

книги из ГПНТБ / Полухин П.И. Прокатка и термическая обработка железнодорожных рельсов
.pdfДЕФЕКТЫ РЕЛЬСОВ |
41 |
(рис. 21), позволяющая проводить испытания рельсовых коль цевых образцов в натуральную величину и при диаметре колес, равном диаметру вагонных колес. Исследования на ней не за кончены, но волнообразование уже наблюдалось. Эта работа должна дать исходные данные для установления предельных нагрузок на ось подвижного состава.
При работе рельсов в пути можно выравнивать поверхность катания шлифованием ее специальными поездами или вагона-, ми. Как за границей, так и в СССР были испробованы два типа
Рис. 21. |
Машина для воспроизведения волнистого смятия: |
|
/ — кольцевой |
образец; 2 — приводное колесо; |
3 — токарный суппорт; 4 — на |
жимное колесо; 5 — нажимной |
рычаг; 6 — цилиндр, |
|
шлифующих устройств. В первом из них шлифование осуществ ляется плоскими шлифующими камнями, прижимаемыми к по верхности рельса. Поезд при этом движется со скоростью до 50 км/час, но снимает за один проход сравнительно небольшой слой металла. Для полного выравнивания поверхности катания рельсов требуется многократный проход (до 100 раз) поезда по одному и тому же участку.
Во втором устройстве применяются быстро вращающиеся абразивные диски, которые сразу снимают необходимый слой металла. Поезд при этом движется со скоростью 3—5 км/час, и на грузонапряженных дорогах из-за этого нарушается график движения поездов. Наконец, в США проводится шлифование рельсов специальными поездами во время ремонта пути.
Очевидно, что шлифование рельсов должно быть широко ис пытано и на дорогах СССР, так как оно представляет собой на дежный способ получить ровные рельсы и в значительной сте пени уменьшить развитие волнистого смятия. Особенно это важно для рельсов со сравнительно невысоким содержанием уг лерода и мар.щща.,,
ттшптмл
42ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ЖЕЛЕЗНОДОРОЖНЫМ РЕЛЬСАМ
Кнастоящему времени на магистральных линиях, где преоб ладают рельсы тяжелых типов с повышенным содержанием уг лерода, относительное число рельсов, имеющих волнистое смя тие, уменьшилось. Наблюдение за работой рельсов, термически обработанных на сорбит, показало, что они не дают волнистого смятия. Таким образом, при введении термической обработки дефект этот будет исключен, как и вообще все явления смятия.
Четвертая группа: волосовины в подошве рельсов
Дефекты четвертой группы (№ 40—42) представляют собой изломы и трещины, вследствие волосовины в подошве (рис. 22).
№ 4 0 - |
№ 4 / . |
№42 |
Рис. 22. Дефекты четвертой группы:
Л*9 40 — продольная трещина посредине подошвы: № 41 — откол подошвы; № 42 — излом рельса от трещины вдоль подошвы
В настоящее время одиночное изъятие рельсов по этой груп пе дефектов является очень небольшим и измеряется в десятых долях процента по отношению к общему снятию рельсов.
Трещины и изломы по волосовинам чаще возникают на рель сах типа Р-43, чем на рельсах Р-50 и Р-65. Значительное сниже ние этого дефекта было достигнуто в результате совершенство вания технологии производства рельсов и, в частности, внедре ния калибровки с разрезанием заготовки гребнем в первом тавровом калибре, что позволило повысить требования к рельсам. Согласно ГОСТ 8160—56 в средней трети подошвы глубина во лосовин не должна превышать 0,3 мм. Вогнутость подошвы не допускается, а выпуклость ограничивается величиной 0,5 мм. Последнее способствует резкому уменьшению усталостных яв лений, приводящих к отколам подошвы.
При дальнейшем увеличении вес.а рельсов и, самое главное, при введении объемной термической обработки, например за* калки в масле, этот дефект, очевидно, не будет встречаться на наших дорогах.
44 ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ЖЕЛЕЗНОДОРОЖНЫМ РЕЛЬСАМ
Таблица 6
ЧИСЛО ИЗЪЯТЫХ РЕЛЬСОВ В 1957 г. ПО ДЕФЕКТАМ ШЕСТОЙ ГРУППЫ
Завод |
Тип рельсов |
N ° дефекта |
На условную длину пути по годам прокатки шт.
1949 1950 1951 1952 1953 1954 1955 1956 1957
Всего изъято за все годы
прокатки |
1 |
|
, |
числуизъя |
|
к%общему |
тыхрельсов |
|
шт. |
|
|
Всего по дефектам группы, % к общему числу изъятых рельсов
|
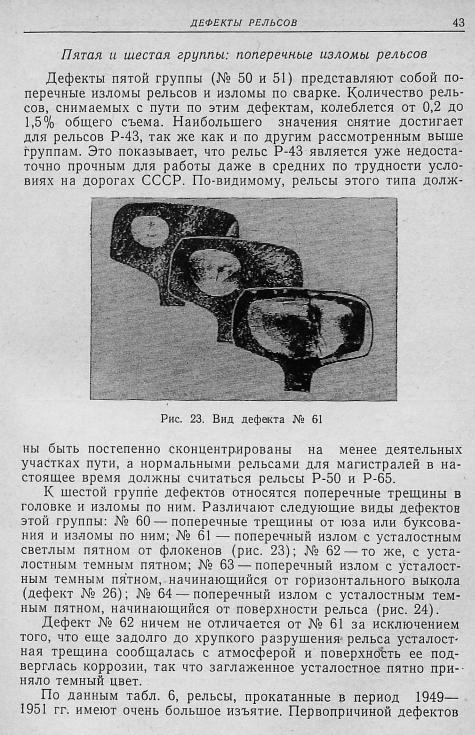
60 |
— |
— |
5 ,7 — — — |
— |
— — 4 5 ,7 |
3 ,3 |
||||||
|
61 |
||||||||||||
Р-65 |
62 |
— |
11,6 |
17,6 |
— |
1,85 0 ,2 5 0 ,8 |
— |
— |
32,1 |
18,6 |
|||
|
63 |
— |
— |
---• — — — |
0 ,6 |
0 ,2 5 |
— |
0 ,8 5 |
0 ,5 |
||||
|
64 — |
— |
— — — 0 ,5 — — — 0 ,5 |
0 ,3 |
|||||||||
|
60 |
0 ,3 |
0 ,2 |
0 ,3 |
0 ,2 5 0 ,3 5 |
__ |
0 ,1 5 0 ,0 5 0 ,0 5 |
1 ,6 5 |
0 ,4 |
||||
|
61 |
1,1 |
1,65 |
2 ,1 5 0 ,7 |
1,05 0 ,5 |
0,1 |
0 ,0 5 |
— |
7 ,3 |
1,8 |
|||
А Р-50 62 |
|
2 ,2 5 |
6 ,4 |
3 ,0 |
3 ,7 5 0 ,9 |
0 ,2 5 0 ,0 5 |
— |
16,6 |
4 ,3 |
||||
|
63 |
__ |
— |
0 ,2 |
— |
0 ,0 5 |
— |
— |
— |
— |
0 ,2 5 |
0 ,1 |
|
|
64 |
1,95 |
1,35 |
3,25 0,55 0,1 |
0,15 0,05 0,25 |
— |
7,65 |
2,0 |
|||||
|
60 |
0,65 |
0,5 |
0,45 0,1 |
0,1 |
0,1 |
1,0 |
__ |
— |
2,9 |
0,'8 |
||
Р-43 |
61 |
2,8 |
1,85 |
0,5 |
0,35 0,15 0,1 |
0,35 |
— |
— |
6,1 |
2,0 |
|||
62 |
6,7 |
3,6 |
1,3 |
0,4 |
0,15 0,35 |
— |
— |
— |
12,5 |
4,1 |
|||
|
63 |
0,2 |
0,05 |
|
|
|
|
|
|
|
0,25 |
0,1 |
|
|
64 |
0,2 |
0,05 |
|
|
|
|
|
|
|
0,25 |
0,1 |
|
|
60 |
|
0,3 |
|
0,05 0,25 0,05 0,05 0,6 |
|
1,3 |
1,0 |
|||||
Р-50 |
61 |
— |
0,8 |
0,25 0,7 |
0,55 0,4 |
0,3 |
— 0,05 |
3,05 |
2,4 |
||||
62 |
— |
5,1 |
1,95 3,2 |
2,8 |
4,1 |
0,15 0,15 |
— |
17,45 |
13,0 |
||||
|
63 |
__ |
1,65 |
0,05 |
— |
— |
0,05 |
— |
— |
— |
0,1 |
0,1 |
|
Б |
64 |
__ |
1,05 0,6 |
1,7 |
1,05 0,1 |
0,05 |
— |
6,2 |
4,6 |
||||
60 |
0,15 |
0,65 |
— |
0,45 — — — — — |
1,25 |
0,8 |
|||||||
|
|||||||||||||
Р-43 |
61 |
0,05 |
0,7 |
— |
0,1 |
— |
0,25 |
— |
— |
— |
1,1 |
0,7 |
|
62 |
1,0 |
1,75 |
0,15 1,1 |
1,0 |
1,1 |
— |
— |
— |
6,1 |
3,8 |
|||
|
63 |
0,05 |
|
|
|
|
|
|
|
|
0,05 |
0,0 |
|
|
64 |
|
|
|
|
|
|
|
|
||||
|
60 |
|
|
|
|
|
|
— |
0,1 |
|
0,1 |
0,5 |
|
Р-50 |
61 |
__ |
— |
— |
— |
— |
— |
0,1 |
— |
0,1 |
0,5 |
||
62 |
|
|
|
|
|
|
|
0,1 |
— |
0,1 |
0,5 |
||
|
63 |
|
|
|
|
|
|
|
|
|
|
|
|
|
64 |
|
|
|
|
|
|
|
|
|
|
|
|
В |
60 |
0,3 |
0,4 |
Прекращено |
|
__ |
__ |
__ |
0,7 |
0,5 |
|||
Р-43 |
61 |
3,95 |
2,2 |
0,4 — — — |
6,55 |
4,4 |
|||||||
62 |
13,35 |
5,7 |
производство |
0,4 |
0,75 |
— |
— |
20,2 |
14,9 |
||||
|
63 |
— |
— |
рельсов |
— |
— |
— |
— |
— |
0,0 |
|||
|
64 |
|
0,05 |
(1951—1953) |
|
|
|
|
0,05 |
||||
2 2 ,7
8 ,6
7,1
21,1
5,3
1 ^
1, О
19,8
46 ТРЕБОВАНИЯ, ПР ЕД Ъ ЯВ ЛЯ Е МЫЕ К ЖЕЛЕЗНОДОРОЖНЫМ РЕЛЬСАМ
ны. Ниже будет показано, как решается сейчас задача преду преждения появления флокенов в бессемеровских рельсах.
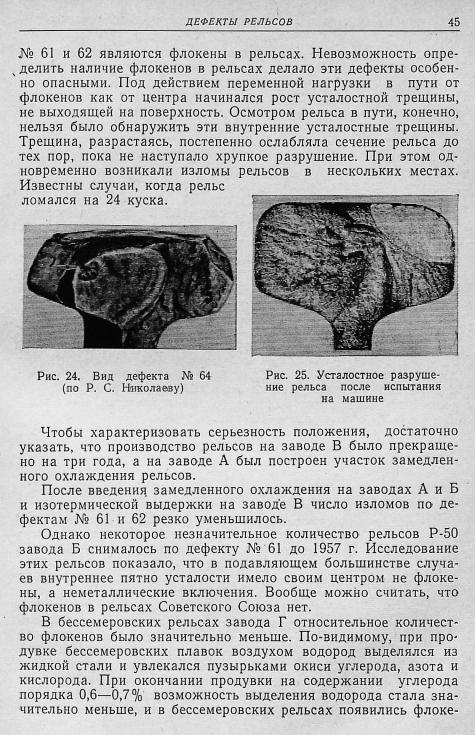
Дефект № 64 получает в настоящее время довольно широ кое распространение. Этот поперечный излом представляет со бой разрушение усталостного типа и также является одним из наиболее опасных, так как дефектоскопы не всегда своевремен но обнаруживают его.
Неясна еще связь дефекта № 64 с 82. Имеется довольно большое количество случаев, когда очагом поперечного излома усталости являются какие-то другие концентраторы напряже ний, а не угловые выщербины.
Характерной особенностью дефекта № 64 является то, что очаг разрушения находится на поверхности рельса. Разрушения такого типа (рис. 25) появляются при испытании рельсов на усталость на машинах с подвижной нагрузкой. Как было пока зано в некоторых работах, число циклов нагрузки, необходимое для разрушения рельса, зависит от прочностных характеристик стали и, в частности, от предела текучести. Чем выше предел те кучести, тем большее число циклов нагрузки выдерживает рельс. Так, по данным Кремера для термически необработанных рель сов (ое = 50,0 кг/мм2) число циклов до разрушения составляет 955 тыс., а для термически обработанных (ое = 88,2 кг/мм2)— 3866 тыс. По данным Ю. В. Грдины и А. А. Говорова, для терми чески необработанных рельсов (crs= 58,7 кг/мм2) число циклов до разрушения составляет 66,1 тыс., а для термически обработан ных (gs = 70 -г- 80 кг/мм2)—144 тыс.
Основываясь на результатах этих работ, можно полагать, что при переходе к термически обработанным рельсам количе ство дефектов № 64 уменьшится.
Седьмая группа: горизонтальные трещины на шейке
К этой группе относятся дефекты № 70 и 73 (рис. 26). Во всех случаях в первой стадии разрушения наблюдается трещи на посредине шейки или под головкой. Эти трещины представ ляют собой усталостные разрушения, причем, как правило, тре щины сопровождаются коррозией, так что иногда разрушение этого типа носит название «красный излом».
Дефекты седьмой группы возникают вследствие недостаточ ной прочности шейки рельсов. Этот вид разрушения был очень широко распространен, когда самым тяжелым типом рельсов являлись рельсы 1а. При переходе к рельсам Р-43 снятие рель сов из-за этого дефекта уменьшилось, но все же оно составляет 15—30% общего снятия рельсов с пути. Уже для рельсов Р-50 снятие по дефектам седьмой группы составляет не более 1,5%, а для рельсов Р-65 оно практически отсутствует.
ДЕФЕКТЫ РЕЛЬСОВ |
47 |
Таким образом, увеличение веса 1 пог. м рельса до 65 кг, по вышение содержания углерода, увеличение размеров подошвы и шейки рельсов и жесткие нормы по волосовинам в подошве — все это привело к значительному упрочнению подошвы и шейки рельсов. Дефекты и повреждения этих частей профиля рельсов исчезли, и снятие рельсов с пути стало ничтожно малым.
Однако это не значит, что возросла эксплуатационная стой кость рельсов. Наиболее слабой частью профиля оказалась те-
/Vs 70 |
'' N3 71 |
Рте. 26. Дефекты седьмой группы:
№ 70 — горизонтальная |
трещина под |
головкой; № 71 — |
|
то же, посредине шейки; № 72 |
— то |
же, соединяющая |
|
ся с поперечными трещинами |
(изломами); № 73 — от |
||
кол |
куска |
головки |
|
перь головка рельса. В ней сконцентрировались почти все по вреждения рельсов, и особенное распространение получили де фекты восьмой группы, в частности дефект № 82.
Восьмая группа: выщербины и повреждения головки
врезультате контактной усталости
Вэтой группе дефекты весьма разнохарактерные (рис. 27). По данным табл. 7, наибольшее развитие имеют дефекты № 80
и82. Снятие рельсов из-за дефектов 81, 83 и 84 незначительно. Дефект № 80 вызывается пробуксовкой колес локомотивов.
Под действием высокой температуры, развивающейся в резуль тате трения колеса о рельс, происходит закалка поверхностного слоя на мартенсит обычно глубиной 1—3 мм. В дальнейшем хрупкий закаленный слой растрескивается и выкрашивается, образуя темное углубление.
48 ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ЖЕЛЕЗНОДОРОЖНЫМ РЕЛЬСАМ
Очевидно, образование этого дефекта зависит от свойств рельсовой стали. Чем прочнее рельс, чем выше в нем содержа ние углерода и легирующих элементов, тем выше прокаливаемость стали и тем легче будут образовываться на ней дефекты типа № 80. Но так как содержание углерода не может быть снижено в рельсах, то необходимо добиваться уменьшения ко личества этих дефектов улучшением условий эксплуатации и тя говых характеристик локомотивов.
№ 80 |
№81 |
N9g2 |
№ 83 |
№-8д |
Рис. 27. Дефекты восьмой группы:
№ 80 — выщербина сверху на головке от буксования; № 81 — ржавление подошвы; № 82 — выщербина сбоку головки; № 83 — поперечный излом от тре щины в подошве; № 84 — выкрашивание наплавленного или закаленного слоя в стыке
Дефект № 82, по данным табл. 7, ведет к изъятию также очень большого числа рельсов. На рельсах тяжелых типов это изъятие составляет чуть-ли не половину общего съема рельсов с пути. Впервые широкое развитие дефекта типа № 82 наблю далось в США. Было отмечено, что распространение этого де фекта связано с определенными участками железных дорог, ко торые особенно сильно поражаются выщербинами. Также было' замечено, что повреждения рельсов угловыми выщербинами мо гут быть разбиты на две группы. К первой из них относятся выщербины, возникающие в результате наплыва металла на внутреннюю рабочую вертикальную грань головки (рис. 28). По американской терминологии этот дефект называют «cheeling». Он является, по мнению американских исследователей, опасным, так как имеет склонность переходить в усталостные поперечные изломы по типу дефекта № 64. Ко второй группе относятся де фекты, показанные на рис. 29 и 30; их называют «flaking». От-
ДЕФЕКТЫ РЕЛЬСОВ |
49 |
Т а б л и ц а |
7 |
ЧИСЛО ИЗЪЯТЫХ РЕЛЬСОВ в 1957 г. ПО ДЕФЕКТАМ ВОСЬМОЙ ГРУППЫ
Завод |
Тип рельсов |
№ дефекта |
На условную длину пути по |
годам прокатки |
Всего изъято |
за все годы |
||
шт. |
|
прокатки |
1949 1950 1951 1952 1953 |
1954 1955 1956 |
к%общему числуизъя тыхрельсов |
шт. |
Всего по дефектам группы, % к общему числу изъятых рельсов
|
80 |
|
18,85 |
1,7 |
|
|
2 ,0 |
1,8 |
0 ,8 |
25,15 |
14,6 |
|
Р-65 |
81 |
_ |
|
_ |
|
|
|
|
|
|
0 |
2 8 ,9 |
83 |
23,2 |
|
|
0 . 5 |
0 ,3 |
|
24 ,0 |
13,9 |
||||
|
84 |
— |
— |
— |
— |
— |
0 ,5 |
— |
0 ,2 5 |
0,7 5 |
0 ,4 |
|
|
80 |
7 ,8 |
4,35 |
2,25 |
4,15 |
U |
1,2 |
0,3 5 |
0 ,2 |
21 ,4 |
5 ,6 |
|
|
81 |
— |
— |
— |
0,0 5 |
— |
— |
— |
— |
0 ,0 5 |
0 |
|
А Р-50 |
82 |
8 ,6 |
1,5 |
4,2 5 |
5,1 |
2,65 |
1,0 |
0,1 |
0 ,0 5 |
23,25 |
6,1 |
12,5 |
|
83 |
— |
— |
— |
— |
— |
0,05 |
— |
— |
0 ,0 5 |
0 |
|
|
84 |
1,1 |
0 ,9 |
0 ,2 |
0,25 |
0,3 5 |
0,2 5 0 ,0 5 |
0 ,0 5 |
3,1 5 |
0 ,8 |
|
|
|
80 |
4,75 |
2,9 5 |
2 ,8 |
1,5 |
1,0 |
0 ,6 |
1,35 |
__ |
14,95 |
4 ,9 |
|
|
81 |
— |
0,1 |
— |
— |
|
— |
— |
— |
0,1 |
0 |
|
Р-43 |
82 |
0 ,2 |
|
0 ,3 5 |
— |
0 ,4 5 |
0,25 |
— |
— |
1,25 |
0 ,4 |
5 ,4 |
|
83 |
|
|
|
|
|
|
|
|
|
0 |
|
|
84 |
0,1 |
— |
— |
0 ,0 5 |
0 ,2 |
— |
— |
— |
0 ,3 5 |
0,1 |
|
|
80 |
|
2,75 |
8 ,3 |
4 ,9 5 |
1,75 |
1,35 0 ,2 5 |
|
19,35 |
15,3 |
|
|
|
81 |
|
0,1 |
— |
— |
__ |
— |
— |
— |
0,1 |
0 |
|
Р-50 |
82 |
|
9 ,3 |
1,45 |
5,35 |
5 ,9 5 |
1,5 |
0 ,4 5 |
— |
24,0 |
18,0 |
3 3 ,4 |
|
яо. |
|
_ |
_ |
__ |
|
|
__ |
_ |
|
|
|
Б |
84 |
|
0,1 |
0 ,0 5 |
0 ,1 5 |
0,1 |
|
|||||
80 |
5,35 |
5 ,8 |
3,75 |
0,6 5 |
1,0 |
0,25 |
— |
— |
16,8 |
10,7 |
|
|
|
|
|||||||||||
Р-43 |
81 |
|
|
|
|
|
— |
— |
— |
|
0 |
|
82 |
0,2 5 |
0,25 |
0 ,4 5 |
0,1 |
0 ,3 |
1,35 |
0 ,8 |
14,6 |
||||
|
83 |
4 ,8 |
|
|
|
|
|
|
|
|
|
|
|
84 |
0,35 |
— |
— |
— — |
— — 5,15 |
3,1 |
|
||||
|
80 |
* |
_ |
|
|
|
|
1,95 |
2,1 |
4,05 |
2 2 ,4 |
|
Р-50 |
81 |
|
— |
— |
— |
— |
— |
— |
10,55 10,55 |
0 |
79,9 |
|
82 |
— |
57,5 |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
83 |
|
|
|
|
|
|
|
|
|
0 |
|
В |
84 |
|
|
|
_ |
_ |
__ |
|
|
|
0 |
|
|
80 |
2 ,0 |
0 ,2 |
— |
__ |
__ |
2 ,2 |
1,5 |
|
|||
|
81 |
0,1 |
— |
— |
— |
— |
— |
— |
— |
0,1 |
0,1 |
|
Р-43 |
82 |
0 ,4 |
0,05 |
— |
— |
— |
— |
— |
— |
0,45 |
3 ,2 |
8 ,4 |
|
83 |
|
|
|
|
|
|
|
|
|
0 |
|
|
84 |
0 ,2 |
0,35 |
|
|
|
|
|
|
0,55 |
3 ,6 |
|
П р и м е ч а н и е . |
Данных за 1957 г. |
нет. |
|
|
|
|
|
|
||||
4 П. И. Полухин и др.