книги из ГПНТБ / Шаров, Н. В. Производство малярных кистей ручников КР новой конструкции
.pdfизделий, различаются между собой отдельными узлами или меха низмами.
Для формования обоймы и закрепления кистевого пучка и руч
ки применяют специальные пресс-формы |
(рис. 6). |
|
|
|||
|
Пресс-форма состоит из двух поло |
|||||
|
вин 1. В нее закладывают головку ки |
|||||
|
сти 2 и стандартную ручку 3. Размены |
|||||
|
пресс-формы рассчитаны так, чтобы |
|||||
|
она плотно соприкасалась с ручкой и |
|||||
|
кольцом головки. Плотное соединение |
|||||
|
пресс-формы с деталями кисти необхо |
|||||
|
димо для того, чтобы расплав капрона, |
|||||
|
нагнетаемый в пресс-форму .под давле |
|||||
|
нием, нс образовал облоя. |
|
||||
|
Собранную пресс-форму устанавли |
|||||
|
вают на подъемную плиту литьевого |
|||||
|
пресса, |
затем |
плита |
поднимается; и |
||
|
пресс-форма |
в закрепленном состоянии |
||||
|
подводится к соплу для подачи распла |
|||||
Рис. 6 |
ва. Расплав |
капрона |
под |
давлением |
||
мы и заполняет ее |
инжектируется в полость 4 пресс-фор- |
|||||
Сонрмкасаясь |
с |
внутренней поверхностью |
||||
кольца, впрыснуты и в пресс-форму |
расплав |
образует |
с ней моно- |
|||
литную обойму, а проходя зазоры между корневыми концами волокон и затвердевая, прочно схватывается с кистевым пучком.
Ручка кисти также прочно охватывается затвердевшим расплавом.
После затвердевания расплава давление уменьшается и плита с пресс-формой опускается. Пресс-форму, снятую с пресса, разби рают, кисть вынимают из нее и передают на отделку.
Режим формования обоймы |
|
Температура расплава, ° С ............................................... |
220—240 |
Давление в пресс-форме, кгс/см2 .................................. |
150 |
Продолжительность цикла отливки, сек............................ |
25—33 |
Количество циклов в одну с м е н у .................................. |
700—900 |
Применение микролитников при формовании обойм исключает последующую механическую обработку обойм.
Пятым этапом изготовления кистей КР являются отделочные операции. Для того чтобы все волокна пучка были хорошо закреп лены в обойме, необходимо корневые части волокон расположить в одной плоскости. Иначе при формовании обоймы расплав не проникает в промежутки между волокон и не скрепляет их в обойме. При использовании кисти слабо закрепленные волокна бу дут выпадать из пучка и прилипать к окрашиваемой поверхности, 10 .
что ухудшает качество окраски. Поэтому плохо закрепленные волокна надо заблаговременно удалить из кистевого пучка.
Операцию удаления незакрепленных волокон осуществляют билами, выбивающими волокно из кистей. Однако при действии бил одновременно ломаются и вырываются из обоймы волокна, закрепленные достаточно прочно.
Для удаления незакрепленного волокна был сконструирован и испытан полуавтомат ПОК-627.
Рабочим механизмом полуавтомата является комплект из ше сти головок, установленных на периферии круглого, горизонтально вращающегося от привода стола. Каждая головка состоит из цан гового патрона, закрепленного на вертикальном валике, который установлен в подшипниках. Валик выполнен полым, что позво ляет при установке кисти в патрон (головкой вверх) разместить ручку кисти в полости вала.
Валик с цанговым патроном через ременную передачу связан с фланцевым электродвигателем и может вращаться со скоростью 3500—4000 об/мин. Стол с установленными на нем головками закрыт общим кожухом, имеющим окно, через которое кисть мож но установить в цанговый патрон, а также вынуть ее из патрона. Стол полуавтомата делает один оборот за 50 сек.; следовательно через каждые 9 сек. очередная/головка подходит к окну.
Полуавтомат имеет специальные устройства, которые автома тически выключают электродвигатель, вводят в действие тормоз, в результате чего вращение цангового патрона с кистью прекра щается; разживают цанговый патрон, что позволяет вынуть во время медленного движения стола кисть из патрона и вставить в
него новую кисть. |
передвижении |
|
|
При дальнейшем |
|
||
стола цанговый патрон автомати |
|
||
чески зажимает кисть, а электро-1 |
|
||
двигатель |
включается и начинает |
|
|
вращать цанговый патрон с кистью. |
|
||
Вращение |
кисти продолжается до |
|
|
тех пор, |
пока стол |
полуавтомата |
|
не сделает полный оборот, после |
|
||
чего кисть вынимается, в патрон |
|
||
вставляется новая кисть. Цикл |
|
||
повторяется. |
|
|
|
При вращении кисти с большой |
Рис 7 |
||
окружной |
скоростью |
под действием |
|
центробежных сил волокна кистево го пучка вытягиваются, образуя венчик (рис. 7). Незакрепленное
или плохо закрепленное волокно под действием центробежных сил выбрасывается из венчика. Увеличение зазоров между волок нами, образующимися при раскрытии кистевого пучка, способст вует удалению незакрепленного волокна.
11
При необходимости на полуавтомате можно осуществить до полнительное механическое воздействие на вращающийся раскры тый пучок. Для этого на неподвижной стойке, рядом с вращаю щимся столом, устанавливают державку, в которую закрепляют специальный инструмент для выбивания волокна из быстро вра щающейся кисти. Постепенно передвигаясь вместе со столом, кистевой пучок соприкасается с этим инструментом, в результате чего механическое воздействие усиливает действие центробежных сил. Степень механического воздействия можно регулировать.
Аналогичное приспособление имеется в полуавтомате для за чистки пластмассовой обоймы от облоя и наплывов.
Удаляют волокно'из кистей пневматическим устройством, ко торое состоит из регулируемого сопла, через которое под кожух полуавтомата с большой скоростью вдувается воздух, нагнетаемый вентилятором. Струя воздуха из сопла сдувает волокно с перифе рийной части стола в его центральную часть. При вращении стола вся его поверхность постепенно попадает под действие струи воз духа. В центральной части стола имеется углубление, образующее небольшую емкость для сбора волокна, сдуваемого выходящим из сопла воздухом.
К донной части емкости присоединен воздуховод, через который производится отсос воздуха.
Волокно, накапливающееся в емкости, вместе с воздухом тран спортируется по воздуховоду в сборник волокна (фильтр). Воздух, очищенный от волокна, поступает в за'борный патрубок вентиля тора и вновь направляется в сопло. Для предупреждения выброса пыльного воздуха через отверстие в кожухе небольшая часть воздуха выбрасывается в атмосферу через трубу, присоединенную к напорному воздуховоду. Под кожухом полуавтомата создается вакуум, предотвращающий выбрасывание воздуха через отверстие в кожухе.
Унификация основных размеров кистей позволила использовать полуавтомат ПОК-'627 для удаления незакрепленного волокна из кистей КР всех размеров без переналадки полуавтомата.
Техническая характеристика полуавтомата ПОК-'&27
Производительность автомата, кистей/час |
430 |
Продолжительность обработки одной кисти, сек. |
50 |
Количество шпинделей для установки кистей, шт. |
6 |
Скорость вращения шпинделя, об/мин. |
3500—4000 |
Установленная мощность электродвигателя (без |
|
пневматики), к В т ................................................. |
2,8 |
Габаритные размеры, м м ........................................ |
1080X1080 X I070 |
Полуавтомат обслуживает один рабочий.
Кроме операции удаления незакрепленного волоса, когда в процессе сборки головок кистей некоторые волокна выступают из пучка, осуществляют выборочную подстрижку кистевых пучков.
12
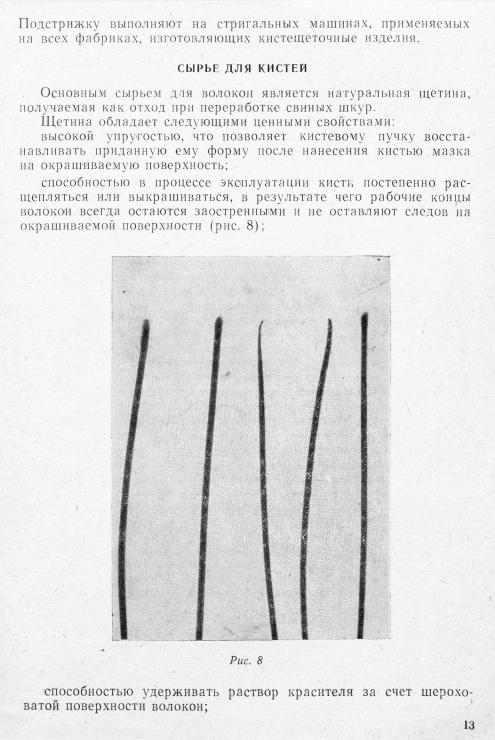
термической и химической стойкостью, т. е. стойкостью к дей ствию горячей воды и различных растворителей, применяемых при изготовлении красок и промывке кистей.
Все известные в настоящее время заменители щетины уступа ют по своим эксплуатационным свойствам натуральной щетине. Наиболее близко по своим свойствам к натуральной щетине спе циальное синтетическое волокно. Однако синтетическое волокно пригодно для изготовления различных щеточных изделий, но не может быть использовано для производства кистей, так как не обладает необходимой термической и химической стойкостью и не способно расщепляться.
Вцелях организации производства синтетического волокна, которое можно использовать для изготовления кистей, ЦПКТБ Мннлетпрома РСФСР и ВНИИСВ провели работы по созданию соответствующего материала для этих волокон.
Врезультате проведенных экспериментальных работ было получено волокно на базе поликаиролактама с добавлением поли этилена (20%) высокого давления. Это волокно обладает пеобходимы.ми для изготовления кистей свойствами: расщепляемостью, упругостью, химической и термической стойкостью. Добавление к основному полимеру —поликапролактаму «несовместимой» присад ки (полиэтилена высокого давления) способствует образованию
слоистой структуры волокна, что и придает ему способность рас щепляться под механическим воздействием (при эксплуатации кисти).
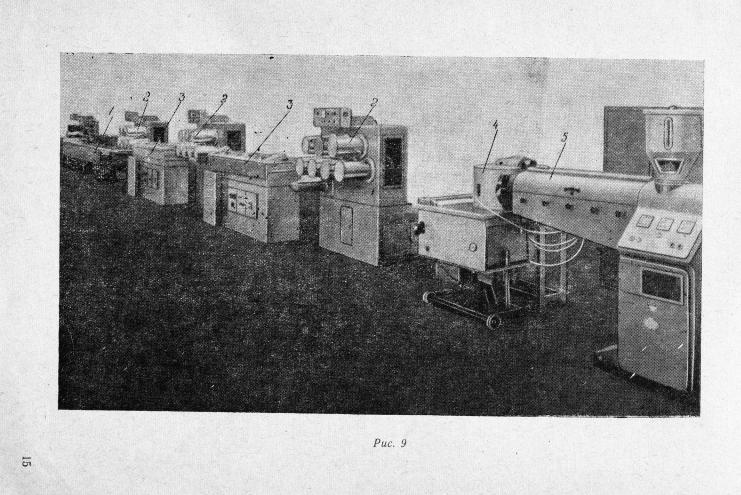
На Ростовском-на-Дону объединении по производству пласт массовых и щетинно-щеточных изделий организуется изготовление этого синтетического волокна (моноволокна) на автоматической линии (фирма Райфенхойзер, ФРГ). Общий вид линии представ лен на рис. 9'.
Линия состоит из экструдера 5, предназначенного для расплав ления гранул (капролакта’ма и полиэтилена), перемешивания рас плава и подачи его под давлением в фильерную головку 4, из которой расплав, охлаждаясь, выходит в виде пучка параллельных тонких нитей; затем пучок нитей проходит через систему вытяж ных механизмов 2 и нагревательных каналов 3, в результате чего нити, вытягиваясь, доводятся до заданного поперечного сечения и приобретают необходимую упругость.
После вытяжки нити проходят через установку 1 для термо фиксации охлаждаются холодной водой и сматываются на мото вила. На этом цикл изготовления моноволокна заканчивается.
После повторной термической обработки волокно разрезается на отрезки определенной длины, и нарезанные волокна проходят операцию предварительного расщепления или заточки рабочих концов волокон. В зависимости от того, для изготовления каких изделий предназначается волокно, выполняют серию операций по подготовке и непосредственной упаковке волокна в пачки или пе-
14
ред упаковочными операциями производят смешивание волокна разной длины.
Организация производства расщепляемого синтетического во локна не только решает вопрос обеспечения предприятий, изготов ляющих кисти, основным сырьем, но и значительно повышает эко номический эффект изготовления кистей. Так, средняя оптовая цена 1 кг натуральной щетины (но данным Велико-Устюгской щетинно-щеточной фабрики) составляет 5 руб. 82 коп., в то время как ориентировочная оптовая цена 1 кг синтетического волокна составит не более 4,0 руб. Если учесть, что в затратах на изготов
ление кистей затраты на натуральную |
щетину |
составляют 90%. |
то, следовательно, при использовании |
синтетического волокна |
|
затраты на изготовление кистей снизятся на 27—28%. |
||
Организация производства расщепляемого |
синтетического во |
|
локна и полная механизация изготовления кистей КР позволяет увеличить выпуск кистей при значительном снижении их себесто имости.
Внедрение новой технологии производства кистей ручников КР позволяет получить значительный экономический эффект за счет сокращения затрат труда на изготовление этих кистей по сравне нию с затратами труда на изготовление кистей старых образцов, а также за счет уменьшения расхода на сырье и материалы.
Затраты труда сокращаются почти в 3 раза в результате тех нологичности конструкции кистей, механизации операций и рацио нального разделения труда рабочих.
Расходы сырья и материалов уменьшаются за счет сокращения затрат на щетину и древесину.
Новый способ крепления пучков в обойме позволяет значитель но уменьшить длину пучка, закладываемого в обойму (кольцо).
Это дает возможность применить щетину на— дюйма короче, чем
4
для кистей старого образца. Вес щетины уменьшается на 10—15%. Расход древесины для изготовления ручек в связи с рацио
нальностью ее формы также сокращается.
В целом, по данным Московской фабрики щетинно-щеточных изделий, в первый год выпуска кистей новой конструкции было достигнуто существенное снижение себестоимости кистей (на 26— 27%).
Экономический эффект при изготовлении 2 млн. кистей КР со ставляет 100 тыс. руб.
СОДЕРЖАНИЕ
|
|
|
|
|
Стр. |
Унификация |
кистей |
р у ч н и к о в .................................................................. |
|
|
2 |
Усовершенствование |
конструкции кистей |
ручников....................................... |
|
3 |
|
Освоение новой технологии изготовления |
кистей ручников |
. . . |
4 |
||
Сырье для |
к и с т е й .......................................... |
|
|
13 |
|
Ст. научи, сотрудник И. Г. Козакова |
Редактор Е. А. Тимофеева. |
||
Техн, редактор Н. Г. Павлова |
Корректор И. В. Ерохова |
||
Л 107548 Подписано к печати 25/Х-74 г. Заказ |
1/49 Тираж 7о9 Над. № 1694 |
||
Формат 60X90'/ie |
п. л. физич. Ц0 |
уч.-изд: 1,0 |
Цена 10 коп. |
Опытно-полиграфическое предприятие ЦНИМТЭИлогирома. Москит. \л. Ванилоил, д. G9