

книги из ГПНТБ / Алексеев Н.И. Трубопроводчик судовой учеб. пособие
.pdfРис. 29. Трубогибочный станок ИО-13.
вает возможность ее поворота в горизонтальной плоскости и пере мещения в вертикальном направлении, что требуется при настройке станка.
Вместе с тем наличие осевого перемещения устраняет необходи мость снятия балки при перестройке станка с правого на левый погиб для переноса ее через шпиндель.
Задний конец балки опирается на стойку 11 с роликом 10. На этом конце расположена втулка 12, связывающая штангу 6 с вин том 14 и маховиком 13 для перемещения штанги. Рядом со втулкой размещен механизм 9 для снятия трубы 19 с калибрующей пробки после гибки. Для выполнения этой операции механизм подводится к трубе до соприкосновения стакана 7 с ее торцом и закрепляется на штанге с помощью рукоятки 15. При повороте рукояток 8 стакан получает поступательное движение и стаскивает трубу.
На переднем конце балки закреплены зубчатая шестерня 17 с маховиком 18, предназначенные для перемещения ползуна, имею щего зубчатую рейку. Прижим ползуна выполняется упорным вин том 20 с маховиком 21.
Крепление трубы к гибочному диску осуществляется механиче ским эксцентриковым зажимом. Рычаг 24 эксцентрика 23, размещен ного между щеками 22 гибочного диска 1, связан с планшайбой тя гой 25, длина которой регулируется талрепом таким образом, чтобы при повороте планшайбы сначала повернулся рычаг эксцентрика, прижимающего вкладыш к трубе, а затем получал вращение гибоч ный диск. Автоматический выключатель, установленный на станке, срабатывает при повороте гибочного диска на заданный угол.
Вконструкции предусмотрена централизованная смазка станка,
атакже управление им посредством кнопочной станции (или неза висимо от нее).
Некоторые заводы частично модернизировали станок, оборудовав его пневматическим клиновым устройством для прижатия ползуна к гибочному диску и электромеханическим приводом для переме щения ползуна.
Производительность станка при гибке одинаковых труб с одним погибом под углом 90° на скоростях I—IV составляет от 4 до 7 труб в час.
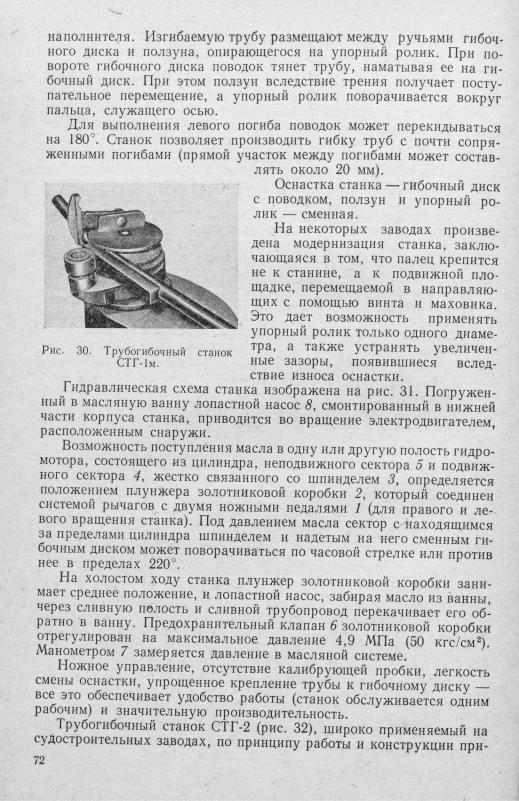
Большое распространение получил трубогибочный станок СТГ-1м с электрогидравлическим (гидромоторным) приводом, работающий по принципу наматывания.
Техническая характеристика станка СТГ-1м
Диаметр изгибаемых труб, м м ....................................... |
14—38 |
Толщина стенки, мм ....................................................... |
1,5—3 |
Радиус погиба труб, мм ............................................... |
35—100 |
Наибольший угол'поворота гибочного диска, ° . . . |
210 |
Частота вращения диска, об/мин................................... |
2,4 |
Наибольшая производительность, погибы в час . . . |
80 |
На станке (рис. 30) выполняется гибка труб (стальных, из цвет ных металлов и сплавов) без применения калибрующих пробок и
71
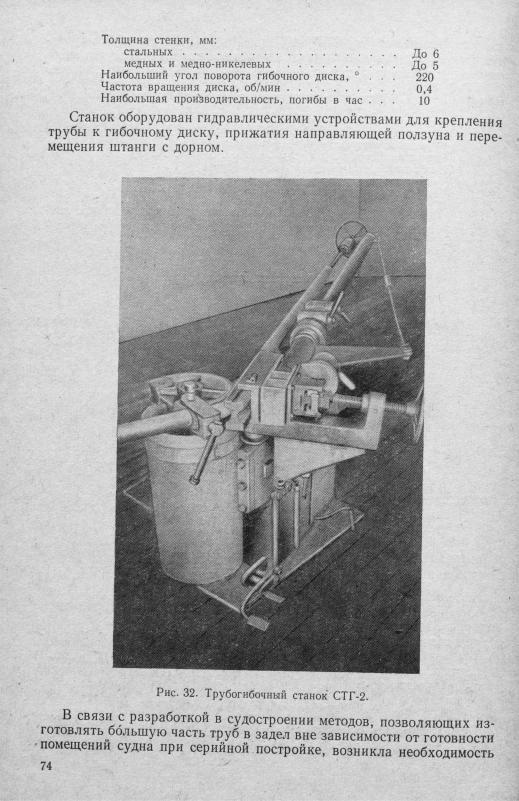
вода аналогичен станку СТГ-1м. Однако в данном случае гибка произ водится с помощью калибрующих пробок, а конструкция крепления трубы к гибочному диску и прижима ползуна значительно сложнее.
Техническая характеристика станка СТГ-2 |
|
Диаметр изгибаемых труб, мм: |
32—76 |
стальны х...................................................................... |
|
медных и из алюминиевых сплавов ................... |
32—105 |
Радиус погиба труб, мм ............................................... |
70—250 |
Наибольший угол поворота гибочного диска, 0 . . |
. 220 |
Частота вращения диска, об/мин....................................... |
1,5 |
Наибольшая производительность, погибы в час . . . |
30 |
На ряде заводов модернизированы некоторые узлы станка: вве дены гидравлические и другие устройства для крепления трубы к ги-
Рис. 31. Гидравлическая схема станка СТГ-1м.
бочному диску, прижатия направляющей ползуна и перемещения штанги с дорном.
Станок СТГ-2, как и станок СТГ-1м, не требует изготовления фун дамента при установке в цехе.
Трубогибочный станок СТГ-3 (рис. 33) отличается от станка СТГ-2 большей мощностью.
Техническая характеристика станка СТГ-3 |
|
Диаметр изгибаемых труб, мм: |
76—160 |
стальн ы х .......................................................... |
|
медных и медно-никелевых ................................... |
75—206 |
1 73

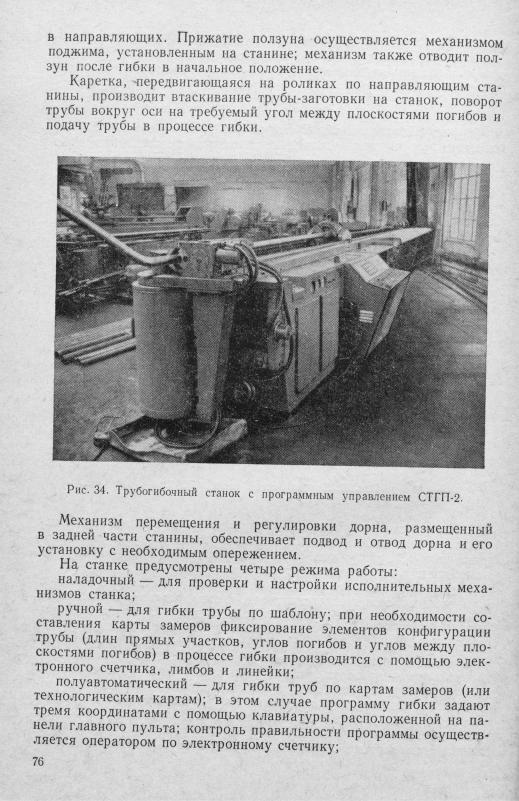
автоматический — при гибке по перфокарте; управление станком производится по записанной на перфокарте программе.
Управление станком на наладочном и ручном режимах работы выполняется со вспомогательного пульта, на полуавтоматическом и автоматическом — с главного пульта.
Наличие различных режимов и упрощенной системы программного управления делает применение станков СТГП-2 экономически целе сообразным в условиях мелкосерийного производства.
Техническая характеристика станка СТГП-2 |
|
Диаметр изгибаемых труб, мм: |
32—89x4 |
стальных .......................................................................... |
|
медно-никелевых............................................................... |
35—110x2,5 |
Наибольшая длина трубы-заготовки, устанавливаемой |
6000 |
на станке, м м ........................................................................... |
|
Радиус погиба, мм ............................................................... |
75—250 |
Частота вращения гидромотора, о б /м и н ................................. |
1,5 |
Наибольшая скорость перемещения трубы, м/мин . . . |
7,3 , |
Наибольшая частота вращения трубы в плоскости, об/мин |
2,5 |
Общее время гибки одной трубы средних размеров, мин |
3 |
Количество рабочих, занятых при гибке труб на станке, |
1 |
ч е л ................................................................................................ |
Точность отработки команд составила: по углу поворота трубы
в плоскости 20', по перемещению 1 |
мм, по углу гибки 30'. |
В производственных условиях |
используется также станок |
СТГП-3 (рис. 35) с гидромоторным приводом и программным управ лением.
Оснастка трубогибочных станков. Гибка труб на станках выпол няется с помощью сменной оснастки, подбираемой с учетом наруж ного диаметра и толщины стенки трубы. Сменный комплект оснастки состоит из гибочного диска, ползуна, дорна (калибрующей пробки) и сухаря (вкладыша). Для станка СТГ-1м в комплект входят гибоч ный диск, ползун и упорный ролик.
Размеры оснастки должны обеспечивать получение унифициро ванных радиусов погибов на трубах в соответствии с табл. 3 и 4. Иногда разрешаются отступления от унифицированных радиусов погибов, вызванные условиями проектирования и производства. В этих случаях допускается холодная гибка труб на станках по не унифицированным радиусам, а также гибка медных и медно-никеле
вых |
труб |
систем с рабочим давлением |
среды рраб г=с; 3,9 МПа |
(40 |
кгс/см2) |
по радиусу 1,5da при ~ ^ 3 0 . |
Отступления должны |
быть согласованы с технологической службой предприятия-строи теля и дополнительно с представителем Регистра (в случае постройки судов по Правилам Регистра).
Гибка таких труб должна выполняться на ложкообразных дорнах при обильной смазке машинным маслом дорна и внутренней полости трубы; в данном случае применяются гибочные диски с увеличенной примерно на 0,Ы Н ребордой. Зазор между ребордой и ползуном при этом должен составлять 2—5 мм.
77

чертежом трубы на величину AR' по приведенной ранее формуле или по выражению, предусмотренному отраслевым стандартом,
где R — заданный радиус погиба по осевой трубы;
а— заданный угол погиба;
ф0 — угол пружинения, соответствующий началу пластической деформации трубы в процессе гибки;
ф — общий угол |
пружинения, соответствующий заданному |
углу погиба |
трубы. |
а) |
|
Разность ф — ф0 дает искомый угол пружинения, пропорцио нальный заданному углу погиба трубы. Значения ф и ф0 определяют по графику, приведенному на рис. 37, составленному для унифициро ванных радиусов погибов R — (2,75ч-3,0) dH.
Для предотвращения распора щек ручьев гибочных дисков под воздействием усилий, возникающих при гибке трубы, щеки должны обладать достаточной жесткостью; их толщина определяется расчетом.
В соответствии с положительными припусками, предусмотрен ными ГОСТ или ТУ на изготовление труб, поставляемых предприя тиям, диаметр ручья гибочного диска в зависимости от размера труб выполняется на 0,5—2,5 мм больше номинального наружного диа метра трубы.
Вставки (зажимные сухари) гибочных дисков рекомендуется вы двигать на величину 0,5—1,0 мм, как показано на рис. 38.
79