слоем флюса.
Задание: разработать процесс автоматической сварки обечайки под слоем флюса. Разработать процесс сварки обечайки по исходным данным. Привести в соответствии с рекомендованным типом соединения сечение шва с указанием размеров, используя ГОСТ 8713-79. Подобрать марку и диаметр проволоки и флюс. По размерам шва посчитать массу наплавленного металла. Определить расход проволоки с учетом потерь, расход электроэнергии и время сварки изделия. Указать метод контроля качества сварного шва.
Исходные
данные: ;
; ;
; ,
, .
.
Материал слоя: 12ХМ.
Тип
сварного соединения и номер шва:№1 -
ГОСТ 8713-79 – С4- ,
,
№2-
ГОСТ 8713-79 – С4- .
.
Для
случая №1 и №2 (S=S1=12мм) ширина сварного
шва
 ;
;
 ;
;
 ;
; .
.


Рис.1. Сечение шва №1 и №2 с указанием его размеров.
Сталь 12ХМ.
Подберем марку проволоки. Сначала выберем тип флюса АН-22 по марке свариваемой стали. Используя выбранный тип флюса и марку стали подбираем марку проволоки. Выбираем марку Св-08ХМ. Основные технологические характеристики сварочного аппарата:
 –скорость сварки;
–скорость сварки;
 –напряжение при
сварке.
–напряжение при
сварке.
Выберем по справочникам диаметр стальной проволоки
 .
.
Принимаем
силу сварочного тока
 .
.
По
размеру шва №1 и №2 рассчитаем массу
наплавленного металла. Для этого
используем сечение шва, взятое из ГОСТа.
Сечение шва сформировано за счет
расплавления основного металла и
присадочного. Необходимо выделить долю
присадочного металла. Каждая клетка
имеет площадь 1мм. Подсчитав число
клеток, принимаем суммарную площадь
наплавленного металла в сечении

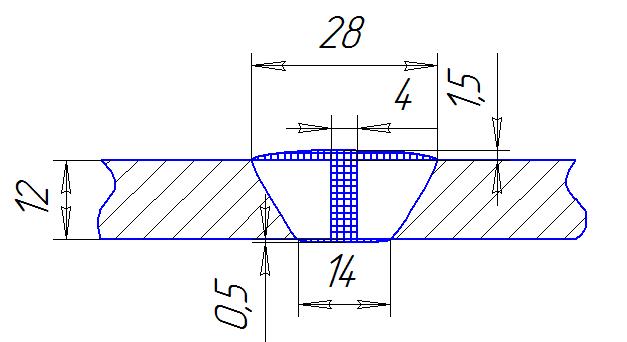
Рис.2. Сечение шва №1 и №2.
Объем наплавленного металла:
 ,
,
 ,
,
 ,
,
где
 — суммарные длины сварных швов №1 и №2.
— суммарные длины сварных швов №1 и №2.
 ,
,
 ,
,
 ,
,
 ,
,
 ,
,
 ,
,
 .
.
Масса наплавленного металла:
 ,
,
где
γ — плотность присадочного материала.
Для стали 12ХМ
 .
.
 .
.
Необходимая для сварки масса электродов с учетом потерь:
 ,
,
Где
 —
коэффициент потерь металла на угар и
разбрызгивание, принимается =0,02…0,03.
—
коэффициент потерь металла на угар и
разбрызгивание, принимается =0,02…0,03.
 .
.
Расчет времени сварки обечайки швом №1:
 ,
,

Расчет времени сварки обечайки швом №2:
 ,
,

Применим для проведения сварки стали 12ХМ автомат сварочный АДФ-1250. Трактор производит сварку соединений встык с разделкой и без разделки кромок. Пределы регулирования по току для данного аппарата 250-1250 А, по напряжению 26-60 В. Диаметр электродной проволоки 3-6 мм. Скорость подачи электродной проволоки 20-135 м/ч.
Определение расхода энергии, необходимой для сварки изделия швом №1:
 ,
,
 .
.
Определение расхода энергии, необходимой для сварки изделия швом №2:
 ,
,
 .
.
 ,
,
 .
.
После сварки обечайки проводим визуальный контроль сварных швов и в качестве инструментального неразрушающего метода контроля используем радиографический метод или дублирующий ультразвуковой контроль.