

2 .Операция слесарной обработки опиливание, инструмент и техника выполнения раздел.
Опиливание - слесарная операция, при которой с поверхности детали напильником срезают слой металла для получения требуемой формы, размеров и шероховатости, пригонки деталей при сборке и подготовке кромок под сварку. Опиливание производят, чтобы получить определенную форму, точные размеры, гладкую прямолинейную или криволинейную поверхность, чтобы подогнать детали одна к другой, а также для образования наружных и внутренних углов, обработки отверстий, снятия фасок. Мелкие детали опиливают в тисках, установленных в мастерской, а крупные- на месте заготовки и сборки их. Напильник представляет собой брусок закаленной стали (стали У12 или УІЗ, У12А, УІЗА) с насечкой. По частоте насечки подразделяются на (рис.5): брусовки (4-5 насечек/см); драчёвые (4-12 насечек/см);личные (13-26 насечек/см); бархатные (45-80 насечек/см)
По характеру насечка подразделяется на: простую (одинарную)-применяется для цветных металлов; крестовую-для стали, чугуна и бронзы: фрезерованную (дуговую)-для цветных металлов; крестовую –для стали ,чугуна и бронзы ; фрезерованную (дуговую)-для цветных металлов и дерева, кожи, резины; рашпильную (точечную)-для дерева, кожи, резины; штампованную –на трубе или швеллере из стального листа выдавлены отверстия с острыми краями, торчащими наружу (аналогично кухонной тёрке. Применение как у рашпиля). Рашпиль-имеет насечку в виде маленьких заусенцев, расположенных отдельно друг от друга. По-видимому, это самый древний вариант напильника. Его несложно изготовить в кустарных условиях, используя небольшое 3-х гранное зубило. Насечка напильника может быть одинарной под углом 70-80ᵒ к ребру напильника и двойной (перекрестной). При двойной насечке нижнюю делают под углом 55°, а верхнюю -под углом 70ᵒ. Угол заострения зуба напильников-70ᵒ. Напильниками с одинарной насечкой срезают широкую стружку, а с двойной насечкой-мелкую.
Напильники разделяются по крупности насечки (номеру), по длине и форма (35). В зависимости от числа на 1 см длины напильники бывают: драчевые с крупной насечкой ,личные с более мелкой насечкой и бархатные(№ 3, 4) с очень мелкой насечкой. Драчевые напильники применяются для применяются для предварительной, грубой обработки, личные -для чистовой, отделочной обработки и бархатные- для окончательной точной отделки изделия. Драчевыми напильниками за один рабочий ход, в зависимости от твердости металла, можно снять слой толщиной 0,5-1 мм с погрешностью обработки не более 0,2-0,5 мм; личными - толщиной 0,1-0,3 мм с погрешностью обработки не более 0,02 мм, бархатными можно обработать поверхность детали с погрешностью не более 0,01-0,005 мм.
 Рисунок
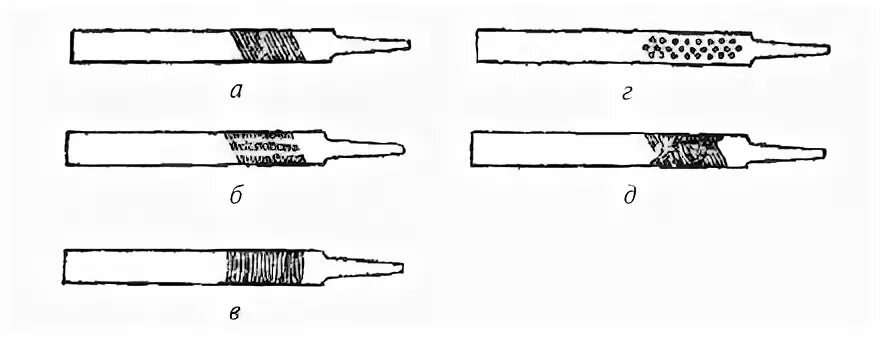
5 - Виды насечек напильника: а - единичная
с наклоном в одну сторону, 6- единичная
наклонная с промежутками, в волнистая,
е-рашпильная, д-двойная
Рисунок
5 - Виды насечек напильника: а - единичная
с наклоном в одну сторону, 6- единичная
наклонная с промежутками, в волнистая,
е-рашпильная, д-двойная
Размер напильника следует выбирать соответственно величине обрабатываемой поверхности. Напильник должен быть на 150 мм длиннее опиливаемой поверхности. В зависимости от вида обрабатываемых поверхностей изделий и от характера работ применяют напильники с профилем различной формы: плоские, полукруглые, квадратные, трехгранные, ромбические и круглые. Плоские и плоские остроносые напильники используют для опиливания наружных и внутренних плоских поверхностей, а также пропиливания шлицен и канавок; полукруглые - для опиливания криволинейных поверхностей вогнутой формы, для выпиливания закруглений в углах; квадратные-для распиливания квадратных прямоугольных и многоугольных отверстий, а также опиливания узких плоских поверхностей; трехгранные - для опиливания острых углов, как с внешней стороны детали, так и в пазах отверстиях и канавках: круглые для выпиливания круглых и овальных отверстий. На хвостовик напильника надевают деревянную ручку круглой формы с утолщением в середине. Ручки изготовляют из древесины твердых пород:
березы, клена, бука.
Чтобы ручка не раскололась при насадке на напильнике и при работе, на конец ее надевают стальное кольцо
Одной из разновидностей напильника является надфиль - это небольшой напильник с мелкой насечкой. Применяют для лекальных, граверных работ,а также для зачистки в труднодоступных местах (отверстиях, углах, и также коротких участках профилей и др)

Рисунок 6 - Положение при опиливании, а, 6 - положения корпуса в положение ног
Заготовку
или деталь, подлежащую опиливанию,
очищают от грязи, масла, окалины (рис.6).
Очищенную заготовку закрепляют в тисках.
Опиливаемая плоскость должна быть
горизонтальной и выступать над уровнем
губок на 8-10 мм. Детали с чисто обработанными
поверхностями зажимают, надев на губки
тисков нагубники из мягкого металла
(меди, латуни, алюминия). При рабочем
ходе напильника (от себя) основная
нагрузка приходится на левую ногу, а
при холостом ходе на правую
При слабом
нажиме на напильник (при отделке
поверхности, доволке формы изделия и
др.) стопы ног располагают почти рядом.
Эти работы можно также выполнять сидя.
Напильник берут за ручку в правую руку
так. чтобы конец ручки упирался в ладонь
руки, четыре пальца захватывали ручку
снизу, а большой палец помещался сверху.
Ладонь левой руки накладывают несколько
поперек напильника на расстоянии 20-30
мм от его носка, Пальцы должны быть
несколько согнуты, но не свисать..
Напильник при опиливании движется
горизонтально. При рабочем ходе напильника
на него нажимают левой рукой, слегка
ослабляя силу нажима в конце хода. При
обратном ходе нажимать на напильник не
следует, он должен скользить по поверхности
детали. При чистовом опиливании и отделке
изделий необходим небольшой нажим на
напильник, который осуществляется не
ладонью, а лишь большим пальцем (рис.7).
Ровную и чистую поверхность можно
получить в результате опаливания, если
направление движения напильника
попеременно меняется.

Рисунок 7 - Процесс опиливания: а- слева направо;6,в поперек и вдоль заготовок; г-справа налево
Для контроля опиленных поверхностей используют поверочные линейки, штангенциркули, угольники и поверочные плиты. Поверочную линейку выбирают в зависимости от длины проверяемой поверхности, то есть поверочная линейка по длине должна перекрывать проверяемую поверхность. Качество опиливания поверхности проверяют поверочной линейкой на просвет. Для этого деталь освобождают из тисков и поднимают на уровень глаз; поверочную линейку берут правой рукой за середину и прикладывают ее ребром перпендикулярно к проверяемой поверхности. Для проверки поверхности во всех направлениях линейку вначале приставляют к длинной стороне в двух-трех местах, затем к короткой (также в двух- трех местах). И, наконец, по одной и другой диагоналям. Если просвет между линейкой и проверяемой поверхностью узкий и равномерный, значит плоскость обработана удовлетворительно. Во избежание износа линейку не следует перемещать по поверхности: каждый раз не нужно поднимать и переставлять в нужное положение.
В случае, когда поверхность должна быть опилена особо тщательно. точность опиливания проверяют при помощи поверочной плиты на краску. При этом на рабочую поверхность поверочной плиты с помощью тампона наносят тонкий равномерный слой красителя (синьки, сажи али сурика растворенного в масле). Затем поверочную плиту накладывают на проверяемую поверхность (если деталь громоздкая), делают ею несколько круговых движений и снимают. На недостаточно точно обработанных (выступающих) местах остается краситель. Эти места опиливают дополнительно до тех пор, пока не будет получена поверхность с равномерными пятнами красителя по всей плоскости (рис.8).
 Рисунок
8 - Порядок операций и приёмы проверки
размеров при опиливании плитки
Рисунок
8 - Порядок операций и приёмы проверки
размеров при опиливании плитки