книги из ГПНТБ / Применение полуавтоматических линий в обувном производстве (обзор)
..pdfшестью клещами и клеевую затяжку носочной части горячими пластинами, как при работе в обычном потоке. Обувь выдержива ется под пластинами, нагретыми до 120° С, в течение 20—25 сек., после чего колодка с затянутой заготовкой возвращается на ту же
секцию конвейера.
При обтяжке не допускается перекос заготовки. Длина союзки
в паре должна быть одинакова, ширина |
затяжки кромки |
14— |
|||||||
|
16 мм. Затяжная кромка долж |
||||||||
|
на быть прочно склеена со |
||||||||
|
стелькой. |
|
|
|
|
|
|
||
|
Работа второй секции ма |
||||||||
|
шины ЗНК-1 аналогична. |
|
|||||||
|
На третьей рабочей пози |
||||||||
|
ции |
производится |
автоматиче |
||||||
|
ская |
клеевая |
затяжка |
геле |
|||||
|
ночной части обуви на двух |
||||||||
|
секционном |
|
автомате |
мар |
|||||
|
ки А Г-О. |
|
|
|
|
|
|
||
|
В начале выстоя |
конвейера |
|||||||
|
начинается |
перемещение |
спут |
||||||
|
ника |
с колодкой |
с |
конвейера |
|||||
|
в |
рабочую |
|
зону |
автомата |
||||
|
(рис. 3, а). Через 2 сек. после |
||||||||
|
того, как спутник с |
колодкой |
|||||||
|
оказался в зоне рабочих орга |
||||||||
|
нов, |
|
опуокается |
|
стелечный |
||||
|
упор на след колодки (рис. 3,6). |
||||||||
|
Затем |
он |
|
останавливается и |
|||||
|
начинается |
сведение |
профили |
||||||
|
рованных |
затяжных |
пластин. |
||||||
|
Пластины, сближаясь, зажи |
||||||||
|
мают |
между |
собой |
клещами |
|||||
|
затяжную |
кромку |
заготовки и |
||||||
|
затягивают |
|
ее |
на |
стельку |
||||
|
(рис. 3, в). Как только пласти |
||||||||
|
ны |
загнут |
затяжную кромку |
||||||
|
на стельку, стелечный упор |
||||||||
|
уходит вверх, а пластины |
||||||||
|
дальнейшим своим ходом за |
||||||||
|
гладят |
затяжную |
кромку |
||||||
|
(рис. |
3, г). |
|
Затем |
осуществ |
||||
|
ляется подпрессовка, и колод |
||||||||
|
ка с затянутой заготовкой при |
||||||||
|
жимается к затяжным пласти |
||||||||
|
нам, нагретым до 90—95° С. |
||||||||
|
В таком положении заго |
||||||||
|
товка выдерживается для того, |
||||||||
Рис. 2 |
чтобы |
затяжная |
кромка |
при- |
|||||
10
клеилась к стельке. После подпрессовки давление снимается, спут ник с колодкой опускается и возвращается «а конвейер (рис. 3, д).
На четвертой рабочей позиции производится автоматическая клеевая затяжка пяточной части обуви на двухсекционном авто мате марки АП-О.
Затянутая в носочно-пучковой и геленочной частях заготовка подается вместе с колодкой в рабочие органы автомата цилиндра ми, расположенными внутри автомата (рис. 4, а). При этом колод-
11
ка с заготовкой прижимается к матрице для пяточной части, пос ле чего опускается верхний упор (рис. 4, б). Затем пяточная мат рица и затяжные пластины сводятся с помощью гидроцилиндра (рис. 4, в). При последующей подпрессовке, осуществляемой ниж ним цилиндром, платформа с установленным па пей спутником с колодкой поднимается вверх, обеспечивая прижим затянутой за готовки к затяжным пластинам, нагретым до 90—95° С (рис. 4, г).
Затяжная кромка в пяточной части должна быть четко выра жена. После затяжки не должно быть морщин и складок, выходя щих за грань следа. Автомат обрабатывает одновременно пару обуви. По окончании выполнения операции те же цилиндры снима ют колодки с автомата и возвращают их на конвейер (рис. 4, д).
На пятой рабочей позиции производится взъерошивание затяж ной кромки заготовки обуви на автомате АВ4-0 *.
Первоначально производится автоматический зажим спутника с колодкой (рис. 5, о). Далее осуществляется перемещение карет ки в направлении к колодке, причем происходит включение элект родвигателя привода вращения шарошек. Левая и правая взъеро шивающие шарошки обрабатывают соответствующие полупары од новременно в направлении от пяточной к носочной части (рис. 5, б, в). Когда каретка завершает рабочий ход, электродвигатель оста навливается, и каретка возвращается в исходное положение. Во время возврата каретки шарошки приподнимаются вверх (рис. 5, г) и проходят над обработанными заготовками. После этого цилинд ры освобождают спутники (рис. 5, д), и конвейер линии перемеща ется на один шаг.
Затяжная кромка должна быть равномерно взъерошена без про пусков и перешершованных мест. Ворс должен быть низкий. Пыль
после взъерошивания удаляется вытяжным вентилятором |
через |
специальное сопло. |
|
На шестой рабочей позиции производится автоматическое па- |
|
несение клея на затяжную кромку обуви па автомате |
мар |
ки АНЗ-О**. |
|
Затянутая и взъерошенная обувь на колодках подается в рабо чие органы автомата цилиндрами, расположенными внутри авто мата (рис. 6, а). Здесь колодка с заготовкой с помощью специ ального механизма поворачивается на 180° и располагается следом вниз (рис. 6, б). Крышки бака с клеем раскрываются, и пуансон с клавишным механизмом выдвигается из бака и останавливается, чтобы стекли излишки клея; после этого он продолжает движение вверх и прижимается к следу колодки (рис. 6, в, г). Клей с кла виш наносится на затяжную кромку. Благодаря некоторому вы стою в поднятом положении излишки клея стекают в бак, после
* Авторское свидетельство № 209236, кл. 71с. Бюллетень «Открытия, изо бретения, промышленные образцы, товарные знаки», 1968, № 4.
** Авторское свидетельство № 171297, кл. A43d. Бюллетень «Открытия, изо бретения, промышленные образцы, товарные знаки», 1965, № 10.
12
чего пуансон погружается в бак с клеем. Крышки бака возвраща ются на место, предохраняя клен от загустения при испарении раствори геля. Автомат обрабатывает одновременно пару обуви. По окончании выполнения операции те же цилиндры снимают ко лодки с автомата и возвращают их па конвейер (рис. 6, д).
гТ |
J |
т |
Затяжная кромка пяточной части должна быть промазана рав номерно тонким слоем клея без пропусков и затеков.
13
На седьмой рабочей позиции производится автоматическая сушка затянутой заготовки на колодку в течение 12 мин. при про хождении по нижней ветви конвейера.
Сушильное устройство представляет собой закрытую камеру, в которой на специальных рамах смонтированы сушильные секции, и над ними проходит нижняя ветвь конвейера. Во время движения конвейера рамы с сушильными секциями находятся в опущенном состоянии. Во время выстоя конвейера сушильные секции подни маются, и колодки с заготовками оказываются внутри них. По окончании выстоя конвейера сушильные секции опускаются, давая возможность секциям конвейера переместиться на один шаг.
В настоящее время па большинстве линий радиационная суш ка на нижней ветви конвейера заменена обдувом обуви воздухом, нагретым до температуры 6070° С.
На восьмой рабочей позиции производится активация клеевой пленки на подошве в термостате в течение 40 сек. при температу ре 120—130°С, наложение простилкп и затем накладка подошвы на заготовку. Операция ручная и выполняется одним исполните лем. Просгилка из коробочного картона должна быть наложена ровно и не должна заходить за затяжную кромку.
Смещение подошвы относительно следа обуви при се наложе нии допускается не более 0,5 мм.
На девятой рабочей позиции производится приклеивание по дошв к обуви на прессе ПК-О. Операция выполняется автомати чески, выдержка обуви в прессе 38 сек.
В прессе ПК-0 первоначально осуществляется автоматический зажим спутника с колодкой (рис. 7, а) с тем, чтобы сиять нагруз ки, возникающие при выполнении операции с ходовой части конвей ера на его основание. Под носочную часть колодки подводится специальный упор (рис. 7, б), предохраняющий колодку от проги ба и поломки в тонкой, носочной части. Пресс-подушка пресса опускается вниз и прижимает наложенную подошву (рис. 7, б). После этого пресс-подушка отходит от колодки, и спутник с колод кой возвращается в исходное положение (рис. 7, г).
На десятой рабочей позиции производится съем обуви с коло док автоматом АС-О.
При подходе готовой пары к автомату специальные зажимы гидравлического действия зажимают спутник с колодкой на кон вейере. Рабочие органы автомата, опускаясь, захватывают обувь за пяточную часть, плавно и без рывков снимают ее с колодок, после чего возвращаются в исходное положение. Освободившиеся колодки при очередном движении конвейера подходят на первую рабочую позицию.
Снятая обувь поступает на отделочный участок, где произво дят насадку и прикрепление каблука и последующие отделочные операции, которые выполняют обычным способом.
На полуавтоматической линии, эксплуатируемой па Народном предприятии «Свит», используют деревянные колодки для девичьей
14
обуви размеров 24; 24,5; 25; 25,5 и выполняют следующие опера ции:
накладывание стельки с заготовкой на колодку и прикрепление
их на |
колодки, |
осуществляет |
рабочий; |
|
|||||
активация клеевой пленки в но |
|
||||||||
сочной части стельки и на края за |
|
||||||||
готовки, осуществляется автомати |
|
||||||||
чески; |
|
затяжка |
носочно-пучко |
|
|||||
клеевая |
|
||||||||
вой части, осуществляется рабочим |
|
||||||||
на чешской машине № 02160; |
|
|
^ Г \ |
||||||
активация клеевой пленки в ге |
|||||||||
леночной части стельки и краев |
за |
||||||||
готовки, производится автомати |
|
||||||||
чески; |
|
|
|
|
|
|
|
|
|
клеевая затяжка геленочной ча |
|
||||||||
сти, осуществляется автоматически!; |
|
||||||||
клеевая |
затяжка пяточной |
части |
|
||||||
производится |
на |
подготовительном |
|
||||||
участке и на этой же машине вы |
|
||||||||
полняется |
окончательное |
формова |
|
||||||
ние пяточной части, выполняется ав |
|
||||||||
томатически; |
|
затяжной |
кром |
|
|||||
взъерошивание |
|
||||||||
ки, выполняется автоматически; |
|
|
|||||||
очистка |
взъерошенной |
кромки, |
|
||||||
производится |
автоматически; |
|
|
|
|||||
нанесение |
клея |
на |
затяжную |
|
|||||
кромку |
по |
периметру |
следа |
обуви, |
|
||||
осуществляется автоматически; |
|
|
|||||||
фиксация и сушка формы затя |
|
||||||||
нутой заготовки на колодке, выпол |
|
||||||||
няется автоматически; |
|
|
|
|
|
||||
активация |
клеевой пленки |
на |
|
||||||
формованных подошвах и их .накла |
|
||||||||
дывание, выполняет |
один |
или двое |
|
||||||
рабочих; |
|
|
|
|
|
|
|
|
|
приклеивание подошвы на прессе, |
|
||||||||
производится |
автоматически; |
|
|
|
|||||
съемка обуви с колодок, |
выпол |
|
|||||||
няется автоматически. |
|
|
|
|
|
||||
Всего |
на |
линии |
выполняется |
|
|||||
13 операций, из них только три вы |
|
||||||||
полняют рабочие, а десять осуществ |
|
||||||||
ляются автоматически. |
|
|
|
|
|||||
Активация |
клеевой пленки в геленочной части стельки и кра |
||||||||
ев заготовки |
осуществляется |
непосредственно на |
конвейере. |
||||||
15
Чистка затяжной кромки производится вращающейся волосяной щеткой, установленной за автоматом АВ4-0 поперек конвейера, что обеспечивает впоследствии более качественное нанесение клея на затяжную кромку.
ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ОБУВИ
С ПРИВУЛКАНИЗОВАННЫМ НИЗОМ
Технологический процесс изготовления обуви с привулканизованны.м низом на полуавтоматической линии АЛ-1 состоит из трех групп технологических операций:
подготовка деталей низа, сырой резиновой смеси и заготовок верха;
сборка обуви и вулканизация низа на липли АЛ-1; отделка обуви.
Первая группа технологических операций выполняется анало гично методу клеевой затяжки, за исключением трехсторонней на мазки (затяжной кромки заготовок с бахтармяшой стороны и под кладки с двух сторон).
Типовой технологический процес сборки обуви на линии АЛ-1 выполняется аналогично процессу сборки на линии ПЛК-0 за ис ключением подошво-прикрепительных операций.
На восьмой рабочей позиции третий оператор вручную осу ществляет наложение наиритовой ленточки, супинатора, простилки и сырой резиновой смеси на след обуви.
Наиритовую ленточку шириной 5—6 мм накладывают на край подошвы по периметру в носочной части.
Супинатор накладывают на след обуви так, чтобы один конец его не доходил до штыря на колодке в пяточной части на 10 мм. Простилку толщиной 2,5—3 мм приклеивают клеем НТ-17 плотно к стельке, заполняя углубление, образованное затяжной кромкой.
Резиновую смесь—подошву толщиной 4,2—4,7 мм и флик тол щиной 7,3—8,3 мм — накладывают на след обуви таким образом, чтобы контур подошвы и каблука совпадал с контуром промазан ного следа обуви.
На девятой рабочей позиции производится вулканизация низа обуви на шести автоматах ПГВ-А. Продолжительность вулканиза ции 4,5 мин.; температура пуансона 175+5° С, матриц— 150±5°С.
Низ обуви при вулканизации должен быть равномерно провулканизован как по толщине, так и по всей поверхности следа обуви.
Вместо шести автоматов ПГВ-А могут быть использованы че тыре автомата ЛПГВ-А, в которых применяется сырая резина не в виде вырубленных заготовок из сырой резины, а в виде гранул, подача которых дозируется специальным устройством.
16
После вулканизации спутники с обувыо из прессов-автоматов перемещаются на перегрузчики. Эти устройства необходимы для соблюдения условий последовательности загрузки прессов-авто- матов.
На десятой рабочей позиции производится съем обуви с коло док автоматом АС-0 с последующим дополнительным выстоем обуви на элеваторе или конвейере в течение 1,5—2 час. перед по ступлением на отделочный участок.
На отделочном участке осуществляется удаление выпрессовок резины и заусенец, окраска грани обуви в местах соединения верха обуви с подошвой и другие операции, которые производят на обыч ном оборудовании.
КРАТКОЕ ОПИСАНИЕ ПОЛУАВТОМАТИЧЕСКИХ ЛИНИИ
Полуавтоматические линии АЛ и АЛ-1 для изготовления обуви с привулканизованным резиновым низом
Полуавтоматическая линия АЛ *, изготовленная эксперимен тальным цехом Ленинградского СКВ КОМ в 1962 г., обеспечивает сборку обуви, сочетая круговую трехмашинную клеевую затяжку
сгорячей вулканизацией низа.
Вэтой линии около двухъярусного горизонтально замкнутого конвейера установлены машины-автоматы.
Односекционные прессы, установленные в линии, представляют собой серийные, односекционные прессы ПГВ-1** для горячей вул канизации, приспособленные к условиям работы в линии. Прессы снабжены автоматическим устройством для поддержания заданно го режима вулканизации, смыкания и открытия пресс-форм в цикле работы линии. Для передачи спутников с колодками с яруса на ярус конвейера служат два автоматических перегрузчика.
Нижний ярус конвейера— основной и предназначается для транспортирования изделия на колодке от одной технологической операции к другой. Верхний ярус конвейера используется для сушки затянутой заготовки обуви и клея, нанесенного на затяж ную кромку.
Взаимодействие конвейера и всего оборудования линии дости гается согласованным действием кулачковых командоаппаратов отдельных машин и автоматов, действующих на золотники гид равлических исполнительных механизмов.
Большинство машин и автоматов линии АЛ с внесенными в них конструктивными усовершенствованиями вошли в состав по-
* Авторское свидетельство № 164822, кл. A43d. Бюллетень «Открытия, изо бретения, промышленные образцы, товарные знаки»,1 1964, № 16.
** Авторское свидетельство № 159631, кл. B29h. Бюллетень «Открытия, изо бретения, промышленные образцы, товарные знаки», 1964, № 1. —
Авторское свидетельство № 170333, кл. A43d. Бюллетень киткр|ЬШГЯ7~изо— бретеиня, промышленные образцы, товарные знаки», 1965.- * 8-1 4 ЙЖГЯ
2 -1 5 3 5
следующих полуавтоматических линии и, в частности, линии ти на ПЛК-0.
Линия АЛ находилась в промышленной эксплуатации на го ловном предприятии ЛОО «Скороход», в процессе которой исполь зовалась для проверки отдельных решений, обеспечивающих большую надежность автоматических устройств, надежность и долговечность рабочих органов технологических машин и авто матов.
На базе экспериментальной линии АЛ велись работы по созда нию унифицированных полуавтоматических линий АЛ-1 !\ а также полуавтоматической линии Г1ЛК-0 для производства обуви клеево го метода крепления низа.
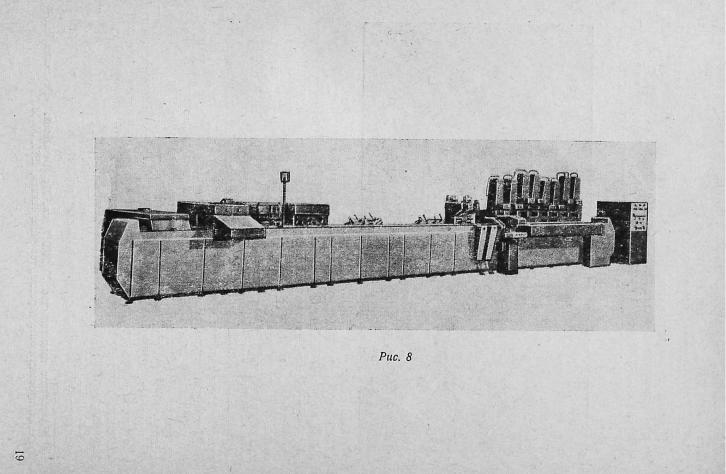
В линии АЛ-1 применяют вертикально замкнутый конвейер, что отличает ее от линии АЛ, а также более совершенные конструк ции машин и автоматов, комплектующих ее.
Линия АЛ-1 для изготовления обуви с привулкаппзованным ни зом (рис. 8) имеет более современное внешнее оформление и об ладает большими удобствами для обслуживания. Эта линия, уста новленная в 1967 г. на головном предприятии ЛОО «Скороход», находится-в эксплуатации и до настоящего времени.
|
|
|
Техническая характеристика линии АЛ-1 |
|
|
Размеры |
обрабатываемой обуви ............................................. |
Три смеж |
|||
|
|
|
|
ных раз |
|
|
|
|
|
мера |
|
Расчетная производительность линии при цикле 53 сек., |
540 |
||||
пар |
в |
см ен у ................................................................................... |
|
|
|
Количество |
п а р ....................................... |
42 |
|
||
Ритм работы, сек.: |
|
|
|
||
время |
|
|
49 |
||
время |
перемещ ения ........................................ |
4 |
|
||
Расстояние |
между секциями конвейера , мм . . . . |
|
400 |
||
Скорость |
перемещения, м / м п н . ......................... |
8 |
|
||
Время |
от |
запуска до |
съема первойнары, мин. . . |
. |
37,1 |
Время |
вулканизации, |
мин........................................ |
4,5 |
|
|
Время |
сушки, мни.................................................... |
|
30 |
|
|
Суммарная |
установленная мощность , кВт . . . . |
|
68 |
||
Габаритные размеры, мм: |
|
|
|||
ш и р и н а ................................................................ |
|
3000 |
|
||
д л и н а |
|
16600 |
|
||
в ы с о т а ................................................................ |
|
2000 |
|
||
Масса, |
к г ....................................................................... |
|
21000 |
|
|
* Авторское свидетельство № 238132, кл. 39а. Бюллетень «Открытия, изобретении, промышленные образцы, товарные знаки», 1969, № 9.
18