

книги из ГПНТБ / Балицкий А.В. Технология изготовления вакуумной аппаратуры
.pdfотпрессованы па гидравлических прессах. Матрицы и пуансоны для этой работы могут быть чугунными или сварными. Так как толщина металла для выпуклых
днищ небольших установок обычно не превышает 5 при диаметре до 800 мм., то для их изготовления вполне до-
статочен пресс мощностью в 100 тс.
|
|
а) |
б) |
Рис. 5-22. Соединение вы |
Рис. 5-23. Соединение выпуклого |
||
пуклого днища с обечайкой |
днища с обечайкой газодуговой |
||
в расточку |
электродуговой |
сваркой с заточкой на днище. |
|
сваркой. |
|
л — заготовка; |
б — выполненный шов. |
Наконец, |
при отсутствии достаточно |
мощного пресса |
|
выпуклые днища можно с успехом изготавливать гид равлическим способом при помощи простого приспособ ления, приведенного на рис. 5-21,п и б. Изготовленное таким методом выпуклое днище будет иметь форму есте ственного прогиба упругой плоской диафрагмы, т. е. по краям будет почти плоским. Поэтому нужно брать при способление с внутренним диаметром несколько боль
шим, чем заданный диаметр днища, чтобы готовую деталь вырезать из заметно выпуклой части заготовки.
|
Следует считать, что для |
|
|
металла толщиной до 5 мм до |
|
|
статочно давать давление жид |
|
|
кости до 30 кгс/см2 и что та |
|
|
кое днище (крышка) может |
|
|
наделено служить при внешнем |
|
Рис. 5-24. Соединение обе |
давлении, равном Vs давления |
|
жидкости, при котором днище |
||
чайки с днищем газодуго |
||
вой сваркой без заточек. |
было изготовлено. |
100
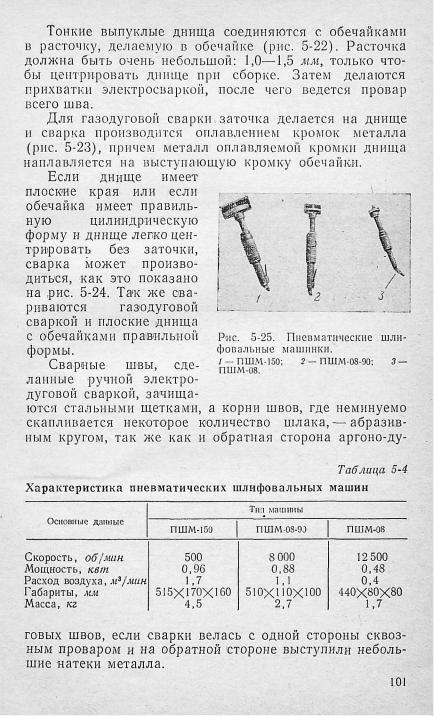
Для такой зачистки удобнее всего применять пнев матические шлифовальные машинки, изображенные на рис. 5-25. Их техническая характеристика приведена
в табл. 5-4. Эти машинки удобны и для зачистки поверх ностей металла.
5-9. ГОРЛОВИНЫ И ПАТРУБКИ
Во многих случаях горловины пли патрубки имеют весьма небольшую длину и настолько широкий фланец, что вести сварку такого патрубка с основным корпусом аппарата становится затруднительным, если патрубок и фланец уже сварены друг с другом.
В таких случаях рекомендуется приварить к корпусу сначала только обечайку патрубка (рис. 5-26), а потом
; |
1-я операция |
|
|
|
|
|
|
__ ______ и |
|
|
------------------- 1 |
|
|
||
i |
/ |
|
|
____________ \ |
|
|
|
1 |
'Ч |
|
|
|
|
|
|
|
111:11 ■ |
1— |
|
* щ |
|
|
|
|
|
---------------------------- |
|
|
|
||
|
|
2 -я операция |
|
|
|
||
|
Рис. 5-26. Порядок |
приварки |
корот |
Рис. 5-27. Правильная свар |
|||
|
ких патрубков |
|
с |
широкими |
флан |
ка патрубков с обечайкой |
|
|
цами. |
|
|
|
|
корпуса |
элсктродуговым |
|
|
|
|
|
|
методом. |
|
приварку фланца производить с торца. При этом реко мендуется применять газодуговую (аргоно-дуговую или гелиево-дуговую) сварку.
В ряде случаев бывает выгодно приваривать горло вину или патрубок к корпусу, не вырезая окна, прямо к цельной стенке, а затем после сварки и испытания шва на герметичность вырезать окно через патрубок на токарном, фрезерном или расточном станке.
Такой способ соединения особенно рекомендуется при больших сечениях коротких патрубков, когда можно ожидать значительной поводки узла при сварке. При сварке патрубка с цельным корпусом и последующей разделке окна поводка будет значительно меньшей.
Предварительную разделку окна для патрубка или горловины следует делать по внутреннему размеру па трубка и собирать и сваривать патрубок с корпусом, как показано на рнс. 5-27.
102
Разметка п вырезка окон под патрубки в установках больших размеров значительно облегчается при пользованми соответствующими приспособлениями по схеме, показанной иа рис. 5-28. На консоли 1, поворачиваю щейся вокруг стойки 2, может перемещаться и фиксиро ваться иа различных вылетах каретка 3, несущая штангу 4, которая может поднимать или опускать закреплен
ный на ее конце инструмент, следя за кривизной обра батываемого корпуса. На конце штанги 4 крепится раз меточный инструмент или различного рода режущие приспособления.
5-10. ТРУБОПРОВОДЫ
Нет ни одной вакуумной установки, в составе ко торой не было бы трубопровода. Наиболе ходовые диа метры вакуумных трубопроводов — от 16 до 50 мм. При производстве единичных установок выгоднее пользо ваться простыми роликовыми приспособлениями для гнутья труб, так как везде, где это возможно по разме рам, колена трубопроводов нужно делать гнутыми из цельнотянутых труб. В серийном производстве, даже при самых малых сериях, рекомендуются применять бо лее совершенное оборудование.
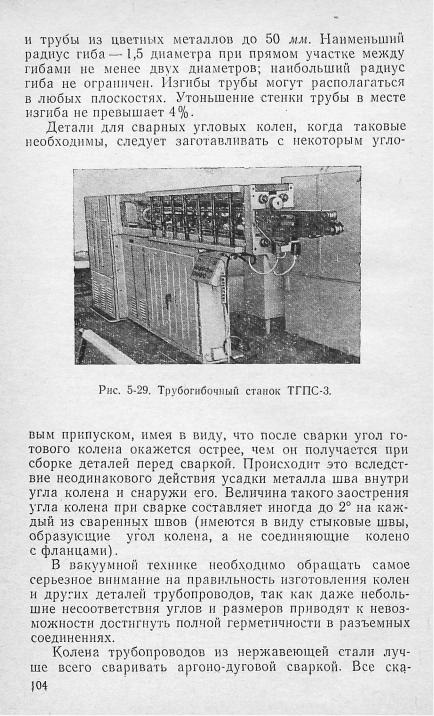
На рис. 5-29 показан современный трубогибочный станок с программным управлением типа ТГПС-3 (ИО-626). Станок этот весьма универсален. На нем можно гнуть стальные трубы диаметром от 12 до 40 мм
103
зйниое выше о фланцах в части припусков на оконча тельную обработку, последовательности операции и пр. относится также и к фланцам вакуумных трубопрово дов.
При изготовлении вакуумных трубопроводов и их колен, не подлежащих прогреву, могут быть широко применены соединения труб с их фланцами на резьбе с последующей пропапкой мягким припоем. Такие со единения выгодны, так как фланцы для них обрабаты ваются сразу окончательно, ибо мягкая пайка не дает сколько-нибудь существенных поводок и может произ водиться как последняя операция. С другой стороны, резьбовые соединения позволяют производить подгонку окончательных размеров трубопровода при сборке.
5-11. ДЕТАЛИ ДЛЯ СПАИВАНИЯ СО СТЕКЛОМ
Как известно, со стеклом может спаиваться ряд
металлов и |
сплавов, |
однако |
наиболее распространены |
в настоящее |
время |
спаи |
стекла с коваром, сталью |
Х18ТФМ, сплавом фени и меньше с медыо, молибденом и др.
Из ковара, имеющего малый температурный коэф фициент линейного расширения, выполняются детали самой различной формы: стержневые, кольцевые, ча шечные и т. п. Ковар лучше других сплавов спаивается со стеклом, но ом требует соблюдения некоторых правил обработки. Высококачественный спай может быть до стигнут только при условии, что поверхность коваровой детали обработана не ниже восьмого класса чистоты (в месте спая). Если в стекло впаивается кромка дета ли, то на ней не должно быть не только заусенцев, но и острых углов. Все углы должны быть скруглены. Не должно быть на месте спая и рисок, особенно поперек спая.
Заготовки из ковара, хромистых сталей, сплава фени чаще всего делаются штампованными, реже давлеными и еще реже точеными. Обработка коваровых деталей
вместе будущего спая со стеклом допускается только режущим инструментом (резцом): напильником, шабе ром и стеклянной шкуркой. Сталь Х18ТФМ требует та кой же обработки, как и ковар. Из молибдена делаются
восновном стержневые детали с последующим остеклованием.
105
Для спая меди со стеклом требуется создать такие условия, при которых спай мог бы осуществляться, не смотря на весьма большое различие температурных коэффициентов линейного расширения стекла и меди. Для этого нужно, чтобы кромка медной детали была податлива и могла при остывании спая без больших усилии изменять своп размеры настолько, насколько этого потребует стекло.
Это условие практически осуществимо только при толщине металла около вная в стекло не более 0,2 a i m . Для достижения этого медные детали затачиваются на токарном станке на конус с углом заострения стенки около 1,5—2е. При такой заточке необходимо тщательно выверять детали в патроне и производить заточку кону са изнутри и проверку цилиндра снаружи с одной по становки, чтобы избежать разностепностн.
1-12. ОХЛАЖ ДАЮ Щ ИЕ ЗМЕЕВИКИ
Часто вакуумная система при работе требует про грева одной части корпуса при интенсивном охлаждении его другой части, например,
|
|
|
пароструйные насосы. Дру |
||
|
|
|
гие установки работают при |
||
|
|
|
значительном |
выделении |
|
|
|
|
тепла в их рабочих камерах, |
||
|
|
|
что также требует охлаж |
||
Рис. 5-30. |
Поперечное |
сечение |
дения стенок корпуса. |
||
В установках небольших |
|||||
наварного |
змеевика. |
|
|||
|
|
|
размеров и цилиндрической |
||
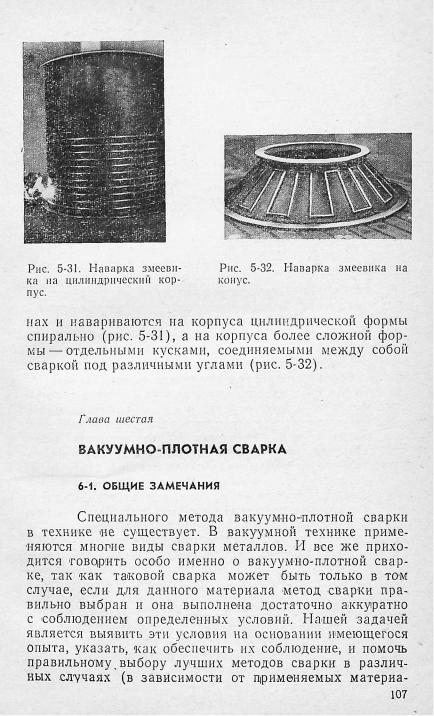
формы выгодно осуществлять охлаждение, делая на кор пусах водяные рубашки. На корпусах установок более сложной формы отвод тепла осуществляется напаянны ми змеевиками, обычно из медных трубок круглого се чения или фасонного профиля.
В установках больших размеров ни рубашки водяно го охлаждения, ни напаянные змеевики нерентабельны. Первые потому, что по условиям прочности их было бы необходимо делать толстостенными, а следовательно, и
очень |
тяжелыми, |
вторые — по |
дефицитности и дорого |
|
визне цветных металлов. |
|
|
||
Для больших установок рациональнее всего приме |
||||
нять |
змеевики |
полукруглого |
сечения с |
отбортовкой |
(рис. |
5-30). Такие змеевики изготовляются |
на знгмаши- |
||
106
лов, условии работы свариваемых установок и их кон структивных особенностей).
Вакуумно-плотными сварными швами мы будем в дальнейшем называть сварные швы, не имеющие види мых пороков как снаружи, так и в разрезах, на всей длине которых при откачке и испытании сваренных ими
•сосудов не удается обнаружить течей при применении масс-спектрометрического течеиокателя типа ПТИ.
В настоящее время — это самый чувствительный про мышленный прибор для нахождения течей, и те соеди нения, в которых им не обнаруживается дефектов, мы приравниваем по вакуумной плотности к цельному ме таллу.
Мы думаем, что здесь следует предостеречь читателя от одного, довольно широкого распространенного за блуждения, касающегося определения вакуумной плот ности швов.
Часто приходится слышать п читать выражение: та кое соединение (шов, уплотнение) может обеспечить такой-то вакуум. Можно ли так определять качество соединений? На наш взгляд, это неправильное опреде ление.
Предельное остаточное давление является функцией многих переменных, в том числе и качества соединений, но не только его одного, а, следовательно, одно и то же соединение в одном случае, в одних условиях может
обеспечить |
достижение |
данного |
предельного давления, |
а в других |
условиях не |
может. |
Нельзя поварить о спо |
собности соединения обеспечить то или другое предель ное давление, не указывая, в какой системе, статической или динамической, какого объема, при каких откачиваю щих средствах и т. п. будет достигаться это .давление.
Поэтому мы считаем более правильным говорить ясно и определенно об отсутствии или наличии течи как о вакуумной плотности или неплотности соединения, основываясь -на показаниях течеискателя. При этом нельзя не упомянуть и еще об одной формулировке того же самого неправильного определения. Часто говорят что данное соединение может обеспечить натекание не свыше стольких-то л-мк-рт. ст/сек. Мы думаем, что это тоже неправильное определение вакуумной плотности.
Опыт показывает, что хорошо выполненный сварной шов может по всем показателям (прочности, плотности, вязкости, коррозионной стойкости) быть не хуже сплощ-
ной стенки. Если же считается для какого-либо данного случая, что шов неравноценен по плотности сплошной стенке и его газопроницаемость больше, то очевидно ее
нужно оценить определенной величиной, |
отнесенной |
|||
к единице длины. Следовательно, |
натекание, которое |
|||
может быть |
гарантировано |
данным |
швом, |
будет про |
порционально |
его полной |
длине. |
Следует |
указывать |
удельное натекание на единицу длины шва.
Если же течеиокатель, несмотря на тщательность и правильность испытаний, течи не обнаруживает, то на текание, обнаруживаемое но изменениям давления за длительные периоды времени без откачки, нет оснований относить к сварным швам. Оно может явиться резуль татом газопроницаемости или газовыделения основного металла, неправильно выбранного метода обработки по верхностей, газовыделения уплотнителей и т. п.
Изделие следует строго испытывать течеискателем и по результатам испытания сварные швы определять как вакуумно-плотные или нет.
6-2. ВЫБОР МЕТОДА
Газовая ацетиленовая сварка. При сварке мало углеродистых или низколегированных сталей с толщиной стенок в месте сварки менее 1,5 мм можно применять газовую ацетиленовую сварку. Лучшие результаты полу чаются при сварке с отбортовкой и при угловой сварке снаружи. Сварка встык не рекомендуется. При больших толщинах газовая сварка для вакуумной системы нера циональна, так как дает значительное коробление дета лей, окисление и ненадежные швы.
Электродуговая сварка качественными электродами для получения вакуумно-плотных швов применима как для малоуглеродистых сталей, так и для нержавеющих сталей с толщиной стенок в месте сварки 2 мм и более. Электродуговая сварка при этих толщинах пригодна для любых форм соединения, где шов не будет мешать сборке узла (стыковая, угловая, тавровая). Электроды должны быть строго определенных марок.
Автоматическая сварка под слоем флюса для ва куумных целей вполне применима как для малоуглеро дистых, так и нержавеющих сталей.
Швы, полученные методом автоматической сварки, рдадки и обычно не требуют дальнейшей обработки, да-
109