

книги из ГПНТБ / Бобиков, П. Д. Фанеровальные работы учебник
.pdfД л и н а щ ита практически не ограничена , Т о л щ и н а — ДО
40 мм.
Процесс работы на вайме следующий. На фанерован ном щите в том месте, где шпон не приклеился, его раз резают ножом вдоль волокон. В разрез вводят шпри цем или линейкой клей, и щит укладывают в вайму так, чтобы исправляемый участок был расположен у обогре вательной плиты. При помощи крана 2 включают по дачу сжатого воздуха к пневматическим камерам и при жимают щит к горячей плите. После 1—2 мин выдерж ки воздух отключают, стол опускается и щит снимают с ваймы .
Наряду с описанными выше специальными фанеро вочными ваймами, предназначенными для одной, вполне определенной детали, в производстве мебели стали при менять ваймы НК, компонуемые из нормализованных элементов.
Набор нормализованных элементов позволяет соби рать четыре типоразмера вайм:
НК1-00 — для фанерования трех кромок щита с за кругленными углами;
НКП-00 — для фанерования двух смежных кромок щита и скругленного угла между ними;
НКП 1-00 — для фанерования одной или двух про дольных кромок щита;
IIKIV-00 — для фанерования одной или двух попе речных кромок щита;
HKV-00 — для сборки рамок и ящиков. Нормализованные элементы могут быть использованы
для компоновки и других видов вайм, но для этого на бор должен быть дополнен новыми элементами.
Наибольшие размеры щитов, фанеруемых в ваймах из нормализованных элементов, составляют: длина — 1650, ширина — 600, толщина — 40 мм, радиус закруг ления угла щита — от 10 до 60 мм.
Применение нормализованных элементов позволяет значительно сократить цикл и сроки проектирования вайм, снизить трудоемкость и стоимость их изготовления и сэкономить металл.
Вайма HKI-00 изображена на рис. 120.
Основание ваймы состоит из трех нормализованных элементов: тумбы 11, стойки 6 и двух связных балок 7. На всех элементах рядами расположены отверстия, предназначенные для взаимного соединения элементов.
195
Путем разнообразного Сочетания элементой ё зависимо сти от длины подлежащих фанерованию щитов основа ние ваймы может быть скомпоновано в различных вари антах. При небольших размерах щитов в качестве осно вания ваймы может быть использована только одна тум ба. Поперек основания ваймы на связях установлены крепежные балки 9 с Т-образными пазами. На крепеж ных балках смонтированы пневматические прижимы 2, натяжные устройства 5, упоры 8 и базовые опоры 4.
Рис. 120. Пневматическая вайма HKI-00:
1—электрошкаф, 2— пневматические прижимы, 3 — кон тактный электронагреватель, 4 —базовые опоры, 5 — на тяжные устройства, 6 — стойка, 7 — связные балки, 8 — упоры, 9 — крепежные балки, 10 — панель с пневматиче ским оборудованием, И —тумба
Пневматические прижимы 2 предназначены для со здания рабочего усилия при фанеровании. Прижимы расположены вдоль задней продольной и вдоль боковых кромок фанеруемого щита. Силовым органом пневмати ческого прижима служит камера, изготовленная из от резка прорезиненного пожарного рукава, концы которо го зажаты планками. При давлении сжатого воздуха в пневматической сети цеха, равном 4 кгс/см2, наибольшее удельное давление на фанеруемых поверхностях состав ляет 8 кгс/см2. При необходимости это давление может быть снижено при помощи регулятора давления. Сжа тый воздух подается в пневматические камеры прижи мов через штуцера. Усилие от камеры к фанеруемым кромкам щита передается прижимными брусьями, кото рые после определенной выдержки возвращаются в ис ходное положение. Снаружи пневматические прижимы закрыты предохранительными кожухами.
196
К прижимным брусьям пневматических прижитой прикреплена металлическая лента контактного электри ческого нагревателя 3. Сечение ленты 50Х0Д мм, а дли на зависит от общей длины фанеруемых кромок. В теле прижимных брусьев сделаны пазы, в которых заложены тепло- и электроизоляционные прокладки. Эти проклад ки обладают упругостью, позволяющей передавать уси лие равномерно по всей фанеруемой поверхности. Про кладки и лента электрического нагревателя прикреплены к брусьям сверху пластинами, а снизу — угольниками, которые служат одновременно опорами для полос обли цовочного шпона. На концах ленты нагревателя прикле паны медные накладки для присоединения электриче ских проводов и прикрепления ленты к натяжному уст ройству.
Натяжное устройство 5 состоит из пневматического цилиндра двойного действия и поворачивающегося на оси сектора с круговым пазом, по которому перемещает ся палец наконечника, присоединенного к концу ленты нагревателя. Когда шток выходит из цилиндра, сектор поворачивается и натягивает ленту нагревателя, созда вая на закругленных кромках щита необходимое для фанерования давление. По окончании процесса фанеро вания шток пневматического цилиндра возвращается в исходное положение, поворачивая сектор в обратную сторону. При этом лента нагревателя ослабляется и от водится от кромок щита. Рабочее усилие пневматическо го цилиндра равно 100 кгс.
Напротив пневматических прижимов, находящихся у продольной кромки фанеруемого щита, установлены упо ры 8, которые воспринимают усилия, создаваемые при жимами. К упорам прикреплены деревянные накладки,
предохраняющие кромку щита от повреждения ме таллом.
Базовые опоры 4 предназначены для укладки на них фанеруемого щита. Они выполнены в виде линеек, на которых имеются установочные винты для регулирова ния положения опор по высоте при наладке ваймы на различную толщину щита.
Спереди на тумбе основания ваймы установлена нор мализованная панель 10 с пневматическим оборудовани ем: тремя воздухораспределительными кранами управ ления, манометром, регулятором давления, маслораспылителем и влагоотделителем. Внутри тумбы основания
197
ГК
находится электрошкаф 1, в котором размещена аппа ратура для питания электрического нагревателя и регу лирования его температуры: понижающий трансформа тор, автотрансформатор и автоматический выключатель, предохраняющий электрооборудование от перегрузки. На лицевой стенке злектрошкафа, рядом с дверью, уста новлены трехполюсный выключатель и амперметр.
Электрический выключатель включают на некоторое время до начала работы на станке и наблюдают за ам перметром, по показаниям которого можно судить о тем пературе нагревателя. После того как температура на гревателя достигнет необходимой величины, приступают к фанерованию.
Порядок работы на станке следующий. На угольни ки прижимных брусьев пневматических прижимов на ребро устанавливают облицовку. На базовые опоры ук ладывают щит с нанесенным на кромки клеем. Уложив заготовки, выполняют последовательно следующие опе рации: средним воздухораспределительным краном включают продольные пневматические прижимы, пра вым — устройства, натягивающие ленту электронагрева теля, левым — боковые пневматические прижимы. После технологической выдержки щита в зажатом состоянии отключают натяжное устройство лепты нагревателя, от водят продольные и боковые прижимы и снимают зафанерованный щит с ваймы.
Схема планировки оборудования и организации ра бочих мест на участке фанерования кромок щитовых де талей мебели приведена на рис. 121. Для фанерования продольных и поперечных кромок приняты двусторон ние пневматические ваймы с контактным электронагревом. Кроме вайм 5, 6 и 7 на участке установлен станок 10 для снятия свесов облицовочного шпона по толщине щита и ленточный конвейер 2.
Количество вайм и станков для снятия свесов зави сит от размеров щитов, количества фанеруемых кромок и производственной программы. Длина ленточного кон вейера определяется количеством вайм.
У каждого рабочего места вблизи конвейера установ лены столы 1, на которых снимают свесы облицовок по длине щита. В начале участка находится один общий стеллаж 3, предназначенный для хранения сменного за паса облицовок, смолы и инструмента. Около станка для снятия свесов установлен короб для отходов шпона, об
198
лицовок и опилок. С каждой стороны ваймы есть под стопные места 4 для щитов, подлежащих фанерованию. У станка для снятия свесов находятся подстопные места 8 для фанерованных щитов. Количество этих мест зави сит от ассортимента фанеруемых деталей.
Рабочий — фанеровщик кромок может обслуживать две или более позиции на каждом станке. Количество об служиваемых станков и позиций устанавливается рас четом.
Работа на участке фанерования кромок щитовых де талей протекает следующим образом. Рабочие-фанеров-
Рис. 121. Схема планировки оборудования и организации рабочих мест на участке фанерования кромок щитовых деталей мебели при помощи пневматических вайм с контактным электронагревом:
1 — столы для снятия свесов облицовок по длине щита, 2 — ленточный кон
вейер, 3 — стеллаж для хранения |
сменного запаса облицовок, смолы и ин |
||||
струмента, 4 — подстопное |
место |
для |
щитов, подлежащих фанерованию, |
||
5, 6 и 7 — пневматические |
фанеровальные ваймы с |
контактным электро- |
|||
нагревом, |
8 — подстопные |
места |
для |
фанерованных |
щитов, 9 — ящик для |
отходов, |
10 — станок для снятия |
свесов облицовочного шпона по толщине |
|||
|
|
|
щита |
|
|
щики кистью наносят клеи на кромки щитов в стопах. После фанерования они проверяют качество выполнен ной работы и рашпилем снимают свесы облицовочного шпона по длине щита. Обработанные детали укладыва ют на ленточный конвейер. Рабочий, снимающий све сы по толщине щита, по мере необходимости включает конвейер и подает к стайку партию деталей. Затем с не подвижного конвейера он берет для обработки по одной детали и, сняв свесы, кладет их в соответствующие сто пы. Щиты к ваймам для фанерования подвозят транс портные рабочие на электропогрузчике или тележке. Они
же отвозят щиты с подстопных мест после снятия свесов по толщине.
199
Уход за пневматическими фанеровочными ваймами
сконтактным электрообогревом.
1.Базирующие упоры и опоры, а также поверхности контактного нагревателя необходимо систематически
тщательно очищать от клея, пыли и случайно попавших древесных опилок.
2. Все трущиеся поверхности направляющих, шарни ров и т. п. надо регулярно смазывать и систематически заливать масло в маслораспылители пневмосистемы.
3.Сжатый воздух следует впускать в пневмокамеры только тогда, когда деталь установлена в вайме.
4.Перед подачей сжатого воздуха из магистрали
цеха к вайме ручку крана управления надо поставить
вположение «Выключено».
5.Давление сжатого воздуха в пневмокамере кон тролируют по манометру. О температуре нагревателя судят по показаниям амперметра.
6.Если перерыв в работе составляет свыше 10 мин,
то электронагреватель следует выключить.
7. По окончании работы необходимо тщательно очи стить вайму и убрать рабочее место.
Техника безопасности при работе на пневматических фанеровочных ваймах с контактным электрообогревом.
К работе на ваймах могут быть допущены только лица, прошедшие специальный инструктаж.
Перед началом работы необходимо проверить состоя ние ваймы, подготовить рабочее место, очистить его от ненужных предметов. Металлические основания вайм должны быть заземлены.
Места установки контактов, клемм, зажимов и т. п. должны быть тщательно изолированы. Нагреватели и питающие их провода надо оберегать от повреждений.
В случае повреждения нагревателя или проводов, а также при появлении запаха гари нагреватель необходи мо немедленно выключить и сообщить об этом мастеру или дежурному электрику.
Наладку и ремонт ваймы разрешается производить только при выключенных электронагревателях и отсут ствии сжатого воздуха в пневмокамерах.
Во избежании ожогов нельзя прикасаться к нагрева телю незащищенными руками.
У рабочего места должны быть вывешены правила
техники безопасности с описанием приемов работы на вайме.
209
§ 22. Проходные агрегатные станки для фанерования кромок щитов
Помимо позиционного оборудования для фанерова ния кромок, когда щит во время приклеивания полос об лицовочного материала неподвижен относительно прес- сующе-нагревательных устройств, разработан ряд агре гатных станков проходного типа, у которых щиты в про цессе фанерования кромок непрерывно перемещаются с постоянной скоростью через зону прессования и нагрева.
А в т о м а т и ч е с к и й с т а н о к У 2 западногерманской фирма «Райман» (рис. 122) предназначен для облицовки кромок щитов полосами строганого шпона или пластмас сы толщиной от 0,4 до 5 мм. Толщина щитов может быть от 7 до 60 мм. В качестве связующего используют тер мопластичные клеи-расплавы, которые наносят тон ким слоем па кромку щита в горячем состоянии. Во вре мя прохождения щита через прессующее устройство станка облицовочный материал прикатывается к кромке щита, а клеевой слой охлаждается и затвердевает.
На станке можно облицовывать одну левую или одну правую кромку щита или одновременно две противопо ложные кромки. Для этой цели все технологические уст ройства станка сдублированы. Одноименные устройства расположены одно напротив другого по обеим сторонам рабочего прохода станка на траверсах, из которых левая 3 неподвижно закреплена на станине 1, правая 6 переме щается при наладке станка на требуемую ширину рабо чего прохода.
Клей приготовляют в бачках 17, закрытых крышками и разделенных перегородками с автоматически дейст вующими заслонками на две камеры. В одной из камер расплавляют клей, в другой находится клеенаносящий валец. В плавильной камере клей может нагреваться до температуры 300° С. Необходимая для конкретно!) марки клея температура устанавливается по шкале регулирую щего прибора и поддерживается автоматически. Приго товленный клей передается в камеру клеенаносящего вальца. Этот валец оборудован автоматически регули руемым нагревателем, благодаря чему температура клея при переносе на кромку щита не снижается. Для лучшего нанесения клеев с различной вязкостью и адге зионными свойствами клеенаносящие вальцы могут быть
201
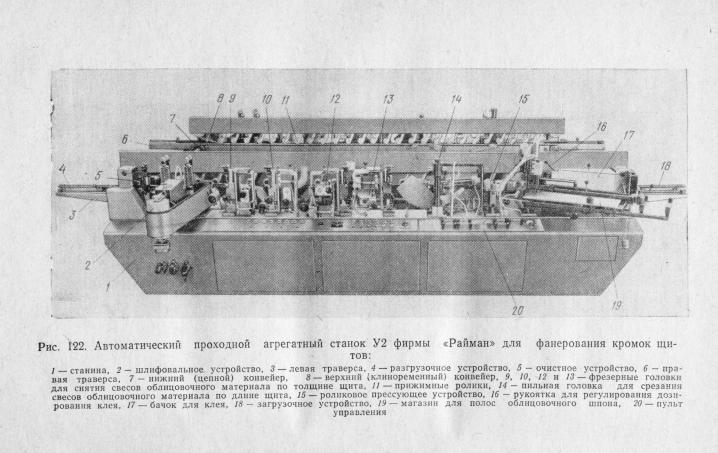
включены для вращения как по ходу, так и против хода > движущегося изделия. Дозирование клея регулируют эксцентриком, поворачиваемым рукояткой 16.
Пачку полос облицовочного шпона укладывают на стол магазина 19 с электропневматическим управлением. После нанесения клея на кромку щита очередная поло са шпона вакуумной присоской отделяется от пачки и передается в зажимный механизм, который заправляет передний конец полосы в промежуток между первым роликом прессующего устройства и кромкой фанеруемо го щита. Конструкция зажимного механизма позволяет подавать полосы шпопа различной толщины без перена ладки. Предусмотрена система электрической блокиров ки, останавливающая подачу щитов, если задержалась очередная полоса шпона.
На станке установлено приспособление для подачи ленты пластика непосредственно из рулона без разре зания его предварительно на полосы.
Прессующие устройства 15 состоят из установленных в ряд подпружиненных роликов. Усилие прессования можно регулировать для каждого из роликов в зависи мости от вида клея, свойств материала облицовочных полос и фанеруемых щитов.
Механизмы подачи щитов состоят из двух спаренных (нижний и верхний) конвейеров. Нижний конвейер 7 цепной, со вставленными в звенья цепи пластмассовыми накладками, верхний 8 выполнен из клиновых прорези ненных ремней, прижимаемых к фанеруемому щиту ин дивидуально подпружиненными роликами 11. Эти роли ки имеют большой ход, благодаря чему без переналадки станка можно фанеровать щиты толщиной до 60 мм.
Скорость подачи щитов регулируется бесступенчато в пределах q t 8 до 32 м/мин.
Свесы облицовочного материала по длине щита сре заются пильными головками 14 с пневмоэлектрическим управлением. Головки перемещаются попутно со щитом. По толщине щита свесы снимаются фрезерными голов ками 12 и 13 со следящими роликами. При очень высо ких требованиях к шероховатости обработки можно включать в работу вторую пару фрезерных головок 9 и 10. Фрезерные головки можно поворачивать и в таком положении снимать фаски на кромках щита. По мере
затупления зубьев фрезерные головки перемещают в на правлении оси фрезы,
203
Облицованные кромки щита шлифуются устройства ми 2 при помощи непрерывно движущихся в горизон тальном положении абразивных лент, совершающих од новременно колебательные движения в вертикальном направлении. Шлифовальная лента прижимается к кром ке щита подвижной колодкой. Проходящая через станок деталь управляет движением прижимной колодки так, чтобы в начале и конце кромки щита облицовочный ма териал не прошлифовывался. Усилия прижима колодки к детали по мере надобности можно регулировать. У выхода из станка установлены очистные устройства 5, предназначенные для удаления следов клея с кромок и поверхностей пластей возле ребер щита.
Прессующие устройства вместе с магазинами для об лицовочного материала и клеенаносящими приспособле ниями можно поворачивать вокруг горизонтальной оси и, благодаря этому, облицовывать не только вертикальные кромки, но и скошенные по отношению к пластям щи та на угол до 15°.
Управляют всеми механизмами станка с пульта 20, расположенного на станине.
Станок У2 может быть использован как в качестве позиционного оборудования, так и в составе автоматиче ских поточных линий. Для этого вместо загрузочного 18 и разгрузочного 4 устройств, обслуживаемых вручную, могут быть смонтированы соответствующие механизмы, привод которых синхронизируется с механизмом пода чи станка.
Техническая характеристика |
автоматического |
станка У2 |
|
для фанерования |
кромок щитов |
|
|
Размеры рабочего прохода, мм: |
|
. . |
170—Ш00 |
ширина в зависимости от исполнения станка . |
|||
|
|
|
170—1500 |
|
|
|
170—1800 |
|
|
|
170—2200 |
|
|
|
170—2500 |
|
|
|
170—2800 |
в ы сота |
|
|
170—3100 |
|
|
7—60 |
|
Толщина приклеиваемых облицовок, м м ........................ |
|
0,4—5 |
|
Скорость подачи, регулируемая |
бесступенчато, |
8—32 |
|
м / м и н ....................................................................... |
|
||
Максимальная температура нагрева клея в бач |
До 300 |
||
ке, 0 С ...................................................................... |
|
||
Высота укладки щита от уровня пола, мм . . . |
800 |
||
Угол поворота прессующего устройства, магази |
До |
15 |
|
на и клеенаносящего приспособления, град. . . |
|||
204