

Стаканы
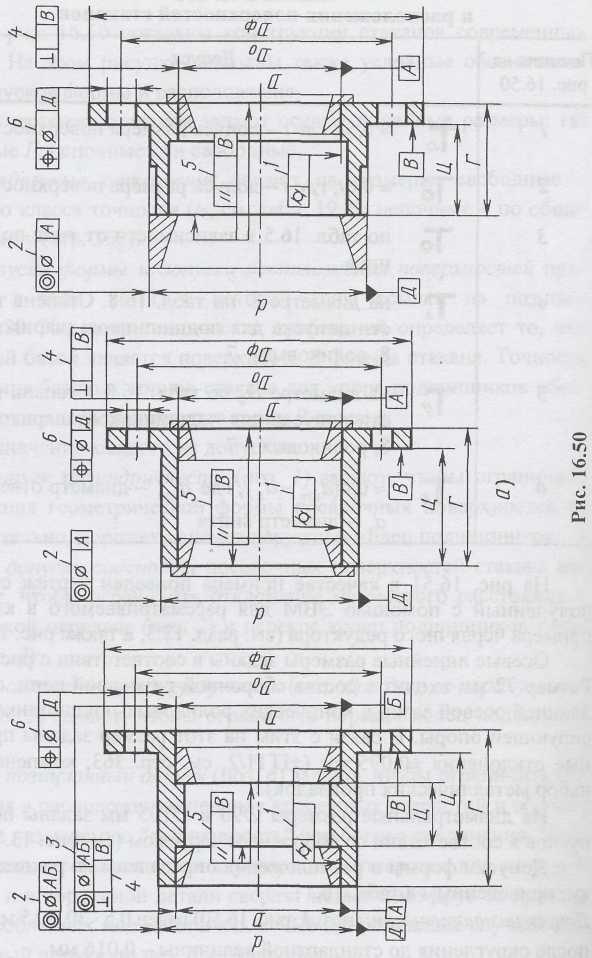
На рис. 16.50 показаны конструкции стаканов современных машин. На этом рисунке показаны также условные обозначения баз, допусков формы и расположения. На чертежах стаканов задают осевые линейные размеры: габаритные Г, цепочные Ц и свободные.
Предельные отклонения задают на размеры: свободные -среднего класса точности (t2, см. табл. 19.2); цепочные - по общему правилу .
Допуски формы и допуски расположения поверхностей приведены в табл. 16.11, в которой даны ссылки на позиции рис. 16.50. Характер технических требований определяет то, что основной базой является поверхность В фланца стакана. Точность положения базовых торцов стакана для упора подшипников обеспечивают их параллельностью торцу В стакана.
Назначение каждого из допусков:
- допуск цилиндричности (поз. /) задают, чтобы ограничить отклонения геометрической формы посадочных поверхностей и, следовательно, дорожек качения наружных колец подшипников;
- допуски соосности посадочных поверхностей стакана назначают, чтобы ограничить отклонение межосевого расстояния в конической передаче (поз. 2) и перекос колец подшипников качения (поз. 3);
допуск перпендикулярности (поз. 4) и допуск параллельности (поз. 5) задают, чтобы ограничить перекос колец подшипников;
п
 озиционный
допуск(поз.
6)
задают,
чтобы ограничить отклонения
в расположении центров крепежных
отверстий и обеспечить
так называемую "собираемость"
резьбового соединения. Этот допуск
задают только в том случае, когда
отверстия для винтов в стакане и в
корпусной детали сверлят независимо
друг от друга в приспособлениях
или на станках с ЧПУ. В остальных случаях
позиционный
допуск по поз. 6
не
приводят.
озиционный
допуск(поз.
6)
задают,
чтобы ограничить отклонения
в расположении центров крепежных
отверстий и обеспечить
так называемую "собираемость"
резьбового соединения. Этот допуск
задают только в том случае, когда
отверстия для винтов в стакане и в
корпусной детали сверлят независимо
друг от друга в приспособлениях
или на станках с ЧПУ. В остальных случаях
позиционный
допуск по поз. 6
не
приводят.
16.11. Рекомендации по определению допусков формы и расположения поверхностей стаканов
На рис. 16.51 в качестве примера приведен чертеж стакана, полученный с помощью ЭВМ для рассматриваемого в качестве примера червячного редуктора (см. разд. 13.3, а также рис. 13.7).
Осевые линейные размеры заданы в соответствии с рис. 16.50. Размер 72 мм входит в состав сборочной размерной цепи, определяющей осевой зазор в конических роликовых подшипниках фиксирующей опоры. В связи с этим на этот размер заданы предельные отклонения ±0,095 мм (+IT11/2, см. стр. 363, компенсатор -набор металлических прокладок).
На диаметральные размеры 090 и 0105 мм заданы поля допусков в соответствии со сборочным чертежом (см. рис. 13.7).
Допуски формы и расположения определены по рекомендациям, приведенным в табл. 16.11.

![]()

Рис. 16.51
Допуск соосности (поз. 2) равен 0,6 ∙ 22 = 13,2 мкм, или после округления до стандартной величины - 0,012 мм.
Допуск перпендикулярности (поз. 4) оси отверстия к базовой плоскости по табл. 16.8 на диаметре Ø90Н7 при степени точности 7 (для конических роликовых подшипников) 0,02 мм.
Допуск параллельности торцов (поз. 5) на диаметре Ø144 по табл. 16.8 при степени точности 7 - 0,025 мм.
Так как в соответствии с заданием производство червячных редукторов среднесерийное, то крепежные отверстия во фланце стакана будут сверлить независимо от отверстий других сопряженных деталей. Поэтому задают позиционный допуск.
Позиционный допуск (поз. 6) вычисляют по формуле
![]()
Размер Ø122 на чертеже взят в рамку. Это означает, что технические требования, записанные над основной надписью, не относятся к этому размеру.
На чертежах стаканов выноской в масштабе увеличения (2:1) приводят форму и размеры канавки для выхода инструмента. Размеры канавки
см. табл. 6.10.