

книги из ГПНТБ / Карамов С.К. Машины для заготовки материалов и элементов инженерных конструкций учебное пособие
.pdfГрафик, изображенный на рис. 59, позволяет определило опти мальное время вибрирования данной бетонной смеси (при вы бранном типе вибратора).
Величина возмущающей силы вибратора зависит от массы экс центрика (т), размера эксцентриситета (е) и угловой скорости вращения эксцентрикового вала (ш). Эта величина может быть определена по следующей формуле:
Q = теш* = Р~-*~ , |
(96) |
105 |
|
где р —• вес эксцентрика, кг;
э— эксцентриситет, см;
п— число оборотов эксцентрикового вала в мин.
Величина ре, выраженная в кгсм, называется кинетическим мо ментом дебаланса.
Для определения мощности двигателя вибратора проф. Десов рекомендует следующую формулу:
N — |
ОшА sin 8 |
(97) |
—-----------л. с., |
75
где Q — возмущающая сила; А — амплитуда, м;
S — угол сдвига фаз между возмущающей силой и перемеще нием вибратора в бетонной смеси (6^20°).
Процесс приготовления бетона в СССР полностью механизиро ван, и с каждым годом повышается уровень комплексной механи зации. Однако пока еще не полностью механизированы вспомога тельные операции (транспорт, загрузка и дозирование материа лов). Поэтому в настоящее время проектируются и выпускаются бетономешалки, в конструкции которых предусмотрена механиза ция процессов дозирования. Стоимость 1 мг бетона, приготовлен ного на полностью механизированных установках, составляет 0,8— 1,5 рублей, а на не полностью механизированных — 5,0—6,0 рублей.
Большое внимание уделяется проектированию и созданию ав томатизированных установок для приготовления бетона с приме нением бетономешалок непрерывного действия. К 1980 году в на шей стране 95% бетона будет изготовлено на автоматизированных установках. Опыт применения бетоносмесительных установок с непрерывным дозированием и приготовлением бетона показал, что в этом случае стоимость 1 м3 и расход электроэнергии уменьшается в 3 раза, а выработка на одного рабочего повышается в 2 раза.
Установки непрерывного действия требуют меньше капиталь ных затрат, в 2—2,5 раза меньшего расхода металла и выдают бетон лучшего качества.
В 1980 году в нашей стране предусматривается выпуск 50% бе тона, приготовленного на установках непрерывного действия.
90
Вближайшие годы значительно увеличится выпуск жестких бетонных смесей. Эти смеси позволяют экономить цемент и созда вать более прочные и морозоустойчивые тонкостенные сооружения. Для этих целей разрабатываются теоретические основы и налажи вается производство бетономешалок вибрационного действия. К 1980 году в нашей стране планируется изготовить около 10% бе тона в вибрационных бетономешалках.
Научно-исследовательские институты в настоящее время за нимаются изучением возможности улучшения конструкций суще ствующих бетоносмесительных машин. К таким работам, в первуюочередь, относятся следующие: облегчение их, повышение произво дительности, повышение долговечности (особенно подшипников). Для этих целей все шире применяются новые рациональные кон струкции вибраторов и новые синтетические материалы.
Внастоящее время все больше и больше начинают получать распространение высокочастотные вибраторы как при уплотнении, так и при перемешивании цементно-бетонной массы. При больших объемах работ все шире находят применение самоходные виброуплотнительные установки с пакетами вибраторов.
Г Л А В А V
СТАНКИ Д Л Я АРМ А ТУ РН Ы Х РАБОТ
§ 1. ВИДЫ АРМАТУРЫ, ПРИМЕНЯЕМОЙ НА ВОЕННО-ИНЖЕНЕРНЫХ РАБОТАХ, И СОСТАВ АРМАТУРНЫХ РАБОТ
Для элементов инженерных сооружений, подвергающихся из гибу, бетон применять нельзя. В таких случаях необходимо ввести в бетон материал, хорошо сопротивляющийся этим усилиям. Таким материалом является сталь. Строительный материал, представ ляющий сочетание стали и бетона, называется железобетоном. Сов местная работа бетона и стали возможна и эффективна благода ря тому, что бетон при затвердевании прочно сцепляется со сталь ными прутками и защищает их от ржавления. Сталь и бетон практически имеют одинаковые коэффициенты линейного расши рения, поэтому при изменении температуры не нарушается сцепле ние между этими материалами.
Стальные стержни различной формы, заделанные в толщу бе тона, называются арматурой железобетона. В зависимости от роли арматуры в элементах конструкции ее разделяют на рабочую, распределительную и монтажную. Рабочая арматура восприни мает основные растягивающие усилия. Распределительная арма тура служит для распределения усилий между рабочими стержня ми. Монтажная арматура необходима главным образом для удер жания рабочей и распределительной арматуры в опалубке в за данном положении.
В зависимости от диаметра арматуру разделяют на легкую — диаметром до 12 мм (такая арматура поставляется в бухтах и на зывается катанкой) и тяжелую — диаметром до 40 мм (эта армату ра поставляется в прутках длиной 4—12 м). При полевом строи тельстве чаще используется легкая арматура. Средний расход ар матуры на 1 м2, бетона около 100 кг. Материалом для арматуры обычно служит круглая арматурная сталь 3 или арматура перио дического профиля (горячекатаная арматура периодического про филя ГОСТ 5781—53). Профили этой стали (рис. 60) различаются по номерам, которые соответствуют диаметрам равновеликих по площади поперечного сечения круглых стержней. Нашей промыш ленностью выпускаются профили от 12 до 32 номера. В практике применяется и холодносплющенная арматура периодического про филя (ГОСТ 6234—52). Эта арматура (рис. 61) изготовляется из
92
мягкой стали на специальных станах путем холодного проката или сплющивания в двух взаимно перпендикулярных плоскостях.
Иногда применяется калиброванная арматура. Если стальной стержень растянуть до напряжения, несколько превышающего пре
дел текучести, и после снятия |
нагрузки через |
некоторое время |
|||
опять загрузить этот стержень, |
|
|
|||
то предел |
текучести его повы |
БопаВой |
Вид ст ер ж н я |
||
сится до напряжения, получен |
|
|
|||
ного при первом растягивании. |
|
|
|||
При этом возрастет и значение |
|
|
|||
предела прочности. Получен |
|
|
|||
ное таким образом |
упрочнение |
|
|
||
стали, |
выражающееся в повы |
|
|
||
шении твердости, предела теку |
|
|
|||
чести |
и |
предела |
прочности |
П л а н |
|
при снижении пластичности и |
|
|
|||
вязкости, |
носит название на |
|
|
||
клепа. |
|
текучести арматур |
|
|
|
Предел |
|
|
|||
ной стали |
может |
быть повы |
|
|
|
шен |
и |
холодным волочением |
|
|
|
примерно на 20—30%. Эта опе |
|
|
|||
рация производится путем про Рис . |
60. Горячекатаная |
арматура |
|||
тягивания проволоки через от |
периодического профиля |
||||
верстие |
меньшего диаметра, |
волочением |
арматурную |
||
чем |
диаметр проволоки. |
Перед |
|||
сталь |
протравливают в ваннах с 3—10%-ным водным |
раствором |
|||
соляной или серной кислоты, затем промывают в воде и нейтрали зуют известковым раствором.
Рис . 61. Холодносплющенная арматура периодического профиля
В практике известна крученая и витая арматура. Свивание ар матуры, кроме ее упрочнения, повышает и сцепление с бетоном. Свивание применяют для стали круглого сечения диаметром до 16 мм, а кручение для квадратной, овальной и полосовой стали. Наклеп стали достигается тем, что кручение производится без сбли жения зажатых концов скручиваемых прутьев. Шаг скрутки бе рется равным от 6 до 12 диаметров прутка.
В целях индустриализации арматурных работ и для уменьше ния расхода арматурной стали, в настоящее время широко практи куются следующие мероприятия:
93
— замена арматуры, состоящей из отдельных прутков, готовы ми арматурными сетками, пакетами, пространственными карка сами;
—упрочнение имеющейся арматурной стали путем повышения тем или иным способом ее предела текучести;
—применение конструкций с предварительно напряженной ар матурой.
В состав арматурных работ входят такие операции, как правка арматурной стали, резка ее на определенные куски, гнутье и свар ка или вязка каркасов и сеток.
§ 2. СТАНКИ ДЛЯ РЕЗКИ АРМАТУРЫ
Для резки арматурной стали применяются ручные и приводные станки. На ручных станках можно резать арматурную сталь диа метром до 20 мм. Однако в целях облегчения труда расчетов арма турщиков обычно предусматривается применение механического станка.
Во всех типах станков арматура перерезается между двумя но жами, из которых один обычно неподвижный, а другой подвиж ный. Ножи имеют большой угол заострения (75—80°), небольшой задний угол (около 3°), а режущие грани перемещаются не по од ной линии, а с зазором до 1 мм. При резании производят смятие стержня арматуры (площадь смятия с каждой стороны — 1/8 пло щади стержня), а затем после достаточно глубокого проникания ножей происходит перерезывание стержня по оставшейся площади.
Кинематическая схема станка для резки арматуры показана на рис. 62, а его техническая характеристика приведена в табл. 15 Приложения.
Вращение от двигателя (/) через систему цилиндрических зуб чатых колес (2; 3; 4) передается коленчатому валу (5) и затем преобразуется в возвратно-поступательное движение ползуна (5). На ползуне укреплен подвижный нож (9). Ползун совершает при мерно 30—35 двойных ходов в минуту.
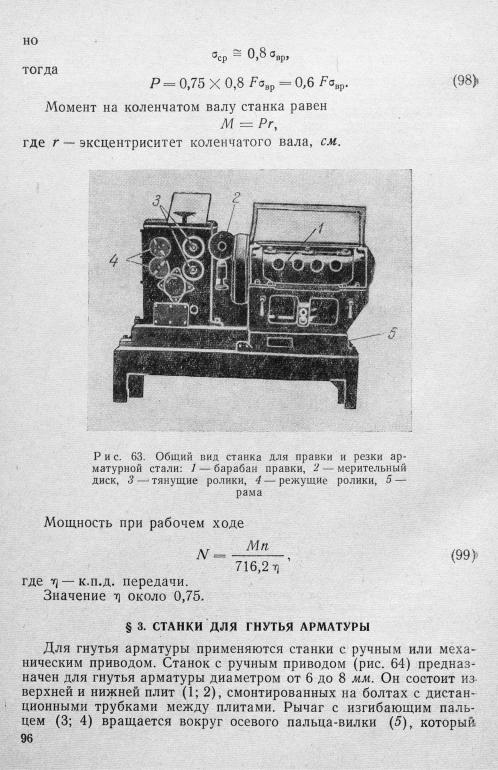
В последнее время на военно-инженерных работах широкое рас пространение получили станки-автоматы для одновременной прав ки и резки легкой арматурной стали (рис. 63 и табл. 16 Приложе ния). Правка, резка, а одновременно и очистка арматуры происхо дит автоматически, без прекращения движения. Станок состоит из рамы (6), правйльного барабана (/), механизма подачи и резки, счетчика, электрооборудования и привода.
Правйльный барабан служит для правки арматурной стали. Он состоит из полого цилиндра с пятью отверстиями, в которых ук реплены плашки из закаленной стали. Плашки могут несколько перемещаться благодаря резьбе, имеющейся в корпусе правйльно го барабана и держателя плашек.
94
Разматываемая сталь из мотка захватывается тянущими роли
ками (3) и протягивается через правильный барабан. При одно
временном вращении правильного барабана и .движении арматур ной стали вперед происходит ее частный изгиб плашками в раз личных направлениях, поэтому арматурная сталь правится и одно временно почти полностью очищается от ржавчины или окалины.
7 *
/Р
Рис . 62. Общий вид и кинематическая схема станка для резки арматурной стали: 1 — двигатель, 2, 3, 4 — зубчатые колеса, 5— коленчатый вал, 6 — маховик, 7 — шатун, 8 — ползун, 9 и 10 — нож
Необходимая мощность двигателя станков для резки арматуры может определяться следующим путем.
В момент перерезания стержня преодолевается сопротивление сразу по площади, равной 3/4F, где F — площадь стержня.
Необходимое усилие
P=3/4Facp,
95
пропущен через шарикоподшипник (6), впрессованный в головку рычага (7), и плотно притянут болтами к нижней плите. Палецвилка заменяет обычный палец с упором. Станок врезается в на стил верстака и прикрепляется болтами. На этом станке одновре менно можно гнуть 4—7 прутков.
Р ис . 64. Общий вид [станка для гнутья арматурной стали вручную: 1 —■верхняя плита, 2 — нижняя плита, 3 — рычаг, 4 — изгибающий палец, 5 — осевой палец-вилка, 6 — шарикоподшипник, 7 — головка рычага
При большом объеме арматурных работ может применяться специальный станок, кинематическая схема которого показана на рис. 65.
Вращение от двигателя (/) через систему цилиндрических зуб чатых колес (2; 3) и червячный редуктор (4; 5) передается верти кальному валу-шпинделю (6), на верхнем конце которого укреплен рабочий диск (7). В центре рабочего диска ставится осевой палец,, а в одно из его отверстий, расположенных по окружности, — изги бающий палец. При вращении диска происходит изгибание стерж ней. Упорный палец ставится в одно из отверстий неподвижной части верхнего настила стола.
Станок имеет одну сменную пару шестерен, с помощью которой можно изменять скорость вращения шпинделя в пределах от 3 до 11 об/мин. Техническая характеристика станков для гнутья арма туры приведена в табл. 17, 18 Приложения.
При расчете арматурных станков для гнутья величину необхо димого изгибающего момента определяют по формуле
М н = WaT, |
( 100) |
где . W — момент сопротивления сечения |
стержня, |
от— предел текучести материала. |
|
7 Зак. ззо |
97 |
Если известен необходимый изгибающий момент и установлена
определенная |
скорость вращения рабочего |
диска, то потребная |
мощность |
|
|
|
М "П ■. |
(101) |
|
716,2 Y] |
|
Значение т] |
обычно около 0,70. |
|
Рис . 65. Общий вид станка для гнутья арматурной стали: 1 —'Электро двигатель, 2 и 3 — зубчатые колеса, 4 и 5 — червячная передача, 6 —вер тикальный вал, 7 — рабочий диск
§ 4. МЕХАНИЗАЦИЯ СВАРОЧНЫХ ОПЕРАЦИЙ ПРИ АРМАТУРНЫХ РАБОТАХ
Применение в железобетонных конструкциях арматуры в виде сварных каркасов, сеток, блоков по сравнению с вязаными карка сами дает ряд значительных технических и экономических преиму ществ. Эти преимущества заключаются в следующем.
1. Благодаря применению сварных каркасов |
увеличивается |
|
жесткость и трещиноустойчивость конструкций, |
а |
следовательно, |
и их несущая способность. (Трещина появляется |
при сварной ар |
|
матуре при 0,4—0,6 от разрушающих нагрузок, а при вязаной арма туре при 0,2—0,4 от разрушающих нагрузок).
2.Балки с приваренными хомутами обладают в среднем на 15—20% большей несущей способностью, чем аналогичные балки с хомутами, привязанными проволокой.
3.Применение сварных арматурных каркасов улучшает совме стную работу металла и бетона, так как сварная сетка хорошо заанкеривается в бетоне по всей своей длине, а не только в местах крюков при вязаной арматуре.
98
4.Производительность труда при арматурных работах с при менением контактной сварки увеличивается в 2—2,5 раза по срав нению с ручной вязкой.
5.При применении сварки создается возможность заготовки ар матурных конструкций централизованным порядком.
6.Получается экономия металла за счет отказа от крюковДля сварки арматуры при меняются контактная или дуговая виды сварки.
Кроме сварки отдельных звеньев арматурных стерж ней в практике широко ис пользуются сварные сетки и каркасы, которые применя ются в железобетонных кон струкциях и изделиях. Для сварки этих деталей исполь зуются специальные маши ны.
Основным видом сварки при изготовлении плоских каркасов и сеток является точечная сварка, при кото рой электроды подводят ток к месту сварки и с по мощью рычагов или спе циальных механических или пневматических приводов создают давление на свари ваемые детали.
При точечной сварке в месте контакта свариваемых элементов происходит выде ление тепла, что обеспечи вает нужный для сварки разогрев металла.
Рис . 66. Общий вид сварочной од ноточечной машины: 1 — трансформа
тор, 2 — первичная обмотка |
транс |
||
форматора, 3 — вторичная |
обмотка |
||
трансформатора, |
4 — регулятор, 5 — |
||
нижний электрод, |
6 — верхний |
элек |
|
трод, 7 — педаль, 8 — контактор |
для |
||
включения тока, 9 — пружина
По числу одновременно свариваемых пересечений стержней раз личают одноточечные и многоточечные сварочные машины. Прин ципиальная схема сварочной одноточечной машины показана на рис. 66.
Трансформатор (1), присоединенный к питающей сети через плавкие предохранители, имеет первичную обмотку (2), которая может посекционно переключаться регулятором (4) в зависимости от потребного напряжения. Ток от вторичной обмотки (3) подве ден к верхнему электроду (б) и нижнему электроду (5). При на жиме на педаль верхний электрод сжимает свариваемые детали, одновременно включая ток через контактор (8).
7* |
9 9 |