

книги / Основы работоспособности технических систем
..pdfномерности изменения параметра технического состояния и его допустимому значению (рис. 1.6):
1.Выделим на графике 3 кривые, соответствующие разной интенсивности изменения параметра технического состояния: максимальной (7), средней (2), минимальной (3).
2.Определим средний ресурс (изделие № 2) xp2 при Yп.д.
3.Построим при фиксированной наработке всех изделий xp2 график 5 плотности вероятности распределения параметра
технического состояния f (Y) для всей совокупности изделий. 4. Если периодичность ТО LТО будет равна xp2 , то значи-
тельная часть изделий (P1 на рис. 1.6) откажет при наработке
х< LТО, так как у них Yi > Yп.д.
5.Назначим допустимое для данного изделия значение
риска Рд.
6. Уменьшим периодичность ТО до величины L"ТО таким образом, чтобы вероятность отказа была равна или была меньше допустимой Рд (сдвиг по стрелке 4 на рис. 1.6).
Рис. 1.6. Определение периодичности LТО по допустимому значению и изменению параметра технического состояния
31

7.Получим новое распределение плотности вероятности отказа, f2 (Y) – 6 на рис. 1.6.
8.При этом варианте рациональная периодичность ТО
LТО = xp7 (Р2).
9.При этой периодичности обеспечиваются заданные условия, а именно:
–вероятность, что параметр превысит предельно допус-
тимый:
Р(Yi > Yп.д) ≤ Рд;
–вероятность, чтоотказвозникнетраньшепостановкинаТО:
Р(хi > LТО) ≤ Рд.
10.Определим изделие 7 на рис. 1.6, которое имеет предельно допустимое значение интенсивности изменения параметра технического состояния ап.д, соответствующее условию нулевого
риска при L"ТО = xp7 (Р2).
11. По кривой 7 на рис. 1.6 или аналитически определим
L |
|
Yп.д − Yн |
; а |
= μа, |
(1.4) |
|
|||||
TO |
|
|
п.д |
|
|
|
|
ап.д |
|
|
|
где а – параметр технического состояния; ап.д – предельно допустимый параметр технического состояния (для 2-го изделия на рис. 1.6); μ – коэффициент максимально допустимой интенсивности изменения параметра технического состояния, превышение которого означает, что риск отказа до направления изделия на обслуживание будет больше заданного, т.е. Р2 > Рд1.
Коэффициент μ зависит от вариации наработки до отказа υ, заданного значения вероятности безотказной работы Rд при межосмотровой наработке и вида закона распределения (рис. 1.7).
32
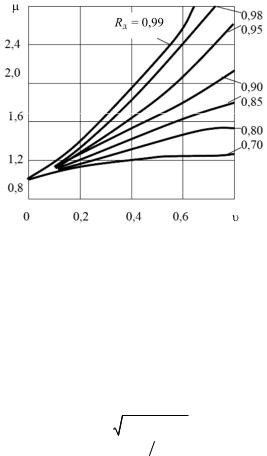
Рис. 1.7. Влияние коэффициента вариации υ на коэффициент максимально допустимой интенсивности μ
Для нормального закона распределения |
|
μ = 1+ tдυ, |
(1.5) |
где tд = (ап.д – а) / υ – нормированное отклонение, соответствующее доверительному уровню вероятности.
Для закона Вейбулла–Гнеденко
μ = |
−m − ln(1− Rд ) |
, |
(1.6) |
|
Г(1+ 1 m) |
||||
|
|
|
где Г – гамма-функция; m – параметр распределения.
При этом, чем больше υ или Rд, тем больше μ и меньше периодичность ТО.
Таким образом, оценив значение μ и определив в процессе эксплуатации интенсивность изменения параметра технического состояния конкретного изделия аi (конструктивный параметр), можно прогнозировать его безотказность в межосмотровом периоде:
33
♦при аi > ап.д = μа изделие откажет до технического обслуживания с вероятностью Р2:
Р(аi > ап.д) = Р2 = Рп.д;
♦при аi ≤ а п.д изделие не откажет до очередного ТО с вероятностью
R = 1 – Р2 / Р (аi ≤ ап.д) = 1 – Р2 = R п.д.
Следовательно, сокращение вариации увеличивает при прочих равных условиях периодичность ТО; ориентация при определении LТО на средние данные (а, кривая 2 на рис. 1.6) не может обеспечить высокую безотказность между ТО (Р1 ≈ 0,5).
Преимущества метода:
–учет фактического технического состояния изделия (диагностика);
–возможность гарантировать заданный уровень безотказности Р;
–учет вариации технического состояния.
Недостатки метода:
♦отсутствие прямого учета экономических факторов и последствий;
♦необходимость получать (или иметь) информацию о закономерностях изменения параметров технического состояния.
Сферы применения:
– объекты с монотонным изменением параметра технического состояния (постепенные отказы, регулируемые механизмы: тормоза, сцепление, установка передних колес, клапанный механизм);
– при реализации стратегии профилактики по состоянию.
Пример. Определите рациональную периодичность LТО контроля и регулирования тормозного механизма грузового автомобиля с пневматическим приводом при работе в городских условиях, обеспечивающую с вероятностью 90 % сохранение работоспособности между ТО.
34

Исходные данные:
Rд = 0,9 (90 %);
Yн = 0,38 мм;
a = 0,056 мм/1000 км;
υ = 0,3;
tд = 1,28 при R = 0,9 (прил. 1).
Решение:
μ = 1 + υtд = 1 + 0,3 · 1,28 = 1,38;
L |
Yп.д |
− Yн |
= |
|
1− 0,38 |
≈ 8 тыс. км. |
|
|
|
|
|||
ТО |
μа |
|
1,38 0,056 |
|
||
|
|
|
||||
При коэффициенте вариации υ = 0,15
μ′= 1 + 0,15 · 1,28 = 1,19; L′ТО = 8,7 тыс. км.
Средний ресурс (при Rд = 0,5 и tд = 0) xp = 11 тыс. км.
Технико-экономический метод определения периодич-
ности ТО. Сводится к определению суммарных удельных затрат на ТО, ремонт и их минимизацию. Минимальным затратам соответствует оптимальная периодичность технического обслуживания L. При этом удельные затраты на ТО определяются по формуле
С = d / L, |
(1.7) |
гдеL – периодичностьТО; d – стоимостьвыполненияоперацииТО. При увеличении периодичности разовые затраты на ТО (d) или остаются постоянными, или незначительно возрастают
(рис. 1.8, а), а удельные затраты значительно сокращаются
(рис. 1.8, б; табл. 1.3).
35
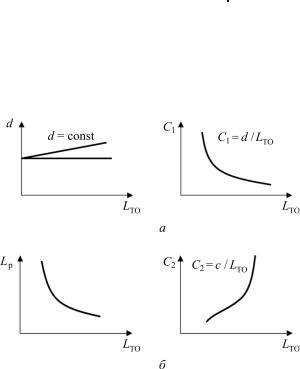
Таблица 1 . 3
Влияние периодичности на стоимость смазочных работ
Периодичность |
|
Средняя удельная стоимость одной |
||
|
смазочной операции, % |
|||
смазочных работ, |
км |
|||
ЗИЛ-431410 |
МАЗ-5335 |
|||
|
|
|||
1000 |
|
100 |
100 |
|
1500 |
|
74 |
70 |
|
2000 |
|
60 |
57 |
|
2500 |
|
54 |
45 |
|
3000 |
|
43 |
36 |
|
Рис. 1.8. Изменение d и C1 в зависимости от периодичности ТО (а); изменение Lр и C2 в зависимости от периодичности ТО (б)
Увеличение периодичности ТО, как правило, приводит к сокращению ресурса детали или агрегата (см. рис. 1.8, а) и росту удельных затрат на ремонт: С2 = с / Lр (см. рис. 1.8, б), где с – разовые затраты на ремонт; LР – ресурс до ремонта. Выражение C1 + С2 = CΣ является целевой функцией, экстремальное значение которой соответствует оптимальному решению.
36
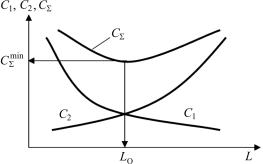
Вданном случае оптимальное решение соответствует минимуму удельных затрат.
Определение минимума целевой функции и оптимального значения периодичности ТО проводится графически (рис. 1.9) или аналитически в том случае, если известны зависимости
С1 = f (LТО) и С2 = ψ (LТО).
Рис. 1.9. Изменение удельных затрат в зависимости от периодичности ТО
Если при назначении уровня риска учитывать потери, связанные с дорожными происшествиями, то технико-экономичес- кий метод применим для определения оптимальной периодичности операций, влияющих на безопасность движения.
Преимущества метода:
–учетэкономическихпоследствийпринимаемыхрешений;
–простота, ясность, универсальность.
Недостатки метода:
♦необходимость в достоверной информации о стоимости операций ТО и ремонта, влияния периодичности ТО на ресурс элемента;
♦отсутствие учета вариации (случайность) всех показате-
лей (L, х, d, с);
♦отсутствиегарантии определенногоуровнябезотказности.
37

Сферы применения:
–для сложных и дорогих систем (элементов, агрегатов), не оказывающих прямого влияния на безопасность (смена масел
исмазок, фильтров, регулировочные работы: сцепление, клапанный механизм, антикоррозионная защита кузова и др.);
–для определения периодичности ТО по группе автомобилей, работающих в одинаковых условиях.
Экономико-вероятностный метод определения перио-
дичности ТО. Обобщает предыдущие и учитывает экономические и вероятностные факторы, а также позволяет сравнивать различные стратегии и тактики поддержания и восстановления работоспособности автомобиля.
Одна из стратегий поддержания автомобилей в исправном
состоянии (С2) сводится к устранению неисправностей изделия по мере их возникновения, т.е. по потребности. Удельные затраты при этом могут определяться по формуле
C2 |
= |
|
c |
|
= |
|
|
c |
, |
(1.8) |
|
|
|
x |
|
|
|||||
|
|
|
||||||||
|
|
x |
max |
|
|
|
||||
|
|
|
|
|
|
|
|
xf (x)dx |
|
|
xmin
где x, xmax , xmin – средняя, максимальная и минимальная нара-
ботки на отказ; с – разовые затраты на ремонт, т.е. на устранение отказа.
Преимуществом этой стратегии является простота – ожидание отказа и его устранение, основным недостатком – неопределенность состояния изделия, которое может отказать в любое время. Кроме того, затрудняются планирование и организация ТО и ремонта.
Альтернативная стратегия (С1) предусматривает предупреждение отказов и неисправностей, восстановление исходного или близкого к нему состояния изделия до того, как будет достигнуто предельное состояние. Эта стратегия реализуется при профилак-
38
тическом ТО, предупредительной замене деталей, узлов, механизмов и т.д. Причем возможны две тактики реализации этой стратегии: по наработке и по техническому состоянию.
Рассмотрим последовательно определение периодичности ТО экономико-вероятностным методом при тактике профилактики по наработке.
Постановка задачи: требуется определить с учетом вариации наработки на отказ оптимальную периодичность LО, при которой суммарные удельные затраты на предупреждение (ТО) и устранение(Р) отказов будутминимальны, а риск отказа известен.
Ход решения задачи:
1. Исходными данными являются:
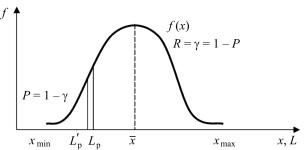
–наработка на отказы хi (в виде плотности вероятности f (х)) при эксплуатации изделия без профилактики (рис. 1.10);
–разовая стоимость выполнения профилактических (d)
иремонтных (с) работ.
Рис. 1.10. Схема определения периодичности ТО экономико-вероятностным методом
2.Определим базу для сравнения удельных затраты на устранение отказов без профилактики, т.е. при стратегии II (формула (1.8)).
3.Выберем целевую функцию – суммарные удельные затраты на предупреждение (ТО) и устранение (Р) отказов:
39
СΣ = С1 + С2. Оптимальная периодичность ТО LО соответствует минимуму целевой функции.
4. Назначим исходную периодичность ТО Lр = х (см. рис. 1.10), которая делит все поле возможных отказов на две группы:
– случаи хi < Lр соответствуют отказам изделий с вероятностью Р, так как изделие откажет до момента его направления на ТО; средняя наработка до этих отказов вычисляется по формуле
Lp
xf (x)dx
L′ = |
xmin |
; |
(1.9) |
|
|
|
|
p |
Lp |
|
|
f (x)dx
xmin
–случаи хi ≥ Lр соответствуют предупреждению отказов
свероятностью R = 1 – Р, так как изделие будет направлено на ТО раньше, чем оно может отказать.
5. Рассмотрим варианты реализации стратегии профилактики и ремонта, показатели которых приведены в табл. 1.4.
|
Таблица 1 . 4 |
||
Варианты реализации стратегий |
|
||
|
|
|
|
Параметр |
Вид стратегии |
|
|
I – профилактика |
II – ремонт |
||
|
|||
Наработка наотказ |
хi > Lр |
хi < Lр |
|
Событие |
Предупреждение отказа, со- |
Отказ |
|
хранениеработоспособности |
|||
|
|
||
Вероятность события |
R |
Р |
|
Наработка, периодичность |
Lр |
L′р |
|
выполнения |
|||
|
|
||
Разовая стоимость |
d |
c |
|
40