

книги / Инструментальное оснащение технологических процессов металлообработки
..pdf
|
|
|
|
|
Таблица 2 . 4 |
|
Типы серийно изготавливаемых резцовых вставок |
|
|||||
Тип |
|
Форма |
|
ϕ ° |
Эскиз |
|
вставки |
|
пластины |
|
|
||
|
|
|
|
|
||
1 |
|
T |
|
90 |
|
|
2 |
|
T |
|
90 |
|
|
3 |
|
T |
|
60 |
|
|
4 |
|
T |
|
60 |
|
|
5 |
|
|
|
45 |
|
|
|
|
S |
|
|
|
|
6 |
|
|
|
75 |
|
|
7 |
|
S |
|
75 |
|
|
8 |
|
C |
|
91 |
|
|
9 |
|
C |
|
91 |
|
|
|
|
|
|
|
Таблица 2 . 5 |
|
|
|
Размеры резцовых вставок |
|
|
||
Сечение |
b |
11 |
|
20 |
20 |
25 |
h |
12 |
16 |
20 |
25 |
32 |
|
державки, мм |
h1 |
10 |
12 |
16 |
20 |
25 |
|
H |
|
|
26 |
32 |
40 |
71
Окончание табл. 2 . 5
|
|
36 |
|
5(1) |
*) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
39 |
|
|
|
5(1) |
|
|
|
|
|
|
|
|
|
|
|
|
|
42 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
45 |
|
|
|
|
|
5(1) |
|
|
|
|
|
|
|
|
|
Длина резцовой |
47 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
50 |
|
|
|
|
|
|
|
|
|
5(1) |
|
|
|
|
|
||
вставки l 1 , мм |
52,3 |
|
|
|
|
|
|
|
3,4 |
|
|
|
|
|
|
|
|
|
|
55 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
57,3 |
|
|
|
|
|
|
|
|
|
|
|
3,4 |
|
|
|
|
|
60 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
87 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3,4 |
|
|
90 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вариант |
|
1 |
|
• |
|
• |
|
• |
|
|
|
• |
|
|
|
|
|
крепления |
3 |
|
• |
|
• |
|
• |
|
|
|
• |
|
|
• |
|
|
|
пластины |
5 |
|
|
|
|
|
|
|
• |
|
|
|
• |
|
|
• |
|
|
|
1 |
11 |
11 |
16,5 |
16,5 |
16,5 |
16,5 |
22 |
22 |
|||||||
|
|
2 |
11 |
11 |
16,5 |
16,5 |
16,5 |
16,5 |
22 |
22 |
|||||||
|
|
3 |
11 |
11 |
16,5 |
16,5 |
16,5 |
16,5 |
22 |
22 |
|||||||
Длина |
|
|
|
|
|
|
|
|
|
|
|||||||
Тип |
4 |
11 |
11 |
16,5 |
16,5 |
16,5 |
16,5 |
22 |
22 |
||||||||
режу- |
|
|
|
|
|
|
|
|
|
12,7(4) |
|
|
|
|
|
||
щей |
резцо- |
5 |
9,52 |
9,52 |
12,7 |
12,7 |
15,9(3) |
12,7 |
19,05 |
19,05 |
|||||||
кромки, |
вых |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
6 |
|
|
|
|
|
|
12,7 |
|
|
12,7 |
|
19,05 |
|||||
l , мм |
вставок |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7 |
9,52 |
9,52 |
12,7 |
12,7 |
12,7(1) |
12,7 |
19,05 |
19,05 |
|||||||||
|
|
15,9(3) |
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
8 |
9,7(1) |
9,7(1) |
9,7(1) |
12,9 |
9,7(1) |
12,9 |
|
19,3 |
|||||||
|
|
9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечание. *) первая цифра указывает тип резцовой вставки; в |
|||||||||||||||||
скобках вариант крепления пластинок (см. табл. 1.1) |
|
|
|
|
|
||||||||||||
Расточные блоки
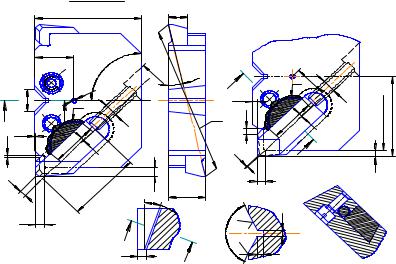
Сборные двухсторонние пластинчатые расточные блоки применяются для предварительного и окончательного растачивания отверстий диаметром более 40 мм и состоят из корпуса с одной или несколькими парами, регулируемыми на необходимый размер резцов. По сравнению с однолезвийным инструментом они более производительны и обеспечивают высокую точность и низкую шероховатость обработанных отверстий.
Чертеж сборных двухрезцовых пластинчатых расточных блоков представлен на рис.2.7.
72
|
|
|
Чистовой блок |
||
|
|
|
L |
|
|
|
|
C |
|
' |
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
± |
|
|
|
|
|
Å |
|
d |
|
|
|
0 |
|
|
|
|
|
9 |
|
|
|
|
|
3 |
|
|
|
|
|
Ç |
|
|
|
K |
|
r |
|
|
1 |
|
|
|
|
|
|
|
1 |
|
1 |
|
|
|
|
|
|
d |
|
lmin |
|
|
|
|
W |
n |
1. |
|
5 |
Z |
l |
b |
|
|
|
|
|
1-1 |
|
a |
|
2
n
Черновой блок
H
δ |
À |
|
|
r |
C |
|
|
|
|
|
|
|
1 |
|
|
|
|
lmin |
|
|
|
d |
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
D |
W |
n |
|
1. |
D1 |
A |
|
|
|
|
5 |
|||
|
|
|
|
|
|
|
|
|
|
Z |
|
|
À |
|
|
|
|
|
|
|
b |
|
|
|
|
|
a |
|
|
|
|
|
|
|
|
|
À-À |
|
|
|
|
|
|
|
|
|
|
B |
|
|
2-2 |
|
|
|
|
y |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
b1 |
|
|
|
|
|
f |
|
|
|
|
|
|
|
|
|
h |
|
|
|
|
2
Рис.2.7. Сборные двухрезцовые пластинчатые расточные блоки
2.2. Выбор формы, размера и геометрии режущей пластины
Основное требование, предъявляемое к системе крепления режущих пластин в державке при растачивании, − обеспечить достаточную жесткость, надежность и точность закрепления. Как правило, при растачивании используется система крепления Р пластины РСLNR/L, PTFNR/L без задних углов, система S пластины SCLCR/L, STFCR/L, SDUCR/L с задними углами и система С пластины CSKPR/L, CТFPR/L без отверстия.
Используются державки с главным углом в плане F = 90°,
L = 95 °, |
S = 45°, W = 60°, K = 75°, |
обеспечивающие получе- |
ние всех |
видов растачиваемых |
отверстий (см. табл. 2.1) |
в диапазоне диаметров 25…1000 мм.
Лимитирующими факторами при выборе размеров пластины при растачивании являются: глубина резания, форма пластины и ее главный угол в плане, конструкция пластины – одно или двусторонняя. Выбор размеров пластины осуществляется, как при точении (см. глава 1, пункт 1.3).
На появление вибрации при растачивании оказывают большое влияние геометрия пластины и величина радиуса при вершине.
73
Необходимо выбирать пластину с положительным передним углом и небольшим радиусом при вершине. Радиус при вершине пластины при чистовом растачивании не рекомендуется брать более 0,4 мм.
Геометрии пластин для растачивания представлены в табл. 2.6.
|
|
|
|
Таблица 2 . 6 |
|
|
Геометрии расточных пластин |
|
|||
|
|
|
|
|
|
|
Тип пластины |
Основные |
Тип пластины |
Основные |
|
Вид обработки |
без задних |
с задними |
|||
геометрии |
геометрии |
||||
|
углов |
углами |
|||
|
|
|
|||
|
|
|
CCMT |
PF, MF, KF, WF |
|
|
CNMG |
PF, MF, KF |
SCMT |
PF, MF, KF |
|
|
TCMT |
PF, MF, KF |
|||
Чистовая |
SNMG |
PF, MF |
|||
TCMX |
WF |
||||
|
TNMG |
PF, MF, KF |
|||
|
CPMT |
PF, MF, KF |
|||
|
|
|
|||
|
|
|
TPMT |
PF, MF, KF |
|
|
|
PМ, MМ, KМ |
CCMT |
PМ, MМ, KМ, |
|
|
CNMG |
SCMT |
WM |
||
Получистовая |
SNMG |
PМ, MМ, KM |
TCMT |
PM, MM, KM |
|
|
TNMG |
PМ, MМ, KM |
CPMT |
PM, MM, KM |
|
|
|
|
TPMT |
PM, MM, KM |
|
|
|
|
|
|
|
|
CNMM |
PR, MR |
|
|
|
|
CNMG |
MR, |
|
|
|
|
CNMA |
KR |
CCMT |
PR, MR, KR |
|
|
SNMG |
PR, MR |
|||
Черновая |
SCMT |
PR, MR, KR |
|||
SNMM |
PR, MR |
||||
|
TCMT |
PR, MR, KR |
|||
|
SNMA |
KR |
|||
|
|
|
|||
|
TNMG |
PR, MR |
|
|
|
|
TNMM |
PR, MR |
|
|
|
2.3. Материал режущей пластины и режимы резания
Выбор инструментального материала режущей пластины осуществляется в зависимости от обрабатываемого материала и условий обработки (см. глава 1, пункт 1.5).
Режимы резания при растачивании (рис. 2.8) назначаются по рекомендациям (см. глава 1, пункт 1.6), однако следует учитывать трудности удаления стружки из обрабатываемого отверстия.
74
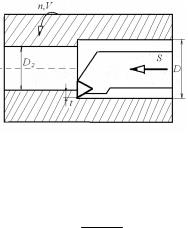
Рис. 2.8. Элементы режима резания при растачивании
Глубина резания при растачивании
t = D − D2 ,
2
где D2 и D − соответственно диаметры заготовки и обработанной детали, мм.
Максимальная глубина резания не должна превышать половину длины режущей кромки. При чистовой обработке глубина резания ограничивается геометрией пластины, поэтому не следует назначать ее величину, исходя из размеров пластины. Большие величины глубины резания при растачивании могут привести к заклиниванию стружки между стенками обрабатываемой заготовки и пластиной, что приведет к поломке пластины.
При чистовой обработке, чтобы понизить вибрации, рекомендуется снижать скорость резания до 50° от рекомендуемых значений, определенных по каталогам ведущих фирм [2, 32, 35 и др.].

ГЛАВА 3. ОТРЕЗКА И ОБРАБОТКА КАНАВОК
Операция отрезки производится путем врезания по радиусу детали на глубину половины диаметра. При обработке канавок подача инструмента производится также в радиальном направлении, только с той разницей, что инструмент при конечном положении не достигает оси детали. В настоящее время современные отрезные и канавочные резцы, оснащенные СМП, обеспечивают достаточную производительность, что и проходные токарные резцы.
Однако если при отрезке (рис.3.1) задействованы обе вспомогательные кромки режущей пластины, то с увеличением диаметра заготовки возрастает длина державки резца, следовательно, предъявляются более высокие требования к устойчивости технологической системы, подаче СОЖ в зону резания и отводу стружки. Обработка канавки напоминает операцию отрезки с присутствием тех же трудностей в зависимости от глубины и ширины обрабатываемой канавки (рис.3.2).
là |
là |
V |
V |
D
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S |
|
|
|
|
|
L |
|
|
D
S
Рис. 3.1. Отрезка |
Рис. 3.2. Обработка канавки |
3.1. Выбор инструмента
Размеры конструктивных параметров отрезных и канавочных резцов представлены в табл.3.1.
При выборе инструмента для отрезки и обработки канавок должны быть учтены следующие факторы:
76
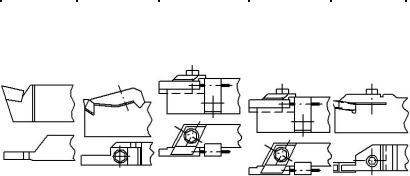
1. Система крепления режущих пластин.
Современный инструмент для отрезки состоит из державки и режущей пластины. Используются две системы крепления режущих пластин (рис.3.3).
Первая − резцовый блок и корпус-лезвие 1 с пластиной, закрепленной за счет пружинящих свойств корпуса, в базовом блоке, используется для отрезки заготовок большого диаметра и глубоких канавок. Резцовый блок позволяет достаточно жестко и надежно закреплять корпус-лезвие и обеспечивать минимальный вылет.
Таблица 3 . 1
Размеры конструктивных параметров отрезных и канавочных резцов
Ширина резца, мм, для отрезных резцов |
Ширина канавки, мм, |
||||
для канавочных резцов |
|||||
|
|
|
|||
напайной |
сборных с не- |
сборных с непе- |
сборных с пе- |
сборных с |
|
пластиной |
перетачивае- |
ретачиваемой |
ретачиваемой |
неперетачи- |
|
(ТУ2-035- |
мой пластиной |
двухсторонней |
пластиной |
ваемой двух- |
|
1113-87) |
(ТУ2-035- |
пластиной |
(ЕУ2-035-955- |
сторонней |
|
|
1024-86) |
|
84) |
пластиной |
|
|
|
|
|
|
|
2 – 12 |
3 – 9 |
3 – 8 |
2 – 4,8 |
3 – 9 |
|
|
|
|
|
|
|
Вторая система крепления позволяет надежно закреплять режущую пластину с помощью винта и используется для обработки заготовок при малых глубинах резания.
При выполнении операций отрезки и обработки канавок державки резцов с пружинистым зажимом лезвия подходят для любых видов лезвий. Для державки резца с креплением пластины винтом необходимо режущее лезвие выполнять с посадочными местами для пластины с двух сторон, что обеспечивает большую устойчивость резца.
77
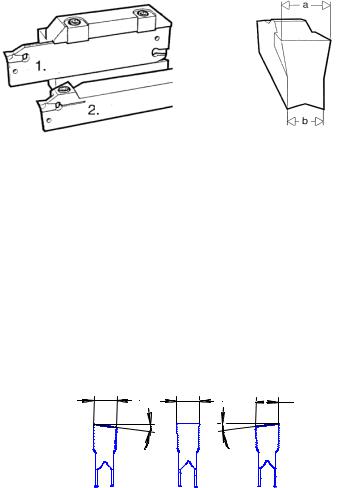
2. Вылет резца в зависимости от глубины резания и ширины канавки.
Вылет инструмента L (см. рис.3.1) не должен превышать восьми размеров ширины пластины а (рис.3.4), обычно L ≤ 8 а. Посадочная ширина режущей пластины b (см. рис. 3.4), как правило, бывает меньше, чем ширина пластины. Ширина пластины при обработке канавок определяется формой канавки.
Рис.3.3. Системы |
Рис.3.4. Выбор |
крепления пластин |
ширины пластины |
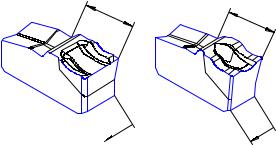
3. Главный угол в плане ϕ .
Режущие пластины в зависимости от главного угла в плане различаются по своим свойствам. При использовании нейтральной N пластины с углом в плане, равным 90°, значительно улучшается стабильность резания, повышаются точность обработанной поверхности и точность расположения резца относительно заготовки. Кроме нейтральных пластин используются пластины правого R или левого L исполнения, позволяющие уменьшить бобышку в конце отрезки (рис.3.5).
L N
R
là |
là |
là |
ϕ |
ϕϕ |
Рис.3.5. Исполнение пластин по главному углу в плане
78
4. Державка резца и режущее лезвие должны быть установлены строго перпендикулярно оси обрабатываемой заготовки и точно по высоте центров. Отклонение положения режущей кромки от линии центров станка не должно превышать ± 0,1 мм.
5. Операция обработки канавок, особенно глубоких, подобна отрезке, и используется один и тот же инструмент. Однако необходимо учесть, что в зависимости от типа канавок (глубокие, неглубокие, широкие, наружные и др.) их обработка может осуществляться за одно или несколько осевых врезаний, точением в разгонку с врезанием пластинами небольшой ширины, многопроходным врезанием.
6. Если канавочный инструмент выполняет токарную или профильную обработку, то необходимо обеспечить жесткость крепления пластин, применять специальную геометрию, что позволит выполнять эти операции на высоких режимах резания.
3.2. Выбор геометрии пластин и материала инструмента
Геометрию режущих пластин при отрезке и обработке канавок можно выбрать по каталогам ведущих мировых производителей отрезных и канавочных резцов [6 − 36]. В качестве примера приведем рекомендации по геометрии пластин для отрезки ОАО «Московский комбинат твердых сплавов» (Sandvik МКТС).
Геометрия 4E (рис.3.6, а) рекомендуется для основных операций при отрезке сталей, чугунов и прерывистом резании. Данная пластина имеет свойство сохранять выбранные значения углов в течение длительного времени, что способствует высокой производительности. Размеры пластин l а= 3…8 мм; rε = 0,3…0,6 мм.
l
l
 rε
rε
 là
là 
а
 rε
rε
là
б
Рис.3.6. Геометрия пластин: а − 4Е; б − 5Е
79
Геометрия 5E (рис.3.6, б) − более совершенная, применяется при различных передних углах в пределах от 0° до 20°, с более острыми режущими кромками, что способствует снижению сил
резания, уменьшению вибрации и хорошему контролю |
над |
стружкой. |
|
Геометрия 5E применяется при отрезке тонкостенных труб и |
|
деталей небольшого диаметра. Размеры пластин l а= 2…6 |
мм; |
rε = 0,2 мм.
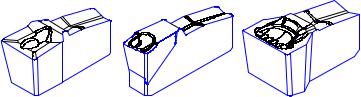
При обработке канавок применяются геометрии 4G, 5G и 6G (рис.3.7). Ширина режущей пластины влияет на точность обрабатываемых канавок. Поэтому, например, геометрия 4G допускает предельные отклонения ширины пластины ± 0,02 мм, обеспечивает низкие силы резания и надежное стружкодробление при обработке различных материалов. Ширина пластин составляет 2,0…10 мм.
а |
б |
в |
Рис.3.7. Геометрия пластин: а − 4G; б − 5G; в − 6G |
|
|
Система обозначения пластины для отрезки и обработки канавок по ISO выглядит следующим образом:
12 |
Е |
R |
4 |
1 |
2 |
3 |
4 |
где 1 − длина режущей кромки; 2 − наружная обработка; 3 − правое исполнение; 4 − ширина канавки. Соответственно обозначение державка резца для отрезки и обработки канавок по ISO будет
следующим: |
|
|
|
|
|
|
|
С |
Е |
R |
25 |
25 |
М 12 |
, |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
где 1 − система крепления пластины; 2 − наружная обработка; 3 − правое исполнение; 4 и 5 − соответственно высота и ширина хвостовика; 6 − длина резца; 7 − длина режущей кромки.
80