

книги из ГПНТБ / Бобиков, П. Д. Фанеровальные работы учебник
.pdfстроганого и лущеного шпона и других листовых мате риалов, а также щитов и плит, покрытых клеем. В по следнем случае присосы выполняют в виде стальных ко
робок, |
тонкие |
кромки |
которых |
и являются |
присосами, |
||||||||
так что |
клей |
с поверхности удерживаемой |
детали |
не |
|||||||||
стирается. |
|
|
|
|
|
|
|
|
|
|
|||
Более экономичными, ком |
|
|
|
|
|||||||||
пактными и удобными в обслу |
|
|
|
|
|||||||||
живании являются присосы высо |
|
|
|
|
|||||||||
кого разрежения. На рис. 82 пока |
|
|
|
|
|||||||||
зана |
нормализованная |
вакуум- |
|
|
|
|
|||||||
присосная головка, предназначен |
|
|
|
|
|||||||||
ная для |
удерживания |
щитов при |
|
|
|
|
|||||||
транспортировании. При монтаже |
|
|
|
|
|||||||||
головки устанавливают в отвер |
|
|
|
|
|||||||||
стия плиты и закрепляют гай |
|
|
|
|
|||||||||
ками. |
|
|
|
|
формирования |
|
|
|
|
||||
Кроме участка |
|
|
|
|
|||||||||
пакетов, вакуумные присосы при |
|
|
|
|
|||||||||
меняют также в конструкциях за |
|
|
|
|
|||||||||
грузчиков линий и укладчиков го |
|
|
|
|
|||||||||
товой продукции. Управление ва |
|
|
|
|
|||||||||
куумными присосами простое, что |
|
|
|
|
|||||||||
позволяет |
автоматизировать |
их |
|
|
|
|
|||||||
работу. |
|
|
|
|
|
|
|
|
|
|
|
||
На рис. 83 показан вакуумный |
|
|
|
|
|||||||||
перекладчик |
рычажного |
типа |
|
|
|
|
|||||||
ВПЗ. Рабочим органом переклад |
|
|
|
|
|||||||||
чика является рама 3, на которой |
|
|
|
|
|||||||||
смонтированы |
вакуум-присосные |
Рис. 82. Вакуум-при- |
|||||||||||
головки. Рама прикреплена на |
|||||||||||||
сосная головка: |
|
||||||||||||
подвесках 2 к |
двум |
рычагам |
1. |
1 — штуцер, |
2 — гайка, |
||||||||
Разрежение |
воздуха |
создается |
3 — монтажная |
плита, |
|||||||||
4 —втулка, |
5 — аморти |
||||||||||||
установкой |
6, |
находящейся внут |
зирующая пружина, |
6 — |
|||||||||
ри станины 4. |
Там же установлен |
корпус, 7 — диск |
с |
от |
|||||||||
верстиями, |
8 — уплотни |
||||||||||||
и гидроагрегат 5, обслуживающий |
тельное кольцо |
|
|||||||||||
привод |
|
рычагов. |
Рычаги |
совер |
|
|
|
|
|||||
шают качательное движение. Находясь в правом положе нии, они опускают раму с присосами на стопу щитов и захватывают верхний из них, затем отклоняются в
левое положение и укладывают щит на рабочее место линии.
В некоторых линиях для укладки фанерованных щи тов в стопу используют автоматический укладчик, пока-
143
занный на рис. 84. Он представляет собой ленточный конвейер, входной конец которого закреплен шарнирно, а выходной по мере укладки щитов в стопу поднимает ся по двум вертикальным направляющим. На них уста новлен фотоэлемент, дающий команду на подъем кон-
Рис. 83. Вакуумный перекладчик щитов ВПЗ:
/ —рычаги, 2 — подвески, 3 — рама с вакуум-присосными головками, 4 — станина, 5 — гидроагрегат, б — вакуумная установка
вейера. По окончании формирования стопы конвейер опускается в исходное положение.
Для загрузки и разгрузки многоэтажных прессов, устанавливаемых в полуавтоматических и автоматиче
144
14160
Рис. 85. Полуавтоматическая линия ПЛФМ-1 для фанерования пластей щитовых деталей мебели:
1 — клеенаносящий станок, 2 —конвейер для |
формирования пакетов, 3 — стеллаж для металлических прокладок и облицовок, |
||||
4 — загрузочная этажерка, |
5 —монорельс, 6 — десятиэтажный гидравлический пресс |
П713-А, 7 — разгрузочная |
этажерка, |
8 — элек- |
|
троталь, 9 ■—кассета для |
транспортирования |
прокладок, J0 — конвейер для разборки |
пакетов, 11 —ванна для |
охлаждения |
прокла |
|
|
док |
|
|
|
Стопы подлежащих фанерованию щитов устанавли вают вилочным электропогрузчиком на подстопное ме сто перед клеенаносящим станком 1. На верхнюю пол ку стеллажа 3 укладывают комплект металлических прокладок, на нижнюю — облицовки.
Щиты пропускают через клеенаносящий станок и на носят на обе пласти слой клея. Станок обслуживает один рабочий.
Пакеты формируют на конвейере 2. На первом рабо чем месте двое рабочих, находящихся по обеим сторо нам конвейера, снимают со стеллажа металлическую прокладку и укладывают ее на настил конвейера. Затем на прокладку кладут нижнюю облицовку и на нее фа неруемый щит, на пласти которого нанесен клей. Частич но сформированный пакет перемещается на промежуточ ное место, а на освободившемся первом рабочем месте начинают формировать следующий пакет. С промежу точного места пакет передается на второе рабочее ме сто, где двое рабочих заканчивают формирование паке та, накладывая на щит верхнюю облицовку и металли ческую прокладку (если прокладки не прикреплены к верхним плитам пресса). После этого рабочие вырав нивают сформированный пакет и передают его в за грузочную этажерку 4.
Пакеты перемещают по настилу конвейера продоль ной штангой, на которой имеются три поворачивающих ся на осях упора с противовесами. Штанга совершает возвратно-поступательное движение при помощи гидрав лического привода. По истечении времени, равного рит му работы конвейера, штанга автоматически переме щается вперед, упоры захватывают находящиеся на трех местах конвейера пакеты и перемещают каждый из них на один шаг в сторону пресса. Таким образом, па кет перемещается последовательно с первого рабочего места на промежуточное, с промежуточного — на второе рабочее, со второго рабочего— на полку загрузочной этажерки.
При обратном ходе штанги упоры прокладками вна чале поворачиваются на осях и утапливаются под на стил конвейера, а затем, выйдя из-под прокладок, воз вращаются в исходное вертикальное положение. При следующем поступательном движении штанги процесс перемещения пакетов повторяется.
148
Загрузка этажерки 4 пакетами начинается с верхней полки. После загрузки каждого пакета этажерка авто матически при помощи гидравлического цилиндра, под нимается на один этаж и следующая полка совмещается с верхней плоскостью настила конвейера. По окончании загрузки этажерки она поднимается до совпадения всех полок с соответствующими плитами пресса.
Если пресс к этому времени готов к загрузке, то включают соответствующей кнопкой на пульте управле ния загрузочной этажерки привод загрузочного устрой ства, которое своей вертикальной штангой сталкивает пакеты с полок этажерки и задвигает их в пролеты прес са 6. При этом следят за тем, чтобы пакеты правильно входили в пресс, и в случае надобности направляют их. По окончании загрузки плиты пресса автоматически смыкаются и происходит процесс прессования; загрузоч ное устройство отходит в исходное положение.
Время выдержки пакетов в прессе, которое зависит от технологического режима фанерования, устанавлива ют при помощи реле времени на панели пульта управле ния прессом.
По истечении времени выдержки плиты автоматиче ски расходятся, и можно начинать разгрузку. Разгрузоч ная этажерка 7 находится в верхнем положении и все ее полки совпадают с плоскостями соответствующих плит пресса. Нажимают кнопку на пульте управления разгрузочной этажерки и включают разрузочное устрой ство, снабженное захватами. Оно подходит к прессу, за хватывает за крюки одновременно все прокладки с ле жащими на них фанерованными щитами и перетаски вает их на полки разгрузочной этажерки.
Одновременно с извлечением щитов из пресса загру зочное устройство заталкивает очередную партию паке тов в пресс. Когда разгрузочное устройство приходит в крайнее положение, его захваты расходятся и этажерка опускается до совмещения ее нижнего этажа с плоско стью конвейера 10 для разборки пакетов, который ав томатически включается в работу. Каретка конвейера, перемещаемая при помощи гидравлического привода, подходит к этажерке, зацепляется своим захватом за крюк нижней прокладки пакета и возвращается в ис ходное положение, извлекая пакет из этажерки на на стил, где двое рабочих его разбирают; укладывая про кладки в кассету, а фанерованные щиты — в стопу ря-
149
ДоМ с конвейером. Каждый раз после снятия нйжпей прокладки с настила этажерка опускается на один этаж, включается конвейер и очередной пакет подается к ме сту разборки. После освобождения от пакетов всех по лок разгрузочная этажерка гидравлическим цилиндром поднимается в исходное положение.
За время прессования и разборки пакетов загрузоч ная этажерка заполняется очередной партией пакетов, сформированных на конвейере 2.
После укладки в кассету всего комплекта прокладок (20 шт.) ее подают при помощи электротали 8 по моно рельсу 5 к ванне 11 с водой и опускают в нее для охлаждения прокладок. Кассета с охлажденными про кладками передается по монорельсу на верхнюю полку стеллажа 3, где из нее выгружают прокладки и электроталью возвращают обратно к месту разборки пакетов. Для обеспечения бесперебойной работы линия снабже на тремя комплектами прокладок.
Линия может работать в автоматическом и ручном режиме. Автоматический режим является основным ра бочим режимом. Режимы работы линий устанавливают поворотом рукоятки избирателя режимов в одно из по ложений: А — автоматический режим, Р — ручной.
Линией управляют с трех пультов: пульта пресса, пульта загрузочной этажерки и конвейера формирова ния пакетов и пульта разгрузочной этажерки и конвей ера разборки пакетов.
Линия оборудована звуковой и световой сигнализа цией. Перед каждым перемещением конвейера для сбор ки пакетов вперед подается звуковой сигнал. Световая сигнализация осуществляется разноцветными лампами, расположенными на пультах управления.
Техническая характеристика полуавтоматической линии ПЛФМ-1
Максимальные размеры фанеруемых |
щитов, |
мм: |
|
1900 |
||
д л и н а ...................................................................................... |
|
|
|
|
|
|
ширина • ............................................................................... |
• • |
• |
|
|
|
1200 |
толщина................ |
|
|
|
40 |
||
Марка пресса ................................... |
|
- ....................................... |
|
пакетов, |
П713-А |
|
Ритм работы конвейера |
для формирования |
сек |
30 |
|||
Ритм линии (время оборота пресса), |
м и н ............................... |
|
|
6 |
||
Количество запрессовок за 8-часовую смену (при коэффи |
64 |
|||||
циенте использования линии 0,8) |
......................................... |
кат |
. |
|||
Установленная мощность электродвигателей, |
21,2 |
|||||
Габаритные размеры, мм: |
|
|
|
14160 |
||
д л и н а ...................................................................................... |
|
|
|
|
|
|
150
ширина .................................................................................. |
|
7 COO |
|
высота....................................................................................... |
|
3 400 |
|
Масса линии, к г .......................................................................... |
|
32 000 |
|
На |
основе |
восьмиэтажного гидравлического пресса |
|
FSP-8 |
фирмы |
«Михома» создана |
полуавтоматическая |
линия, предназначенная, как и линия ПЛФМ-1, для фа нерования пластей щитовых деталей мебели (рис. 86). Эта линия аналогична линии ПЛФМ-1 по принципу ра боты и отличается от нее лишь некоторыми конструк тивными особенностями.
Для быстроотверждающихся карбамидных клеев, у которых необходимая продолжительность выдержки со ставляет 0,8—1,2 мин, применение прессов с большим числом этажей экономически невыгодно. Это объясняет ся тем, что время, затрачиваемое на формирование большого числа пакетов для загрузки нескольких эта жей пресса, превышает время, необходимое для техно логической выдержки пакетов в прессе. Поэтому даже для относительно высокомеханизированной линии ПЛМФ-1, оборудованной загрузочной и разгрузочной этажерками, а также конвейерами для формирования и разборки пакетов, паспортное время оборота десяти этажного пресса составляет 6 мин, а продолжительность выдержки пакетов в прессе 5 мин, т. е. в среднем в 5 раз больше, чем это требуется для отверждения карбамид ного клея.
Несоответствие параметров многоэтажных прессов изменившимся технологическим режимам привело к то му, что более экономически выгодным оказалось при менение прессов с малым числом этажей.
Наиболее эффективными показали себя одноэтажные проходные прессы со встроенными загрузочно-разгрузоч ными устройствами. Такие прессы значительно легче многоэтажных прессов, не требуют устройства глубоких фундаментов и приямков, потребляют меньше энергии на обогрев, легко встраиваются в поточные и автомати ческие линии простой конструкции.
Одноэтажные прессы широко применяют за рубе жом, а в последнее время их стали внедрять и на де ревообрабатывающих предприятиях нашей страны.
На базе одноэтажных прессов создан ряд полуавто матических линий для фанерования щитов. Так, фирма «Михома» (ГДР) выпускает линию, показанную па рис. 87.
151
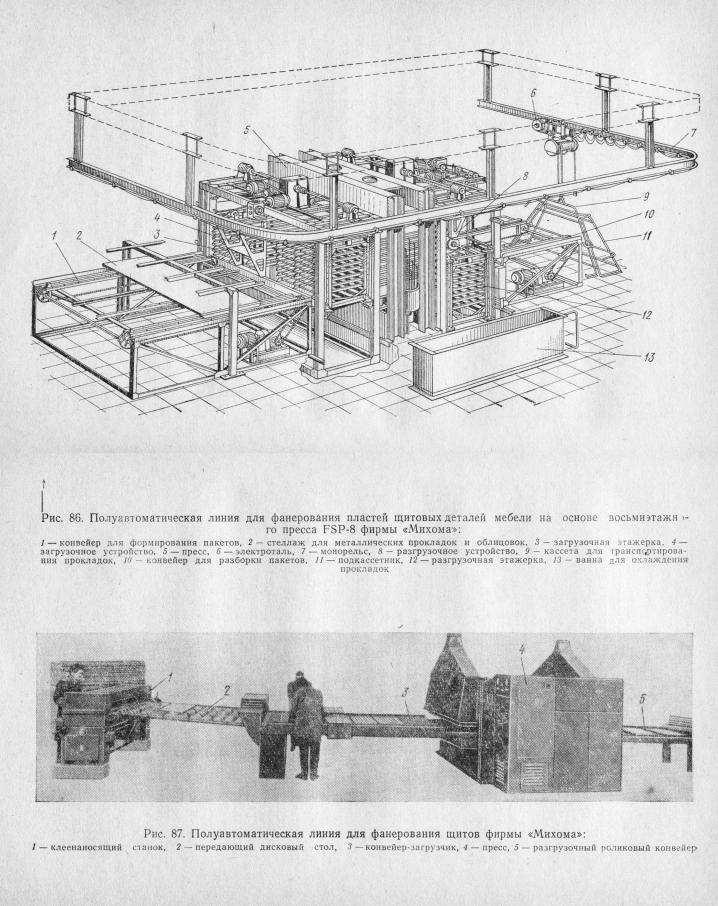
Линию обслуживают трое рабочих: один наносит клей на щиты, двое формируют пакеты.
Пресс 4 марки КТР предназначен главным образом для выполнения фанеровальных работ в мебельной промышленности. Станина пресса представляет собой жесткую сварную конструкцию, обеспечивающую рав номерное распределение рабочего усилия на всю поверх ность плит. Верхняя плита пресса закреплена непо движно на станине, нижняя — поднимается гидравличе скими цилиндрами. Плиты изготовлены из массивной стали и имеют каналы для обогрева паром или горячей водой, подаваемой по телескопическим трубопроводам. Температуру плит контролируют при помощи дистанци онного термометра. К обеим плитам прикреплены про кладки из листа алюминиевого сплава, которые после износа заменяются новыми.
Гидроагрегат и электрическое оборудование разме щены в шкафах, пристроенных к станине пресса. На па нели электрошкафа со стороны загрузки пресса уста новлены контрольно-измерительные приборы и кнопки управления. Конвейером-загрузчиком управляют при по мощи двухпедального ножного выключателя.
Время выдержки устанавливается электрическим ре ле времени. По истечении установленного времени пресс открывается автоматически.
Давление масла в цилиндрах пресса регулируется при помощи электрогидравлической системы и контакт ного манометра.
Конвейер-загрузчик 3 — ленточный, установлен на четырехколесной тележке, два колеса которой ведущие. Тележка перемещается по направляющим. Ведущие ко леса тележки и лента приводятся в движение электро двигателями через редукторы.
Передняя балка корпуса тележки имеет наклонный участок, по которому пакеты при загрузке плавно спол зают с ленты на нижнюю плиту пресса. Для очистки плит пресса от приставшего клея на передней балке тележки сверху и снизу поперек лепты установлены ли нейки, обтянутые фетром.
Разгрузочный роликовый конвейер 5 состоит из боль шого числа узких роликов, которые свободно враща ются на осях, закрепленных в ребрах несущей рамы. Чтобы предотвратить повреждение изделий, наружную поверхность роликов покрывают мягкой пластмассой.
154