

книги / Технология ковки и объёмной штамповки
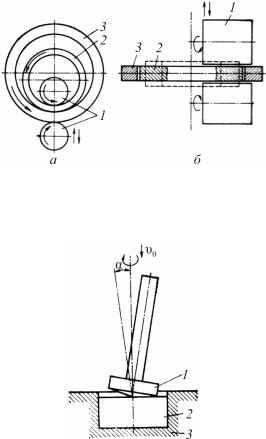
..pdfкой для изготовления поковок типа дисков с тонким полотном. Совмещение операций скручивания и осадки позволяет существенно снижать деформирующую силу в результате приложения крутящего момента.
Протяжка (вытяжка с утонением стенки) – технологическая операция штамповки, в результате которой происходят увеличение высоты и уменьшение толщины стенки цилиндрического стакана при проталкивании его через очко. Эту операцию (рис. 19) применяют для изготовления тонкостенных стаканов после вытяжки без утонения стенки в листовой штамповке или после холодного выдавливания. По характеру напряженного и деформированного состояния схема протяжки ближе к объемной штамповке.
Рис. 18. Штамповка |
Рис. 19. Протяжка (вытяжка |
скручиванием |
с утонением стенки) |
Гибка (изгиб) – технологическая операция штамповки, в процессе которой изготавливают поковки с криволинейной осью.
Раскатка – технологическая операция штамповки, в процессе которой поэтапное формирование заготовки осуществляют вращающиеся и одновременно сближающиеся валки (рис. 20).
Раскатка может быть радиальной и торцевой. Раскатку применяют для изготовления различного рода втулок и колец с фланцами в шарикоподшипной, автомобильной и других отраслях промышленности.
Сферодвижная штамповка – технологическая операция, в процессе которой поэтапное деформирование заготовки осуществ-
31
ляют рабочим инструментом (пуансоном или матрицей), совершающим качательное или поступательное по отношению к заготовке перемещение (рис. 21).
Рис. 20. Штамповка раскаткой: а – радиальная; б – торцевая; 1 – раскатные валки; 2 – заготовка; 3 – ограничительная обойма
Рис. 21. Сферодвижная штамповка:
1 – инструмент; 2 – заготовка; 3 – матрица
В настоящее время раскатку и сферодвижную штамповку применяют при изготовлении разнообразных полых и стержневых деталей с буртами или развитыми фланцами, деталей типа стаканов с внутренними буртами, раструбов с элементами разных диаметров, с переходными участками и др.
32
ВОПРОСЫ ДЛЯ САМОКОНТРОЛЯ СТУДЕНТОВ
1.Характеристика процессов ковки и штамповки.
2.Особенности технологических процессов ковки и объемной штамповки.
3.Основные технологические операции ковки и объемной штамповки и их характеристики.
4.Технологические особенности процесса холодной объемной штамповки.
5.Порядок разработки технологической операции ковки и учитываемые при этом параметры.
6.Сравнительный анализ процессов горячей и холодной штамповки.
7.Характеристика технологического инструмента, применяемого при штамповке.
8.Классификация операций холодной объемной штамповки.
СПИСОК ЛИТЕРАТУРЫ
1.Попов Е.А. Основы теории листовой штамповки: учебное пособие для вузов. – 2-е изд., перераб. и доп. – М.: Машинострое-
ние, 1977. – 278 с.
2.Теория ковки и штамповки: учебное пособие для студентов машиностроительных и металлургических специальностей вузов / Е.П. Унксов [и др.]; под общ. ред. Е.П. Унксова, А.Г. Овчинникова. – 2-е изд., перераб. и доп. – М.: Машиностроение, 1992. – 720 с.
3.Теория обработки металлов давлением: учебник для вузов / В.А. Голенков [и др.]; под ред. В.А. Голенкова, С.П. Яковлева. – М.: Машиностроение, 2009. – 442 с.
33

Учебное издание
Колмогоров Герман Леонидович Мельникова Татьяна Евгеньевна
ТЕХНОЛОГИЯ КОВКИ И ОБЪЕМНОЙ ШТАМПОВКИ
Учебное пособие
Редактор и корректор И.Н. Жеганина
Подписано в печать 20.08.14. Формат 90×60/16. Усл. печ. л. 2,25. Тираж 100 экз. Заказ № 142/2014.
Издательство Пермского национального исследовательского
политехнического университета.
Адрес: 614990, г. Пермь, Комсомольский проспект, 29, к. 113.
Тел. (342) 219-80-33.
34