

6.3.2 Конструктивные формы осевых компрессоров
Осевые компрессоры строятся, как правило, многоступенчатыми. Проточная полость образуется межлопастными каналами венцов рабочих и направляющих лопастей и поверхностями корпуса и втулки.
В зависимости от формы внутренней поверхности корпуса и наружной поверхности втулки различают два основных геометрических типа проточной полости (рис.6.23)
 (6.23)
(6.23)
В обоих случаях радиальная длина рабочих и направляющих лопастей уменьшается в направлении от первой ступени к последней.
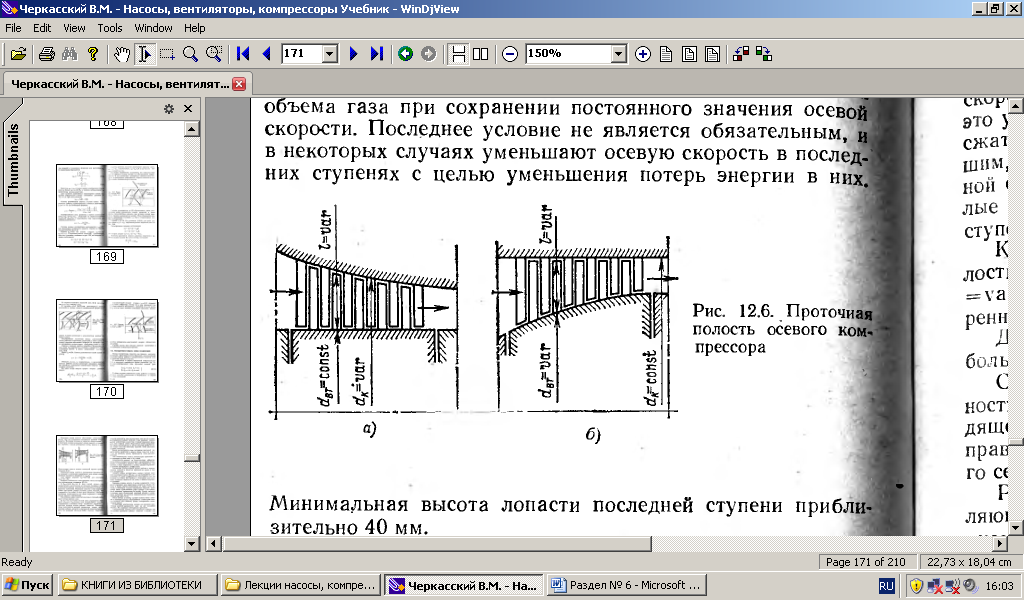
Рисунок 6.23 Проточная полость осевого компрессора
Изменение длины лопасти обусловлено уменьшением объема газа при сохранении постоянного значения осевой скорости. Последнее условие необязательно, и в некоторых случаях уменьшают осевую скорость в последних ступенях с целью уменьшения потерь энергии в них. Минимальная длина лопасти последней ступени приблизительно 40 мм.
Изменение длины
лопасти в направлении движения газа
приводит к изменению характерного для
осевых машин значения втулочного
отношения
![]() .
.
Для первых ступеней
![]() ,
для последних
,
для последних![]() .
.
Выясним особенности геометрических типов компрессоров, определяемых условиями (6.67).
1)
![]() .
В этом случае втулка – цилиндрическая
и изготовление её несложно. Корневые
части и крепление рабочих лопастей всех
ступеней во втулке совершенно одинаковы.
Последние лопасти в этом варианте имеют
при прочих равных условиях длины,
большие, чем в варианте с
.
В этом случае втулка – цилиндрическая
и изготовление её несложно. Корневые
части и крепление рабочих лопастей всех
ступеней во втулке совершенно одинаковы.
Последние лопасти в этом варианте имеют
при прочих равных условиях длины,
большие, чем в варианте с![]() .
Увеличение длины лопастей хвостовых
ступеней уменьшает потери энергии в
них.
.
Увеличение длины лопастей хвостовых
ступеней уменьшает потери энергии в
них.
2)
![]() .
В этой схеме упрощаются обработка
корпуса и крепление в нем направляющих
лопаток. Упрощается и является более
надежными обработка и пригонка внешних
венцов рабочих лопастей. Поэтому
допускаются меньшие радиальные зазоры
между концами рабочих лопастей и
внутренней поверхностью корпуса, что
повышает объемный КПД ступени. Окружные
скорости лопастей в этом случае выше,
чем при
.
В этой схеме упрощаются обработка
корпуса и крепление в нем направляющих
лопаток. Упрощается и является более
надежными обработка и пригонка внешних
венцов рабочих лопастей. Поэтому
допускаются меньшие радиальные зазоры
между концами рабочих лопастей и
внутренней поверхностью корпуса, что
повышает объемный КПД ступени. Окружные
скорости лопастей в этом случае выше,
чем при![]() ;
это увеличивает работу ступеней, и при
заданной ступени сжатия компрессора
количество ступеней получается меньшим.
Чем в первом случае. Недостатком такой
конструкции является применительно к
малым подачам малые длины хвостовых
ступеней: КПД хвостовых ступеней
снижается.
;
это увеличивает работу ступеней, и при
заданной ступени сжатия компрессора
количество ступеней получается меньшим.
Чем в первом случае. Недостатком такой
конструкции является применительно к
малым подачам малые длины хвостовых
ступеней: КПД хвостовых ступеней
снижается.
Кроме рассмотренных
схем построения проточной полости
иногда применяют и другие схемы с
![]() и
и![]() ,
не имеющие, однако, преимуществ перед
рассмотренными.
,
не имеющие, однако, преимуществ перед
рассмотренными.
Для стационарных
осевых компрессоров применяют в
большинстве случаев схему с
![]() .
.
Существенное влияние на энергетическую эффективность осевого компрессора оказывает аэродинамика подводящего и отводящего каналов. Они конструируются, как правило, в виде спиральных и осевых каналов переменного сечения (конфузоров и диффузоров).
Рассмотрим конструктивные формы рабочих и направляющих лопастей и способ их кре5пления во втулке и корпусе компрессора.
Лопасти осевых
компрессоров в редких случаях являются
цилиндрическими. Обычно они рассчитываются
с переменным по длине коэффициентом
реактивности или по условию
![]() .
Это приводит к изменению угла установки
элементов по ее длине, и лопасть получается
винтовой.
.
Это приводит к изменению угла установки
элементов по ее длине, и лопасть получается
винтовой.
Корневое сечение лопасти 1 жестко сопрягается с сухарем 2 , служащим для закрепления лопасти во втулке. Лопасть и сухарь обычно выполняются из одного куска металла, в некоторых случаях они свариваются. Боковые грани сухаря имеют криволинейные рифы (зубцы) 3 для крепления в канавках, проточенных во втулке. Сухари вводятся в канавку через специальный замковый колодец и разводятся по канавке до плотного соприкосновения торцовыми плоскостями (рис. 6.24).

Рисунок 6.24 Конструкция рабочей лопасти
После набора в канавку сухарей полного венца лопастей в замковый колодец закладывается с небольшим натягом холостой (без лопасти) сухарь, стопорящийся специальным винтом.
В некоторых конструкциях колодец для введения хвостовиков лопастей выполняется один на две кольцевые канавки. Это упрощает конструкцию крепления.
Направляющие лопасти могут крепится к корпусу, или аналогично креплению рабочих лопастей к втулке, или способом, показанным на рис. 6.25. В этом случае лопатки группируются при помощи цилиндрических бандажных лент 1 и 2 в секции; одна крепится к верхней половине корпуса компрессора, другая к нижней. Стыки секций – в привалочных плоскостях половин корпуса. Способы крепления лопаток к бандажам и бандажей к корпусу ясны на рис. 6.25. На наружных концах направляющих лопаток отфрезерованы хвостовики 3, проходящие через сквозные отверстия в бандаже. С наружной стороны хвостовик приваривается к бандажу.

Рисунок 6.25 Крепление направляющей лопасти
На внутренних концах направляющих лопаток отфрезерованы стерженьки, пропускаемые через отверстия в бандаж 2 и расклепываемые в нем.
Для увеличения жесткости пакета к наружному бандажу 1 приваривается кольцо жесткости 4 , плотно входящее в цилиндрическую выточку в корпусе. Весь пакет предохраняется от проворачивания в корпусе штифтом 5.