

Задание 1
Разметка назначение, применяемое оборудование, приспособления, инстумент (разновидости, конструция, материал). Приемы выполения операции. Опасные факторы и техника безопасности.
Разметкой называют операции нанесения на обрабатываемую заготовку разметочных линий (рисок), определяющих контуры будущей детали или места, подлежащие обработке. В зависимости от формы размечаемых заготовок и деталей разметка делится на плоскостную и пространственную (объемную).
Плоскостная разметка, выполняется обычно на поверхностях плоских деталей, на полосовом и листовом материале, заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линии, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Для выполнения разметки используют разметочные плиты, подкладки, поворотные приспособления, домкраты и др.
На разметочной плите устанавливают подлежащие разметке детали и располагают все приспособления и инструмент. Разметочная плита отливается из мелкозернистого серого чугун. В нижней ее части имеются ребра жесткости, предохраняющие плиту от возможного прогиба под действием сипы тяжести самой плиты и размечаемых деталей. Верхнюю, рабочую поверхность и боковые стороны плиты точно обрабатывают на строгальных станках и затем шабрят.
На рабочей поверхности больших плит тогда делают продольные и поперечные канавки, находящиеся на равных расстояниях одна от другой
(200...250 мм) и образующие равные квадраты. Канавки, имеющие глубину 2...3 мм и ширину 1...2 мм, облегчают установку на плите различных приспособлений.
Малые плиты устанавливают на верстаки, столы или чугунные тумбы (рис. а) большие ставят на кирпичные фундаменты (рис. б) или домкраты, размещенные на фундаменте. Высота от рабочей поверхности до пола должна составлять 800-900 мм для небольших плит, и 700-800 мм для плит большого размера.
Рабочая поверхность плиты устанавливается по уровню строго горизонтально. Горизонтальное положение небольших плит достигается установкой клиньев, а больших - с помощью домкратов или двойных клиньев с винтом.
Поверхность плиты всегда должна быть сухой и чистой. После работы плиту обметают щеткой, тщательно протирают тряпкой, смазывают маслом для предохранения от коррозии и накрывают деревянным щитом. Не менее одного раза в неделю плиту промывают скипидаром или керосином. Нельзя передвигать по плите размечаемые заготовки во избежание появления забоин и царапин.
Необработанные заготовки устанавливают не непосредственно на плиту, а на специальные подкладке или домкраты.
Применяемые при разметке инструменты и приспособления передвигают по плите плавно. Рабочую поверхность плиты рекомендуется натирать графитовым порошком.
Для особо крупных деталей целесообразно устанавливать несколько разметочных плит рядом на одном уровне.
Механизированную разметку, выполняемую на координатно-расточных станках или других устройствах, обеспечивающих точные перемещения заготовки относительно разметочного инструмента, применяют для крупногабаритных, сложных и дорогих заготовок. Ручную разметку выполняют слесари-инструментальщики.
Инструменты для ручной разметки заготовок:
Рисунок 1-Разметочные инструменты: а – чертилки; б – циркули; в – штангенрейсмус; г – кернер-центроискатель; штангенциркуль ШЦ-2.
Вспомогательные материалы при разметке:
• Сухой мел.
• Раствор медного купороса.
• Спиртовой лак.
• Быстросохнущие лаки и краски
Накернивание разметочных линий:
Керном называется углубление ( лунка) , которая образуются от действия острия кернера при ударе молотком . Масса молотка должна быть соразмерна массе кернера ( 100-200 грамм).
Разметка по шаблону применяется при изготовлении больших партий одинаковых по форме и размерам деталей, иногда малых, но сложных изделий.
Разметка по образцу - при этом шаблон не изготавливается.
Разметка по месту применяют при сборке больших деталей
Разметка карандашом производится на заготовках из алюминия и дюралюминия
( чертилкой не разрешается, так как она царапает поверхность и появляются условия для появления коррозии).
Точная разметкаиспользуются более точные измерительные и разметочные инструменты.
При выполнении плоскостной разметки надо соблюдать правила техники безопасности. Чтобы не порезать руки кромками листового материала при укладке его на разметочный стол, а также при снятии его со стола, после окончания разметки на руки надевают рукавицы. При пользовании призмами и подкладками принимают меры, предотвращающие их падение. Рекомендуется надевать на острие концов чертилок и циркулей, временно не используемых, предохранительные резиновые колпачки.
Задание 2
Клепка назначение, применяемое оборудование, приспособления, инстумент (разновидости, конструция, материал). Приемы выполения операции. Опасные факторы и техника безопасности.
Клепка — это получение неразъемных соединений при помощи заклепок, применяемых при изготовлении металлических конструкций (фермы, балки, различного рода емкости и рамные конструкции).
Заклепка представляет собой цилиндрический стержень из пластичного металла, на одном конце которого выполнена головка, называемая закладной. В процессе выполнения операции клепки второй стороне стержня, устанавливаемого в отверстия соединяемых заготовок, образуется вторая головка заклепки, которую называют замыкающей. Закладная и замыкающая головки в основном бывают полукруглыми и потайными. Необходимость применения пластичного металла для изготовления заклепок связана с тем, что ее головки образуются в результате пластического деформирования стержня заклепки. При выполнении заклепочных соединений заклепки следует выбирать из того же материала, из которого выполнены детали, подлежащие соединению. Это предупреждает появление гальванических пар, приводящих к коррозии в месте соприкосновения заклепки и детали. Процесс клепки состоит из двух этапов — подготовительного и собственно клепки.
Подготовительный процесс клепки включает в себя сверление или пробивку отверстия под заклепку и формирование углубления в нем с помощью зенкования под закладную и замыкающую головки, если это необходимо. Собственно клепка включает в себя установку заклепки в подготовленное отверстие, натяжку склепываемых заготовок, формирование замыкающей головки и зачистку после клепки. В зависимости от характера заклепочного соединения клепка выполняется холодным (без нагрева) и горячим (с предварительным нагревом заклепки до температуры 1000… 1 100°С) способом. На практике горячая клепка применяется в тех случаях, когда используются стальные заклепки диаметром свыше 12 мм.
Типы заклепок и заклепочных швов:
Наиболее часто при монтажных работах применяются типы заклепок с полукруглой и потайной головкой. В связи с тем, что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применение ограничено.Такой тип заклепок используются только в тех случаях, когда их головки по условиям эксплуатации конструкции не должны выступать над ее поверхностью. В зависимости от назначения и условий эксплуатации возможно употребление заклепок и с другими формами головок
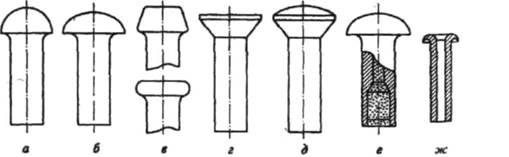
Рисунок-Типы заклёпок:а, б – с полукруглой головкой; в – с цилиндрической головкой, г – с потайной головкой; д – с полупотайной головкой; е – взрывная; ж – трубная.

Рисунок- Инструменты для ручной клёпки.
Поддержки являются опорой при расклепывании стержня заклепок. Форма и размеры поддержек зависят от конструкции склёпываемых деталей и диаметра стержня заклепки, а также от выбранного метода клепки (прямой или обратный). Поддержка должна быть в 3...5 раз массивнее молотка.
Обжимки служат для придания замыкающей головке заклепки после осадки требуемой формы. На одном конце обжимки имеется углубление по форме головки заклепки.
Натяжка представляет собой бородок с отверстием на конце; она применяется для осаживания листов.
Чекан представляет собой слесарное зубило с плоской рабочей поверхностью и применяется для создания герметичности заклепочного шва, достигаемой обжатием (подчеканкой) замыкающей головки и края листа.
Прочный шов применяется в тех случаях, когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колонны, подъемные сооружения и другие подобные конструкции.
Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортировки газов и жидкостей под небольшим давлением.
Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах.
По взаимному положению деталей соединения различаются два типа швов: встык и внахлестку. Соединение деталей встык осуществляется с помощью накладок. В соединении используется одна или две накладки. Заклепки при любом виде соединения можно располагать в один, два, три и более рядов. В зависимости от количества рядов заклепок в соединении различают одно-, дву- и многорядные заклепочные соединения.
Выбор заклёпок:
Независимо от применяемых инструментов и приспособлений склёпываемые детали располагают таким образом, чтобы закладные головки заклёпок находились сверху. Это позволяет вставлять заклёпки предварительно.
Необходимое количество, диаметр и длину заклёпок определяют расчётным путём.
Длина l(мм) стержня заклёпки для образования замыкающей потайной головки определяется по формуле l=S+(0,8…1,2)d, гдеS– толщина склёпываемых листов, мм; d – диаметр заклёпки, мм.
Для образования полукруглой замыкающей головки l=S+(1,2…1,5)d.
По расчётному значение подбирают ближайшее большее значение из числа длин заклёпок, предусмотренных стандартом.
Расстояние от центра до края склёпываемых листов должно составлять 1,5d.
Диаметр отверстия должен быть больше диаметра заклёпки.
Расстояние между заклепками в соединении выбирается в зависимости от типа соединения (однорядное или двурядное). В однорядных швах расстояние между осями заклепок (шаг) должно быть равно трем диаметрам заклепки, а расстояние от края соединяемых деталей до оси заклепок в соединении должно составлять не менее полутора диаметров. При выполнении двухрядных швов это расстояние соответственно должно быть равно четырем диаметрам заклепки и полутора, как и в однорядном соединении. Расстояние между рядами заклепок в таких соединениях должно составлять два диаметра.
При выполнении клепки крупногабаритных деталей широко применяются ручные механизированные инструменты и стационарное клепальное оборудование.
Наиболее распространенным механизированным инструментом для клепки являются пневматические (реже электрические) клепальные молотки, имеющие различные конструкции.
Общие понятия о клёпке
Клёпка процесс соединения двух или нескольких деталей при помощи заклёпок. Этот вид соединения относится к группе неразъемных, т.к. разъёдинение деталей возможно только при разрушении заклёпок. Клёпка применяется в основном в мостостроении, котлостроении, при строительстве судов и самолётов.
Процесс клёпки состоит из следующих основных операций:
1. Образование отверстия под заклёпку в соединяемых деталях.
2. Зенкование гнезда под закладную головку при потайной клёпке.
3. Вставка заклёпки в отверстие.
4. Образование замыкающей головки заклёпки, т.е. собственно клёпки.
Клёпку разделяют на холодную и горячую, при которой стержень заклёпки нагревают до 1000-1100 С˚. Обычно при:
до 8мм – холодная
От 8мм до 12 – смешанная
Более 12 мм горячая.
При ручной клёпке используют обычно холодную клёпку.
В зависимости от инструмента и оборудования и способа нанесения ударов различают клёпку трёх видов:
1. Ударную, ручными инструментами.
2. Ударную, с помощью пневмомолотка
3. Прессовую при помощи клёпальных процессов или скоб.
Типы заклёпок
Заклёпки изготавливают из пластичных материалов:
Сталей Ст. 2, 10; Ст. 3, 15
Меди МЗ, МТ
Латуни Л 63
Алюминиевых сплавов Амг5П, D 18, AD1
Нержавеющая сталь Х189Т
Легированная сталь 09Г2
Рисунок Типы заклёпок: а, б – с полукруглой головкой; в – с цилиндрической головкой, г – с потайной головкой; д – с полупотайной головкой; е – взрывная; ж – трубная.
№ п/п |
Виды заклёпок |
Диаметр, мм |
Длина, мм |
1 |
С полукруглой высокой головкой |
1-36 |
2-180 |
2 |
С полукруглой низкой |
1-10 |
4-80 |
3 |
С плоской головкой |
2-36 |
4-180 |
4 |
С потайной |
1-36 |
2-180 |
5 |
С полупотайной |
2-36 |
3-210 |
6 |
Взрывные заклёпки |
3-6 |
6-20 |
Инструменты и приспособления для ручной клепки.
При ручной клёпке применяют слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканки.
dзакл |
Вес в гр. |
2,0 |
100-150 |
2,5 |
150-200 |
3,0 |
200-300 |
3,5 |
300-350 |
4,0 |
350-400 |
5,0 |
400-450 |
6,0 |
450 |
8,0 |
500 |
Поддержка служит опорой при расклёпывании стержня заклёпки, её масса в 4-5 раз больше массы молотка. Поддержка должна иметь лунку под головку заклёпки.
Натяжка служит для осаживания листов вдоль стержня заклёпки. По оси натяжки выполнено отверстие глухое, диаметром большим dзакл на 1-1,5 мм.
Обжимка – стержень с выполненным на конце углублением для формирования замыкающей полукруглой головки.
Чеканы – зубило плоской и закруглённой частью рабочей поверхности, применяется для создания герметичности заклёпочного шва, достигаемой обжатием (подчеканкой) замыкающей головки и края листа.