

книги из ГПНТБ / Салтыков, А. В. Основы современной технологии автомобильных шин
.pdfСдЭ
оо0 9
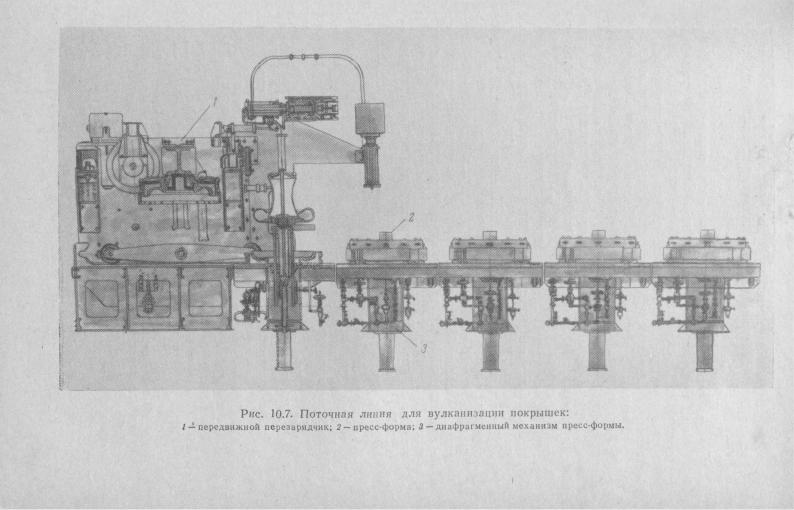
Рис. 10.5. Схема работы вулканизатора-форматора типа «бэг-о-мэтик»:
/ —загрузка; 2 —продувка формы и опускание верхнего кольца диафрагмы; 3—пресс закрывается, в диафрагму подается пар;4—пресс закрыт, идет процесс вулканизации; 5 — пресс открывается; 6 —пресс открыт, нижнее кольцо диафрагмы поднимается; 7 —нижнее кольцо поднимается до конца, верхнее начинает подниматься; 5 —верхнее кольцо поднимается, рычаги подъемника начинают подниматься, в диафрагме вакуум; верхнее кольцо поднимается, нижнее опускается, рычаги держат покрышку; 10 — верхнее кольцо поднимается, нижнее опускается до конца,
в диафрагме вакуум; // —подъемник снимает покрышку; 12 —подъемник снял покрышку, и рычаги опустились.
Управление агрегатом автоматическое. Агрегат обслуживается конвейерами для подачи сырых и отбора вулканизованных по крышек.
По данным института ВНИИРТМАШ, агрегат заменяет 14 форматоров-вулканизаторов типа «бэг-о-мэтик»; при этом произ водственная площадь сокращается на 420 м2, а расход металла уменьшается на 294 т.
Разработаны и будут испытываться в условиях заводов опыт ные агрегаты: ВПМ-2-300 производительностью 20 шт/ч для по крышек размеров от 280—508 до 320—508 и ВПМ-2-100 произво дительностью 54 шт/ч для легковых покрышек. По предваритель ным данным, применение агрегатов дает большой экономический эффект.
Вулканизационные формы
При вулканизации покрышек в форматорах-вулканизаторах применяются формы пяти типов.
Фо р |
м а с п а р о в о й |
р у б а ш к о й , имеющая гравированный |
рисунок |
протектора (рис. |
10.8). К недостаткам форм этого типа |
Рис. 10.8. Вулканизационная |
форма с |
Рис. |
10.9. |
Вулканизационная |
форма |
|
паровой рубашкой: |
|
|
|
с вкладышем: |
|
|
/ —гравировка |
рисунка протектора; |
2 —паро |
/ —гнездо с |
паровой рубашкой; |
2—съем |
|
вая рубашка; |
3 —вентиляционные каналы. |
ный |
вкладыш; 3 —отверстие для |
вакуум- |
||
|
|
|
|
|
отсоса. |
|
можно отнести трудность замены, неудобство вывода сквозных вентиляционных каналов, предотвращающих недопрессовку через паровую рубашку формы, а также их высокую стоимость. Эти фор мы редко применяются на практике.
С т а ц и о н а р н а я ф о р м а с п а р о в о й р у б а ш к о й и с ъ е м н ы м м е т а л л и ч е с к и м в к л а д ы ш е м (рис. 10.9). Фор ма постоянно находится в прессе, а в случае необходимости сме няется только гравированный вкладыш. Часто форму изготавли вают таким образом, чтобы в нее могли устанавливаться вкладыши