

книги из ГПНТБ / Виноградов, Г. А. Полиграфическое производство. Введение в полиграфию учеб. пособие
.pdfТипы |
стандартных |
переплетов: |
|
|
|
|
|
|||
/ — г и б к и й |
обрезной; 2 — гибкий |
с |
кантами; |
3 — обрезной |
мягкий |
|||||
цельнотканевый; |
4— цельнобумажный |
твердый; |
5— составной |
твердый, |
||||||
корешок |
тканевый, |
с т о р о н к и крыты |
о б л о ж к о й ; |
6 — г и б к и й , |
крытый |
|||||
т к а н ь ю |
или б у м а г о й |
с кантами; |
7 — с т о р о н к и картонные, |
цельноткане |
||||||
вый с |
кантамн; |
8 — сторонки картонные, крытые |
т к а н ь ю , |
корешок, |
||||||
крытый |
т к а н ь ю , |
с кантами; 9 — пластмассовый |
|
|
|
|
||||
ются жесткостью |
сторонок |
(гибкие, твердые, мягкие), |
наличием |
|||||||
или отсутствием кантов |
(с кантами, обрезные), формой |
корешка |
||||||||
(прямой, кругленый, кашированный), формой уголков |
(прямые, |
|||||||||
закругленные), а также |
материалом |
покрытия |
крышки |
(цельно- |
||||||
картонные, цельнобумажные, цельнотканевые, составные и пла стмассовые) .
К цельнокартонным переплетам относятся:
П е р е п л е т № 1—гибкий обрезной, крышка представляет собой один кусок картона с биговкой вдоль корешка для образо вания «шарнира» крышки, обеспечивающего относительную лег кость открывания книги. Обрезка книги с трех сторон произво дится после вставки блока в крышку.
П е р е п л е т № 2— гибкий с кантами, т. е. с краями крышки, выступающими с трех сторон за пределы книжного блока. В тех нологическом отношении изготовление книг в переплете № 2 от личается от изготовления книг в переплете № 1 тем, что книжный блок обрезается, а потом вставляется в крышку.
П е р е п л е т |
№ |
4 — цельнобумажный, |
твердый. Сторонки |
и |
||
отстав картонные, |
покрытие — плотная бумага. Углы прямые. |
|
||||
К цельнотканевым переплетам |
относятся: |
|
|
|||
П е р е п л е т |
№ |
3 — обрезной |
с прямыми или |
круглеными |
||
углами, состоит |
из |
одного закроя |
ткани |
(клеенка, |
коленкор) |
с |
подклейкой с внутренней стороны бумаги, поэтому переплет мяг кий (примером может служить общая тетрадь).
213
Конструктивные элементы пе реплетов:
/ — ц е л ь н о к а р т о н н ы й , / / — состав ной, / / / — цельнотканевый, IV — пластмассовый
П е р е п л е т № 6 — сторонки и отстав из плотной бумаги или тон кого картона, поэтому переплет будет гибким, с кантом, с круглеными углами, покрытие коленко ровое.
П е р е п л е т |
№ |
7 — сторонки |
||
картонные, |
отстав |
бумажный |
||
(редко картонный) |
с кантом, по |
|||
крытие ледериновое |
или |
коленко |
||
ровое, углы прямые |
или |
кругле- |
||
ные. |
|
|
|
|
Примером |
может |
служить пе |
||
реплет данной книги. |
|
|||
Составные |
|
переплеты |
разли |
|
чают двух видов: |
|
|
||
П е р е п л е т |
№ |
5 — сторонки |
||
картонные, отстав бумажный (при прямом корешке картонный), сто ронки покрыты бумажными об ложками и соединены тканевым корешком. Переплет твердый с прямыми или круглыми углами.
П е р е п л е т № 8 — картонные сторонки, бумажный или картон ный отстав, сторонки и отстав со единены одним видом ткани (на пример, ледерин), а сторонки по крыты тканью другого сорта или цвета. Переплет твердый с кан том, уголки прямые или кругленые.
Пластмассовые переплеты всегда делаются с кантами, круг лыми углами и круглеными корешками. Различают четыре раз
новидности этих переплетов.
П е р е п л е т № 9 (простейший) изготовляется из полихлор винилового пластиката или другого вида пластмассы. Жесткость определяется жесткостью пластмассы.
П е р е п л е т |
№ |
9м |
(мягкий) изготовляется из одного слоя |
эластичного пластиката. |
|
||
П е р е п л е т |
№ |
9пж |
(полужесткий) состоит из слоя эластич |
ного пластиката, с внутренней стороны которого приварены сто ронки из жесткого или полужесткого пластиката.
П е р е п л е т № 9ж (жесткий) состоит из двух слоев эластич ного пластиката, между которыми проложены картонные сто ронки.
В изготовлении книг находят применение особые виды скреп-
214
• |
|
|
• |
•у |
•у |
|
•v ~ • |
|
|
|
|
|
|
• |
• |
|
Q |
Q |
Q |
|
D |
|
|
|
|
|
|
|
|
|
|
A |
A |
A |
|
|
|
|
|
|
|
Схема |
крышкоделательной |
машины: |
|
|
|
|
|
|
|||||
/ — р у л о н |
ткани; 2 — к л е е в о й а п п а р а т для |
н а н е с е н и я |
клея |
на ткань; |
3 — само |
||||||||
н а к л а д |
для вывода |
из |
б у н к е р а |
картонных заготовок |
с т о р о н о к ; 4 — м е х а н и з м |
||||||||
прикатывання |
к а р т о н н ы х заготовок с т о р о н о к к т к а н и ; |
5 — м е х а н и з м |
высечки |
||||||||||
уг ло в; |
6 — механизм |
п р и к л е й к и |
отстава; |
7— м е х а н и з м |
з а г и б а н и я п р о д о л ь н ы х |
||||||||
краев ткани; |
8 — м е х а н и з м д л я |
поперечной резки ткани; |
9 —механизм |
д л я |
|||||||||
з а г и б а н и я |
поперечных |
краев |
ткани; 10— |
механизм о б ж и м а готовых |
крышек; |
||||||||
/ / — в ы в о д |
крышек |
в приемный |
б у н к е р |
|
|
|
|
|
|
||||
ления и переплетов, не предусмотренные стандартом, например, крышки и листы книжного блока, скрепленные между собой про волочной спиралью, металлическими или пластмассовыми спи ралями, пружинными зажимами, металлическими или пласт массовыми винтами или замками и т. д. Разнообразная кон струкция некоторых особых видов скреплений показана на ри сунке (см. стр. 251).
Изготовление переплетных крышек. Переплетные крышки от личаются сложностью конструкции, числом деталей и материа лом, необходимым для изготовления. Все девять видов перепле тов, предусмотренных техническими условиями, имеют различ
ную степень распространения. Большая часть книг |
выпускается |
в переплетах № 5 и 7. |
|
Переплетные крышки № 5 и 7 изготовляются на |
крышкодела- |
тельных машинах, отличающихся разной степенью |
механизации |
и автоматизации. |
|
Многооперационная крышкоделательная машина КД-3 пред назначена для изготовления крышек с рулонных кроющих ма териалов. В машине устанавливают рулон ткани (или бумаги для изготовления переплета № 4), ширина которого соответст вует ширине развернутой крышки с загибами, и рулон бумаги для отстава. Заготовки картонных сторонок загружают в два магазина самонаклада. Ткань с рулона разматывается преры висто в такт работе машины. В клеевом аппарате оборотная сто рона ткани покрывается клеем. Самонаклад подает две картон ные сторонки, которые ложатся на ткань в соответствии с раз мерами корешка крышки. Далее валики прикатывают картонные сторонки, и они надежно приклеиваются к ткани. Между сторон ками наклеивается полоска отстава, прикатывается роликом и отрубается от рулона. Далее за два приема в ткани вырубаются
215
углы и при движении ленты ее продольные края, параллельные корешку, загибаются и приклеиваются к внутренней стороне крышки. Заготовка отрезается от общей ленты, поперечные края загибаются. Крышка подается к обжимным валикам и выкла дывается на приемный стол.
При изготовлении составных крышек (например, переплета № 5) устанавливают три рулона: один узкий для корешка крыш ки, два для оклеивания лицевых сторон крышки. Ленты ткани проходят клеевую секцию, и далее к внешним краям приклеи вают ленты бумаги для оклеивания сторонок. Дальнейшие опе рации по сборке крышек выполняются также, как и при изготов лении цельнотканевых крышек.
Производительность машины около 3 тыс. крышек в час. Крышкоделательная машина КД-3 имеет серьезный недоста
ток— затруднено точное ориентирование относительно сторонок рулонов бумаги (при изготовлении переплета № 5), имеющих печатное изображение. Этот недостаток устранен в машинах оте чественного производства БЦА-5, предназначенных для приклеи вания картонных сторонок к тканевому корешку, и БЦА-6, осу ществляющих покрытие этих заготовок обложками, нарезанны ми на листы. В небольших типографиях переплетные крышки изготовляют вручную на конвейерах с применением клеемазальных станков.
Изготовленные крышки должны быть высушены. Наиболее простое устройство для сушки представляет собой транспортер, двигающийся через камеру, в которую подается поток теплого воздуха. Воздух, омывая крышки, удаляет избыток влаги из них.
Имеются сушильные устройства, в которых сушка произво дится термоизлучением от электрических лампочек, размещен ных в камере.
Сушильные устройства, построенные на использовании свойств токов высокой частоты, представляют собой генератор, питающий конденсаторы. Вертикальный транспортер с крыш ками перемещается между обкладками конденсаторов, которые и создают электрическое поле высокой частоты.
Хорошо высушенная крышка обеспечивает нормальное вы полнение последующих операций — тиснение на сторонках и ко решке и вставку блока.
Пластмассовые крышки изготовляются методом сварки с ис пользованием специальных прессов и генераторов тока высокой частоты.
Отделка переплетных крышек. На переплетных крышках, по крытых бумагой или картоном (переплеты № 1, 2, 4, сторонки переплета № 5), производится обычная типографская печать. Чаще всего крышки переплета № 5 оклеиваются уже отпечатан ной обложкой, но иногда (при изготовлении крышки на машинах типа КД-3) печать выполняется на готовых крышках на тигель ной машине.
2!б
На крышках, покрытых тканью (переплеты № 3, 6, 7 и 8, ко решки переплета № 5), изображение наносится с помощью позо лотных прессов под давлением. Наиболее распространены три способа отделки таких крышек—блинтовое тиснение, тиснение металлизированной или красочной фольгой и печатными пере плетными красками.
Тиснение производят горячими штампами при температуре 120° и более.
При блиитовом тиснении штамп уплотняет картон и выгла живает фактуру лицевой стороны ткани.
Фольга для тиснения выпускается в виде ленты и представ ляет собой тонкую бумажную кальку или пластмассовую плен ку, на одной стороне которых нанесены три слоя: связующий во сковой, мелкодисперсный порошок бронзы или алюминия, или суспензия краски и слой, содержащий смолу. Первый слой слу жит для удерживания на кальке или пленке собственно порошка металла или краски. Второй слой определяет характер и некото рые свойства фольги. Третий слой служит для надежного за крепления красочного слоя на поверхности крышки. Тиснение фольгой выполняют медными штампами.
Краски для печатания на крышках обладают особыми свой ствами, которые обеспечивают надежное их закрепление на по верхности крышки.
Оформление переплетных крышек бывает весьма разнообраз ным. Для отделки крышек может быть использовано сочетание всех видов тиснений.
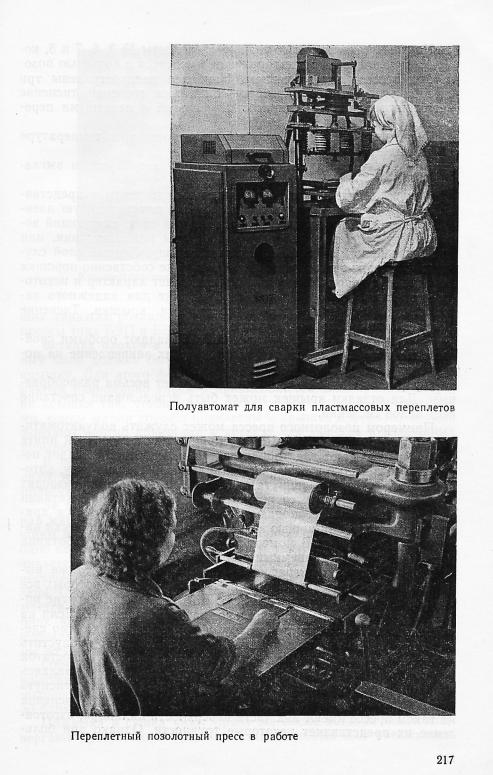
Примером позолотного пресса может служить полуавтомати ческий пресс марки БЗП . Штамп прикрепляют к верхней плите пресса и нагревают электронагревателем. Работница кладет пе реплетную крышку в развернутом виде на нижнюю плиту, кото рая в этот момент выдвинута вперед. Если тиснение производят фольгой, то она подается под штамп с рулона. При печатании краской вместо фольгоподающего механизма монтируется кра сочный аппарат, с помощью которого на штамп периодически на носится слой краски. В момент выхода нижней плиты работница снимает крышку на приемный столик.
Отечественное полиграфическое машиностроение также вы пускает автоматические позолотные прессы БЗА-2, в которых все операции автоматизированы. Пресс БЗА-2, как и все другие по золотные прессы, рассчитан только на одно тиснение. Если на переплетной крышке по характеру оформления необходимо сде лать два-три и более тиснений, то крышку необходимо пропустить два-три и более раз через позолотный пресс. Этот недостаток устранен в ротационном позолотном прессе, который, являясь полным автоматом, дает возможность за один прогон оттиснуть на крышке изображения с трех штампов. Штампы для тиснения на таком прессе имеют вид части поверхности цилиндра, изготов ление их представляет некоторые трудности. Однако при боль-
218
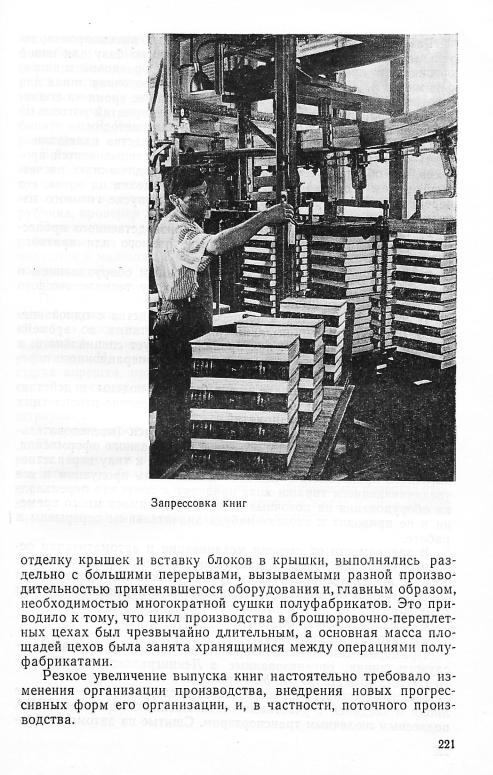
ских прессах. Книги раскладывают корешками в разные сторо ны с незначительным сдвигом и укладывают на платформу в ка ретки. Мощный пресс зажимает каретку, и пачки книг оказыва ются спрессованными. Плиты каретки соединяют болтами, осво бождают давление пресса, а каретку подвешивают к цепному транспортеру. Полный оборот транспортер совершает не менее чем за 4 ч. За это время книги высыхают и уплотняются. Карет ка с книгами, совершившая свой четырехчасовой путь, распрессовывается, книги передаются для дальнейшей обработки.
Окатка рубчика. Чтобы книга лучше открывалась и имела более аккуратный вид, выполняется окатка рубчика или штри ховка— операция по образованию вдоль корешка прогиба ме жду отставом корешка и картонной сторонкой переплетной кры шки.
Штриховальный станок ШД-1 имеет две секции. Вручную книга подается в одну из секций, где планка вдавливает ткань переплетной крышки вдоль корешка.
Роликовый штриховальный станок Ф1Ф имеет два ряда ди сков, между которыми двигается транспортер, несущий на себе книги. Станок Ф1Ф очень удобно встраивается в поточную ли нию по обработке книг.
Проверка и упаковка книг. По окончании всех перечислен ных выше операций качество книг проверяется контролерами. Цель контроля — обнаружить книги, имеющие дефекты, и изъять их из тиража.
При внешнем осмотре должны быть выявлены плохая обрез ка, неправильная вставка блока относительно краев крышки, де формация корешка, грязь, механические повреждения, низкое качество тиснения, а также плохо пропечатанные листы, непра вильное положение вклеек, ошибки в подборе тетрадей, непрошитые тетради и другие недостатки, ухудшающие качество книги.
Книги, изъятые контролером, передаются для устранения об наруженных дефектов (на «ремонт») или списываются в брак, если дефект нельзя устранить.
Далее книги (если это предусмотрено оформлением) переда ют для одевания на них суперобложек и вставки в футляры.
Готовые книги упаковывают в пачки или в картонные короба. Упаковка книг — трудоемкая операция. Имеются специальные упаковочные машины, значительно облегчающие труд упаков
щиков.
4.
Организация поточного производства при изготовлении книг
Еще совсем недавно все операции сложного технологического процесса изготовления книг в переплетах (об организации поточ ного производства брошюр было сказано на стр. 209), включаю щего в себя подготовку и обработку блоков, изготовление и
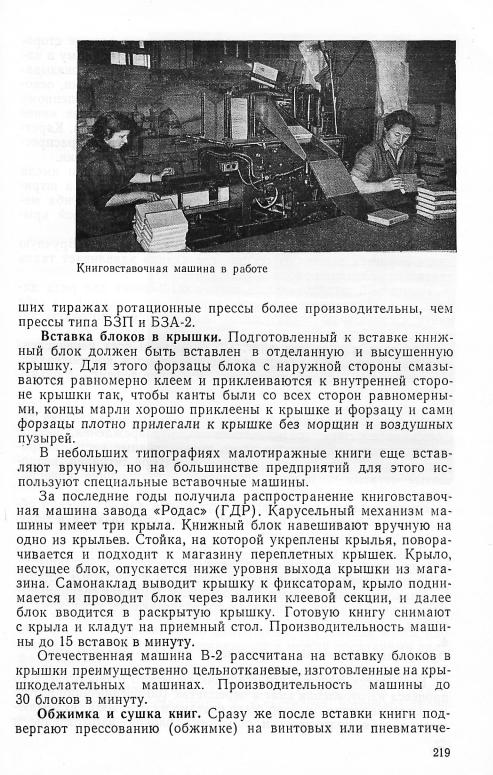
220
Развитие техники, появление современных высокопроизводи тельных станков и агрегатов создали реальную базу для новой организации производства. В 1952 г. в 1-й Образцовой типогра фии им. А. А. Жданова была создана первая поточная линия для изготовления подписных изданий, а в настоящее время на подав ляющем большинстве полиграфических предприятий изготовле ние книг в переплетах организовано поточным методом.
Основными признаками поточного производства являются: 1) одновременность выполнения всех составных частей про
цесса, что обеспечивается определенной периодичностью, расчет ным ритмом (тактом) в запуске каждого изделия на поток, его перемещении с операции на операцию и выпуске готового из делия;
2) |
последовательное расчленение производственного |
процес |
са на |
операции, требующие времени, равного или |
кратного |
такту; |
|
|
3)закрепление операций за определенным оборудованием и рабочими местами, расположенными по ходу технологического процесса в порядке выполнения операций;
4)движение изделий в процессе производства с одной опе рации на другую с минимальными промежутками во времени (без пролеживания), что, как правило, требует специального, в основном непрерывного транспорта для межоперационного пере мещения изделий.
Все эти признаки вполне могут быть соблюдены и действи тельно соблюдаются в передовых брошюровочно-переплетных цехах отечественных предприятий.
Так как на поточной линии обрабатываются (последователь но) книги разного формата, объема и даже разного оформления, производство в переплетных цехах относится к типу переплетнопоточного производства. Однако однотипность продукции и все увеличивающиеся тиражи книг приводят к тому, что переналад ка оборудования на поточных линиях не занимает много време ни и не приводит к сколько-нибудь значительным перерывам в работе.
В зависимости от степени механизации и автоматизации ос новных операций процесса различают поточное производство:
а) с преобладанием ручного труда — такой тип производства (при поточной организации) встречается в переплетных цехах мелких и средних предприятий;
б) механизированные линии; в) автоматические линии.
Примером высокомеханизированных поточных линий могут служить линии, организованные в Ленинградской типографии
№1 «Печатный Двор» им. М. Горького.
Участок листоподборочных машин обслуживает все поточные
линии и соединен с участками ниткошвейных автоматов БНА подвесным люлечным транспортером. Сшитые на автоматах бло-
222