

книги из ГПНТБ / Виноградов, Г. А. Полиграфическое производство. Введение в полиграфию учеб. пособие
.pdfмашинах, и только в отдельных небольших типографиях еще применяют ручной труд.
Листоподборочные машины состоят из однотипных секций, вдоль которых двигается сбо рочный транспортер. Каждая секция имеет магазин для укладки стопы тетрадей с од ним номером сигнатуры. В ма газине тетради лежат кореш ками к транспортеру. Вакуум ный присос подходит к кореш ку нижней тетради в магазине. Отгибая корешок тетради, щип цы захватывают тетрадь, выта скивают ее из магазина и пере носят на сборочный транспор тер. Листоподборочные маши ны выпускаются с 12—30 сек циями. При каждом рабочем ходе щипцы каждой секции по дадут на транспортер по одной тетради. К следующему ходу щипцов транспортер передви нется на расстояние, равное ширине секции, и тетрадь пер вой секции окажется против
следующей секции. По мере движения транспортера на нем соби раются пачки тетрадей из всех секций машины. Каждая пачка представляет собой блок, который и выводится на приемный стол. Листоподборочные машины могут работать со скоростью до 75 тыс. тетрадей в час.
При изготовлении брошюр комплектовка подборкой часто также агрегатируется с последующими операциями (подбороч но-швейные агрегаты, поточные линии изготовления брошюр бес швейным скреплением и др.).
Скрепление книжных блоков и брошюр. Скомплектованные в блок тетради необходимо скрепить между собой. Скрепление может быть выполнено проволочными скобами или сшиванием нитками на марле или без нее, а также способами клеевого (бес
швейного) |
соединения листов. |
Ш и т ь е |
п р о в о л о к о й . Брошюры, скомплектованные вклад |
кой, практически всегда сшиваются проволочными скобами через корешок обложки и все вложенные друг в друга тетради. Вну три сгиба тетрадей скобы загибаются. Такой вид шитья называ ют шитьем «внакидку» и выполняют либо на одноаппаратных проволокошвейных машинах-тачалках, либо в агрегатах (вкла-
203
дочно-швейных или вкладочно - швейнорезальных).
Брошюры увели ченного, но не слиш ком большого объе ма (более четырех, 16-страничных тет радей), скомплекто ванные подборкой, могут быть сшиты «втачку» — прово лочные скобы про шивают все листы вблизи (на 3—5 мм) от корешка и заги баются сзади по следней страницы.
Шитье «втачку» выполняется также на тачалках (при
установке стола в горизонтальное положение) и на подборочношвейных машинах.
В отдельных типографиях иногда еще можно встретить мно гоаппаратные проволокошвейные машины, позволяющие скреп лять книжные блоки, пришивая каждую тетрадь к марлевой лен
те,— проволочные скобы (сразу 2—3—4 шт.) |
проходят через |
|
сгиб тетради и марлю и загибаются |
снаружи. Между блоками |
|
образуется марлевая петля, которая |
разрезается |
вручную. |
Сшивание проволокой имеет недостатки, ухудшающие каче ство продукции. Проволока от сырости ржавеет, поэтому в ме стах расположения скоб бумага со временем разрушается и вну
тренние листы тетрадей выпадают. Кроме того, скобы |
затруд |
няют раскрытие брошюры и перелистывание страниц. |
|
Ш и т ь е н и т к а м и — наиболее распространенный в |
настоя |
щее время способ скрепления книжных блоков и брошюр, ском плектованных подъемкой. Брошюры, а также книжные блоки, предназначенные для дальнейшей обработки на агрегатах, сши ваются без марли, книжные блоки, обрабатываемые на операци онных станках, шьются на марле. Шитье нитками выполняется на ниткошвейных машинах или автоматах.
На ниткошвейной машине тетрадь вручную в раскрытом виде накладывают на седло транспортера, который передает ее на ка
чающийся стол. Последний подводит |
тетрадь к швейному |
аппа |
|||
рату. В этот момент через отверстия |
в |
столе поднимаются |
иглы |
||
и прокалывают тетрадь в корешковом |
сгибе. Сверху |
опускается |
|||
швейная; каретка, и в проколы входят |
швейные иглы |
и |
крючки. |
||
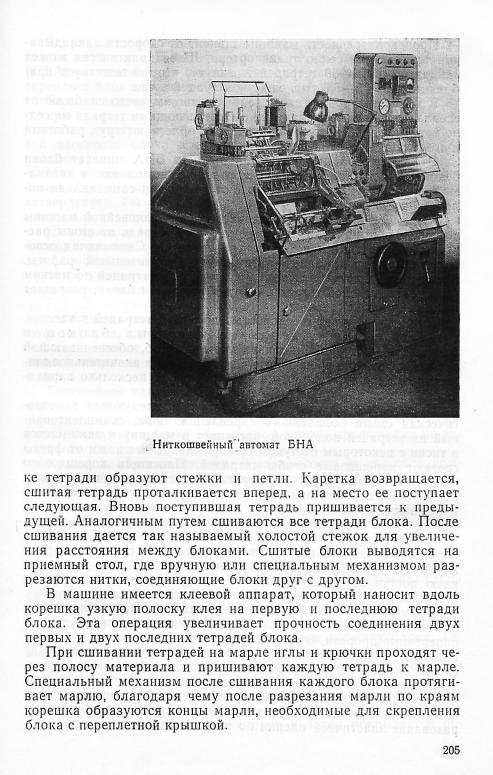
Иг'лы протягивают внутрь тетради две нити, а крючки на |
кореш- |
||||
Производительность машины зависит от скорости накладыва ния тетрадей на седло транспортера. Швея практически может накладывать 75—80 тетрадей в минуту, что соответствует при близительно 4,5—5,0 тыс. сшитых тетрадей в час.
В последние годы ниткошвейные машины часто снабжаются специальными самонакладами, набрасывающими тетради на сед ло транспортера, которые значительно облегчают труд работниц и повышают производительность труда.
Отечественный ниткошвейный автомат БНА сшивает блоки без корешкового материала. Все операции выполняются автома тически, вручную только загружают в магазин самонаклада по добранные блоки.
Ниткошвейный автомат отличается от ниткошвейной машины наличием самонаклада, который отделяет тетрадь от стопы, рас крывает ее и сажает на седло транспортера. Самонаклад осво бодил швею от выполнения тяжелой и утомительной работы. Кроме того, автомат контролирует подборку тетрадей по меткам на корешке каждой тетради, считает тетради и блоки, разрезает нити, соединяющие блоки.
Автомат работает со скоростью до 6 тыс. тетрадей в час.
Б е с ш в е й н о е с к р е п л е н и е к н и ж н ы х б л о к о в и б р о ш ю р — это принципиально новый способ, обеспечивающий резкое повышение производительности труда и значительное сни жение себестоимости продукции. Существует несколько вариан тов этого метода скрепления тетрадей в блок.
Наибольшее распространение получила следующая техноло гическая схема бесшвейного скрепления: блок, скомплектован ный из тетрадей подборкой, поступает в машину и зажимается в тиски с некоторым отступом от корешка. Далее ножи от фрезы срезают корешковые сгибы тетрадей. Плоскость корешкового среза слегка распускается и проклеивается синтетическим кле ем, который после сушки образует на корешке эластичную плен ку. Незначительная часть клея, проникая между листами блока, обеспечивает надежное соединение листов между собой.
Клеевое скрепление тетрадей можно произвести без обрезки
корешковых сгибов, |
ограничиваясь просечкой |
(поперек |
кореш |
ка) или перфорацией |
сгибов. Просечка и перфорация открывают |
||
клею доступ внутрь |
тетрадей, образуя своеобразные |
клеевые |
|
стержни, которые надежно скрепляют тетради |
блока. |
|
|
Применяется и несколько иная схема комбинированного бес швейного скрепления. На плоскости корешкового среза делают поперечные прорези. В прорези вводят капроновые нити, а коре шок проклеивают. Клеевая пленка соединяет листы блока между собой, а нити удерживаются клеевой пленкой в блоке, значи тельно увеличивая надежность крепления.
Качество скрепления блоков определяется свойствами клея, который должен быстро и надежно склеивать и обеспечивать об разование эластичной пленки по всей плоскости корешка.
206
В практике производства нашли применение поливинилацетатная эмульсия (ПВА) и термопластические пленки. Эмульсия (ПВА) —очень быстро высыхает и после нанесения на корешок скрепляет блок эластичной пленкой.
Термопластические пленки представляют собой бумагу (или тонкую ткань), на одной стороне которой имеется клеевой слой.
Горячая |
колодка |
припрессовывает такую пленку к |
корешко |
|
вой плоскости блока и к его внешним |
листам (первому и по |
|||
следнему) . |
|
|
|
|
Под |
влиянием |
тепла клеевой слой |
размягчается, |
надежно |
схватывается с корешковой плоскостью |
и при охлаждении вновь |
|||
затвердевает. Такое скрепление отличается прочностью и долго вечностью.
Для каждого из описанных способов бесшвейиого скрепления блоков имеются специальные машины и автоматы, конструкция которых обеспечивает выполнение операций по определенной тех нологии, установленным режимам обработки, с применением нормализованных материалов.
В ГДР получил распространение оригинальный метод скреп ления блоков — тетради непосредственно при фальцовке сшива ются нитками, затем подбираются (комплектуются) и между со бой скрепляются одним из бесшвейных способов. При этом от
падает |
операция фрезеровки |
или иной |
подготовки |
корешка |
блока. |
|
|
|
|
Бесшвейное или клеевое скрепление книжных блоков и при |
||||
менение |
новых синтетических |
материалов |
открывают |
широкие |
перспективы к автоматизации процессов изготовления книги. Об работка книжного блока при клеевом методе практически не за висит от объема блока.
Крытье и обрезка брошюр. В зависимости от способов ком плектовки брошюр и скрепления блоков изменяется тип брошю ры и метод ее крытья (или вставки в обложку).
Брошюры, скомплектованные вкладкой, сразу же вкладыва ются в обложку и сшиваются вместе с ней. Такую брошюру остается только обрезать с трех сторон.
Для того чтобы прикрыть проволочные скобы у корешка бро шюр, сшитых втачку, обложку следует приклеить к корешку и узкими полосками к первой и последней страницам блока. Такой способ вставки брошюры в обложку называют крытьем « в р о с - п у с к».
Брошюры, сшитые нитками или скрепленные клеем, можно вставить в обложку, приклеив ее только к корешку блока. Та кой вид вставки называют о б ы к н о в е н н ы м крытьем.
В последних двух случаях возможны два варианта обработки брошюр.
1. К блоку приклеивается обложка, и затем брошюра обре зается с трех сторон;
2. Блок обрезается с трех сторон и затем покрывается об-
207
Крытье брошюр |
проволокой: |
/ — о б ы к н о в е н н о е ; |
2— вроспуск; 3— обыкновенное с кантами |
ложкой с кантами, т. е. края обложки сверху, спереди и снизу выступают за края книжного блока.
Все |
виды |
брошюр могут быть еще покрыты суперобложкой. |
||||
Крытье брошюр производят вручную или на крытвенных |
(или |
|||||
вставочных) |
полуавтоматах и автоматах. Ручное |
крытье — тру |
||||
доемкая |
операция, применяемая |
лишь |
при небольших |
тира |
||
жах изданий |
и преимущественно |
при |
крытье |
вроспуск |
или |
|
с кантом. |
|
|
|
|
|
|
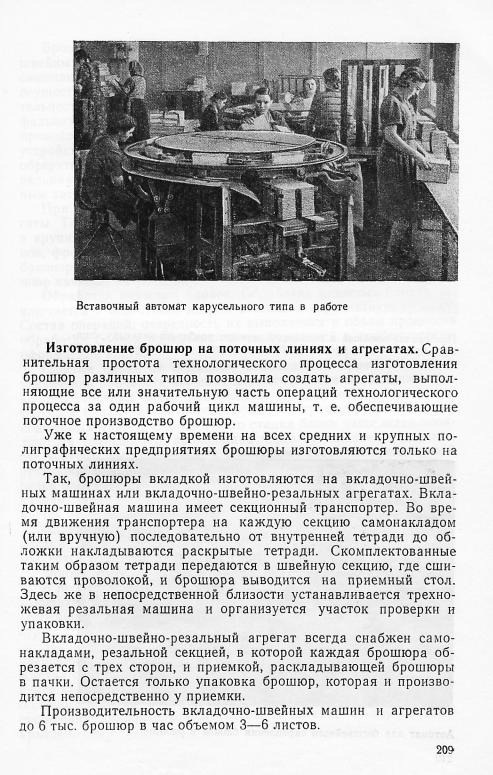
Советское полиграфическое машиностроение выпускает вста вочный автомат (БИП-4) карусельного типа. Вокруг поворотно го круглого стола с несколькими зажимами для блоков располо жены самонаклад блоков, клеевой аппарат, самонаклад обло жек, секция обжима брошюр, выводное устройство, приемный стол. Самонаклад подает блок в зажимы круглого стола и при повороте подходит к клеевому аппарату, где на корешок нано сится клей. Далее блок перемещается к самонакладу, на кото ром находится стопа раскрытых обложек. Самонаклад подни мается, и верхняя обложка прижимается к корешку блока и при клеивается. Самонаклад опускается, а брошюра подводится за
жимами к секции обжима, в которой обложка |
приглаживается |
к корешковой плоскости, сгибается по корешку, |
и вся брошюра |
обжимается. Стол поворачивается, зажимы освобождают брошю ру, и она выпадает на приемный стол.
Производительность автомата до 1800 брошюр в час. Трехстороннюю обрезку брошюр выполняют на трехножевых
резальных полуавтоматах. Пачку брошюр (или книжных блоков) вручную укладывают на стол, откуда она передается в зону но жей под рабочий прижим. Два боковых ножа опускаются и об резают пачку по верхнему и нижнему полю, затем боковые ножи поднимаются, а третий нож обрезает пачку по переднему полю. Прижим освобождает пачку, и она автоматически выталкивает ся на транспортер, который и выводит ее на приемный стол.
На трехножевых машинах можно обрезать брошюры, жур налы и книжные блоки разных форматов, собранные в пачки толщиной до 8 см. Производительность машины до 1 тыс. пачек в час.
208
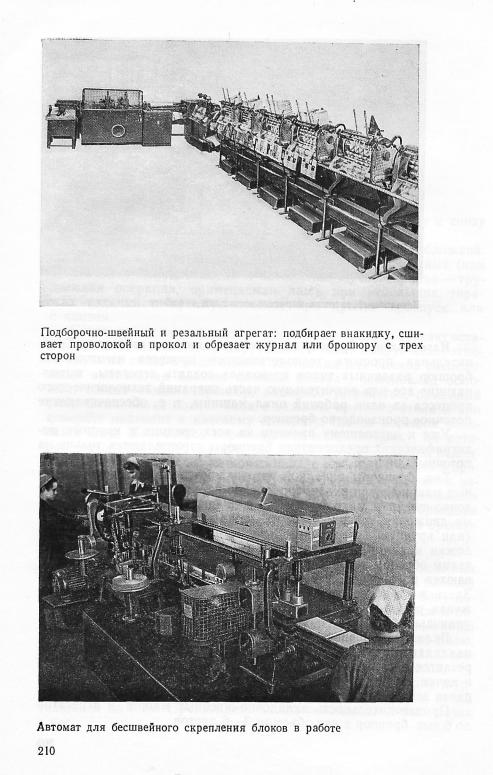
Брошюры, сшитые втачку, обрабатываются на подборочношвейных автоматах. Транспортер имеет форму желоба. Тетради самонакладами подаются в желоб транспортера, на котором и осуществляется подборка листов брошюры в нужной последова тельности. Скомплектованный блок сталкивается по верхним фальцам и подается в швейную секцию. Блок брошюры, сшитый проволокой втачку в две-три скобы, выводится на приемное устройство, после чего остается покрыть брошюру обложкой и обрезать с трех сторон. Крытвенная машина и трехсторонняя ре зальная машина устанавливаются в линию с подборочно-швей ным автоматом.
При бесшвейном скреплении брошюр также применяют агре гаты. Так агрегат «Джет-Биндер» (Швейцария), установленный в крупных отечественных типографиях, производит подбор бло ков, фрезеровку корешка, скрепление блока термоклеем, крытье брошюры обложкой, сушку, обрезку с трех сторон и вывод бро шюр пачками на упаковку.
Обработка книжных блоков. Обработка книжных блоков за ключается в подготовке их для вставки в переплетную крышку. Состав операций, очередность их выполнения и объем процессов обработки блоков определяются конструкцией и особенностями оформления книги.
Сшитые блоки не обладают необходимой прочностью. Для увеличения прочности корешок книжного блока необходимо про клеить, что чаще всего выполняется на заклеечных станках, к которым блоки автоматически подаются транспортером от ниткошвейных машин. С заклеечного станка блоки чаще всего попа дают на транспортер, проходящий через сушильное устройство, где корешок высушивается, к обжимному станку и трехножевой резальной машине. После обжима корешка и трехсторонней об резки блока (описанной на стр. 208), если предусмотрено оформ лением, обрез блока (как правило, только верхний) закраши вается особыми красками.
Далее следует обработка корешка блоков: кругление и кэши рование. Цель этих операций — придание профилю корешка фор мы, которая улучшает условия раскрывания книги.
Форма корешка блока может быть различной.
В практике имеют распространение три вида корешков, отли чающихся по форме: прямой, кругленый и каптированный. Их особенности достаточно ясно видны из рисунка, приведенного на стр. 212.
Заключительные операции обработки блоков сводятся к на клеиванию на корешок каптала и оклеиванию корешка бумагой. Каптал скрепляет верхние и нижние обрезы корешка и украшает книгу. Оклейка корешка бумагой укрепляет корешок (для блоков большого объема к корешку приклеивают гильзу). После вы сушивания книжные блоки готовы к вставке в переплетные крышки.
211
