

книги из ГПНТБ / Стеклов, М. Л. Горизонтальные гидравлические турбины. Конструкция и расчет
.pdfЗатем, после сверления центров, лопатку устанавливают на спе циальный токарный станок ЛР61, в котором лопатка вращается, а два суппорта с резцами у каждой из цапф неподвижны. На этом станке одновременно обрабатываются обе цапфы и небольшая
Рис. VII.5. Схема установки направляющей лопатки для обработки сферы на внутреннем и наружном торцах
(указанная в чертеже) плоская площадка вокруг цапф на торцах лопатки.
После обработки на этом станке лопатка устанавливается на специальный расточной станок ЛР86, на котором ведется обра ботка сферы торцов лопатки. Сферы обрабатываются поочередно, сначала со стороны одной цапфы, затем со стороны другой. Обра-
Рис. V II.6. Схема установки |
направляющей лопатки для обра? |
ботки прилива |
на входной кромке |
ботка сфер начинается точно от края плоской площадки, выполнен ной ранее на станке ЛР61, к периферии. При обработке лопатка неподвижна, а суппорт с резцом вращается. Обработка ведется по копиру, по которому перемещается ролик, передавая это пере мещение суппорту с резцом (рис. VII.5)
После окончания обработки сферы торцов лопатки ее уста навливают на строгальный станок для обработки плоскости при лива на входной кромке, торца выходной кромки и канавки в при
180
лесо, |
направляющий аппарат, масловодоприемник, сервомоторы |
и др. |
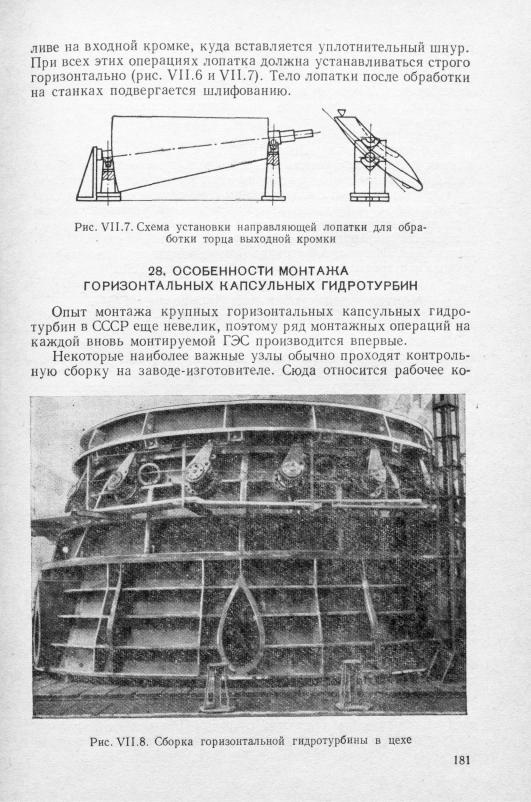
Однако на монтажной площадке ГЭС узлы вновь собираются |
уже в более крупные блоки и по мере готовности монтажа фунда ментных частей подаются в кратер. Сборка узлов на монтажной площадке, как и в цехе завода, производится таким образом, что продольная ось этих узлов, а следовательно, турбины распола гается вертикально (рис. VII.8).
При монтаже капсульных агрегатов к наиболее важным опе рациям относятся: правильная установка фундаментных частей (статора турбины, а если их два, то центровка обоих относительно друг друга); опускание вала турбины с рабочим колесом в кратер и соединение с ротором генератора; правильная установка ротора агрегата на опорные подшипники. В качестве примера приводятся важнейшие операции по монтажу турбин средней мощности Перепадных ГЭС Ингурского каскада и крупнейших турбин четырех опорного и трехопорного агрегата Саратовской ГЭС.
Монтаж гидротурбин для Перепадных ГЭС. Общая схема монтажа
Детали собирают в укрупненные блоки и транспортируют к месту установки станционным мостовым краном.
Обе половины капсулы, осмотренные на монтажной площадке,, заранее транспортируются к месту установил, где временно уста навливаются на выкладки со смещением в сторону верхнего бъефа для последующего монтажа и соединяются между собой. Детали
иотдельные узлы до установки на место очищаются от защитных покрытий и забоин. Поверхности деталей, заливаемые в бетон, соответственно очищаются.
Укрупненные блоки через монтажные люки в основном бетоне здания ГЭС опускаются и устанавливаются в рабочее положение на клинья и прокладки по высотным отметкам и осям, заданным строительной частью. Расположение монтажных люков не по зволяет непосредственно краном устанавливать некоторые детали
иотдельные узлы на рабочее место; оттяжку деталей на место следует производить посредством блоков и лебедок, пользуясь монтажными скобами, закрепленными в основном бетоне.
Закладные части (камера, фундаментное кольцо и др.), со бранные в кольца до опускания на место должны во избежание
деформации по возможности храниться в нерабочем положении. Закладные части после бетонирования в сборе должны представ лять единый жесткий узел, надежно закрепленный в основном бетоне фундаментными болтами, распорными домкратами, растяж ками и клиньями. Все прокладки, клинья и растяжки должны быть приварены электросваркой.
Сливной клапан в отсасывающей трубе в целях безопасности, следует монтировать в первую очередь. При монтаже клапана следует обратить особое внимание на строго вертикальное поло
182
жение штока клапана, легкость его хода и плотность прилегания к седлу. В процессе монтажа турбины сливной кдапан в целях безопасности всегда должен находиться в открытом состоянии
инадежно защищаться от возможных механических повреждений
изасорения.
Монтаж статора, камеры турбины и направляющего аппарата
Сборка статора. Статор полностью собирается на монтажной площадке в горизонтальном положении фланцем, обращенным к направляющему аппарату, вверх. Стыки секторов, которые не подлежат разборке при опускании статора вниз на фундамент, промазываются суриком и окончательно закрепляются всеми бол тами. Стыки, подлежащие разборке, суриком не промазываются и болты могут быть поставлены не все, но зазор в стыках не до пускается.
На статоре турбины собирается направляющий аппарат. Два стыка на внутреннем и наружном кольцах направляющего аппа рата, по которым производится разъем при опускании в кратер агрегата, собираются предварительно, т. е. без сурика и резино вого уплотнения. Остальные стыки собираются окончательно с про мазкой суриком или с установкой резиновых шнуров, полной за тяжкой всех болтов и штифтовкой.
Сборка направляющего аппарата. Сначала полностью соби рается внутреннее кольцо направляющего аппарата. Затем в нем устанавливаются по две направляющие лопатки внутренними цап фами и подшипниками. Направляющие лопатки должны быть предварительно очищены от защитного покрытия, забоин, заусен цев и подобраны по номерам гнезд. На наружные цапфы направ ляющих лопаток надеваются секторы (V8 часть) наружного кольца направляющего аппарата без подшипников направляющих лопа ток. Подшипники в собранном виде со всеми деталями устанав ливаются на концах направляющих лопаток вслед за сборкой сек торов; затем монтируются детали поворотного механизма направ ляющего аппарата.
После того как направляющий аппарат собран, производится проверка на легкость хода и величину угла поворота каждой лопатки. Лопатки в открытом состоянии свариваются между собой арматурой, либо угольниками или мелкими швеллерами. Более крупными швеллерами (двумя-тремя на каждую половину) свари ваются между собой наружное и внутреннее кольца направляю щего аппарата. После этого направляющий аппарат отдельными половинами снимается со статора, перекантовывается в рабочее положение и отставляется в сторону до опускания на место. В слу чае готовности фундамента под статор устанавливаются фунда ментные болты статора, и статор по половинам опускается на место. Нижняя половина статора сразу же соединяется с болтами без центровки. После опускания и соединения верхней половины
183
статора с нижней на сурике с установкой контрольных штифтов начинается центровка и установка в рабочее положение всего ста тора. Для этого на заранее установленные и проверенные геоде зической службой строительства скобы натягиваются струны, ко торые являются продольной и поперечной осями.
На струны навешиваются отвесы и с помощью рулетки или специального штихмасса проверяется правильность установки статора по осям и отметке и цилиндричность наружного и вну треннего поясов по отношению к оси. Убедившись в правильном положении статора, последний закрепляют домкратами и арма турой, сваренной с выпусками арматуры из основного бетона. Окончательно закрепляются все фундаментные болты.
Камера турбины собирается на монтажной площадке совместно с фундаментным кольцом, опускается к месту установки и сме щается в сторону нижнего бьефа для возможности установки блока направляющего аппарата.
Направляющий аппарат, собранный как указано выше, от дельно по половинкам опускается на место и соединяется со ста тором турбины, а половинки направляющего аппарата соеди няются между собой. После закрепления направляющего аппарата на статоре опускается заранее собранный в кольцо опорный ко нус регулирующего кольца (без регулирующего кольца и планок), который соединяется с наружным кольцом направляющего ап парата.
Камера рабочего колеса подтягивается к опоре регулирующего кольца и устанавливается соосно статору и направляющему ап парату. Ее положение регулируется клиньями, домкратами и рас тяжками и крепится электросваркой к выпускам арматуры основ ного бетона.
Все фланцевые соединения деталей с целью герметизации сты ков уплотняются резиновыми шнурами и смазываются белилами или суриком.
Устанавливаются и окончательно привариваются все обли цовки. Прокладываются и окончательно раскрепляются все за кладные трубы к измерительным приборам.
Чаще всего при бетонировании кольцевых деталей закладных частей (статора, камеры турбины и др.) сталкиваются с тем, что к внешней нижней оребренной части поверхности не проникает бетон. Поэтому строители согласовывают с шеф-персоналом за- вода-изготовителя турбины места со стороны проточного тракта, в которых разрешается выполнить дополнительные отверстия для подачи бетона; отверстия заглушаются после бетонирования.
Закладные части до бетонирования должны представлять еди ный жесткий узел, надежно закрепленный в основном бетоне и соединенный с выпусками арматуры. Все прокладки, клинья и прочие детали крепления должны быть сварены электросваркой. Бетонирование не должно вызывать деформации установленных деталей.
184
Установка сервомоторов направляющего аппарата. Сервомо торы в случае продолжительного хранения подвергаются ревизии на монтажной площадке и после ревизии в собранном виде опу скаются на место до установки регулирующего кольца. Сервомо торы прикрепляют к фундаментным плитам и совместно с ними временно устанавливают до сопряжения тяг с проушинами регу лирующего кольца, не соединяя их. Окончательный монтаж серво моторов производится после установки механизма поворота на правляющего аппарата. Убедившись в совпадении проушин и тяг в двух крайних положениях хода регулирующего кольца (при наличии запаса хода поршня сервомоторов на закрытие), фунда ментные плиты «прихватывают» сваркой к арматуре основного бетона и заливают их бетоном. Окончательно установленные серво моторы при полностью закрытом направляющем аппарате должны иметь запас хода поршней на закрытие, обусловленный чертежом.
Собранный направляющий аппарат должен быть опробован на открытие и закрытие с промером торцовых зазоров и зазоров по кромкам касания лопаток и замеров давлений в полостях серво моторов для открытия и закрытия лопаток при незатопленном тракте.
Монтаж роторной части турбин
После застывания бетона статорных частей производят осмотр
иповторную проверку их соосности. Вынимают верхнюю поло вину направляющего аппарата и конуса регулирующего кольца,
атакже съемные части камеры турбины. Нижняя половина кор пуса подшипника вместе с сегментами устанавливаются на место
ивыверяется относительно фланца статора турбины. Устанавли вают на место приспособление для опоры свободного фланца тур бинного вала (рис. VII.9).
На монтажной площадке собирают укрупненный узел: вал
турбины со штангами, рабочее колесо со всеми лопастями, но без конуса рабочего колеса, заранее опущенного в камеру. При уста новке уплотнений лопастей и лопастей на монтажной площадке уплотнения испытываются на протечки масла.
Сегменты турбинного подшипника должны быть пришабрены по валу ранее. Перед установкой блока колесо—вал на опорный конус последний укрепляется на камере трубой, чтобы воспол нить жесткость конуса, которая уменьшилась из-за отсутствия верхней его части.
Транспортирование укрупненного узла к месту монтажа про изводится краном и последовательными такелажными операциями, (рис. V II.10).
Узел укладывается горизонтально на двух опорах. Одной из них является подшипник турбины, а другой — приспособление для опоры фланца вала.
В случае надобности дополнительной опорой колеса могут служить прокладки, закладываемые в зазор между нижней ло-
592 |
185 |
пастью и камерой. К рабочему колесу присоединяется его конус, а к последнему —• приспособление для застропки троса при по вороте ротора краном (рис. VII. 11).
Положение подшипника может регулироваться прокладками под лапами нижней половины корпуса и под опорами сегментов на величину до 3 мм. Плоскость торца турбинного вала должна
фланца вала турбины до соединения с генераторным валом:
1 — вал генератора; 2 — вал турбины; 3 — гидравлические домкраты; 4 — фланец внутренней обечайки статора
быть параллельна плоскости торца фланца статора, а лопасти ра бочего колеса должны иметь равномерный зазор в камере в соот ветствии с допусками.. Основным условием является параллель ность плоскостей фланцев. Для возможности прицентровки вала генератора ротор турбины перед центровкой должен быть смещен со своего рабочего положения в сторону нижнего бьефа на ~30 мм.
Перед опусканием генератора собранный масловодоприемник после испытания на монтажной площадке должен быть заранее опущен в головную часть камеры.
186
И) |
ю |
Рис. VII. 10. Этапы такелажных ра бот при монтаже ротора гидротур бины Перепадных ГЭС (Ингурский каскад): а — сборка рабочего коле са с валом; б — кантовка узла; в — перенос узла; г — опускание узла
в кратер турбины
Рис. VII. 11. Приспособление для поворота ротора гидротурбины краном
187
Центровка агрегата
Центровка производится в следующей последовательности: цен тровка ротора турбины (рис. VII. 12); прицентровка фланца вала турбины к валу генератора и их соединение (рис. VII. 13); проверка биения вала поворотом ротора агрегата (рис. VII. 14).
Роторная часть турбины считается сцентрованной, когда: ло пасти рабочего колеса имеют равномерный зазор по камере; под шипник отрегулирован по валу в корпусе (при снятых уплотне ниях); торец фланца турбинного вала параллелен торцу фланца статора турбины; фланец турбинного вала концентричен фланцу
статора турбины. |
|
Данные замеров заносятся в соответствующий формуляр |
|
(рис. VII. 12). |
Каждый формуляр снабжен штампом, а также таб |
лицей записи |
замеров. |
Прицентровка фланца вала генератора к фланцу вала турбины и их соединение. После установки ротора генератора на подшип ник с одной стороны и на приспособление — с другой, фланец генератора прицентровывается к фланцу вала турбины с точ ностью по образующим до 0,1 мм и на параллельность фланцев до 0,06 мм.
Статор генератора, в котором клиньями расперт ротор с валом, подается в кратер. Внутри генераторного вала уже лежит штанга, фланец которой выступает за пределы фланца вала, обращенного к турбине. Удерживая генератор на кране, соединяют фланцы обеих штанг: той, что расположена в вале генератора, и той, что расположена в вале турбины. Затем придвигают статор генера тора к статору турбины и соединяют их фланцы. После этого при-
центровывают фланец вала генератора к фланцу |
вала турбины |
в соответствии с существующими нормами точности. |
К прицентро- |
ванному фланцу вала генератора временными болтами подтяги вается фланец вала турбины. Перед подтягиванием вала турбины необходимо совместить заводские риски на образующих фланцев поворотом ротора турбины краном. После этого установить штат ные болты. Затягивание болтов фланцевого соединения произ водится термозатягом.
Термозатяг болтов фланцевого соединения валов
Соединение фланцев обычно производится с помощью припасо ванных (призонных) болтов, которые плотно вставлены в отвер стия обоих фланцев и поэтому не только испытывают напряжения растяжения, стягивая фланцы, но и напряжения среза под дей ствием крутящего момента турбины. Поэтому необходимо транс портировать вал генератора на завод-изготовитель турбины и совместно обрабатывать отверстия в обоих валах.
Такая технология неудобна, не экономична и ставит в зависи мость друг от друга производства двух различных заводов.
188
Перепадные ГЭС
Формуляр
Гидроагрегат, станционный Ns- прицентровки фланца вала к статору турбины
Гидротурбина, заводской №----
Места |
+ 2 |
— X |
замеров |
+ * |
— Z |
|
а |
<3* |
|
II t— |
|
Парал |
|
|
лельность |
|
|
— X |
+ х |
Дирекция ГЭС |
+ Z |
— Z |
|
Ч = |
b2 |
Тур |
бина |
||
|
|
Завод- |
|
|
изготови |
|
|
тель |
|
|
Гене |
|
|
ратор |
+ Z |
— Z |
X — X |
Монтажная |
|
|
|
Концен |
|
|
организация |
|
|
|
|
|
|
|
|
|
|
тричность |
|
|
|
Фами |
Под |
|
к |
К |
|
Представители |
Дата |
||
|
лия |
пись |
Рис. V II.12. Формуляр прицентровки фланца вала к статору турбины
189