

Инженерная графика / Сварка 3102
.pdf1.4. Условное обозначение швов сварных соединений
Структура условного обозначения стандартного шва или одиночной сварной точки приведена на рис. 8.
Рис. 8. Структура условного обозначения стандартного сварного шва
Цифрами обозначены:
1.Обозначение стандарта на типы и конструктивные элементы швов сварных соединений. Например: ГОСТ 14771-76.
2.Буквенно–цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений.
Например: Т3 (прил. 3 и 4).
3.Условное обозначение способа сварки по стандарту. Например: ПИП.
4.Знак катета шва и размер катета в миллиметрах. Например:  5.
5.
5.Характеристика шва по протяженности:
для прерывистого шва – размер длины проваренного участка, знак «/» или «Z» и размер шага. Например: 20/40 или 20Z60;
для одиночной сварной точки – размер расчетного диаметра точки;
для шва контактной точечной сварки или электрозаклепочного – размер расчетного диаметра точки или электрозаклепки; знак «/» или «Z» и размер шага;
для шва контактной шовной сварки – размер расчетной ширины шва;
для прерывистого шва контактной шовной сварки – размер расчетной ширины шва, знак умножения «х», размер длины провариваемого участка, знак «/» и размер шага.
6.Вспомогательные знаки характеристики сварных швов.
Вспомогательные знаки, приведенные в табл. 1, при простановке, выполняют сплошными тонкими линиями. Высота их должна равняться высоте цифр, входящих в обозначение шва.
7. Количество одинаковых швов и их номер
11

Таблица 1
Вспомогательные знаки обозначения сварных швов
Вспомогательный |
Значение |
Расположение |
вспомогательного знака |
|
знак |
вспомогательного знака |
относительно полки линии-выноски, |
||
|
|
проведенной от изображения шва |
||
|
|
с лицевой |
|
с оборотной |
|
|
стороны |
|
стороны |
1 |
2 |
3 |
|
4 |
|
Усиление шва снять |
|
|
|
Наплывы и неровности шва обработать с плавным переходом к основному металлу
Катет шва
Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения
Шов прерывистый или точечный с цепным расположением.
Угол наклона линии –
60˚
Шов прерывистый или точечный с шахматным расположением
Шов по замкнутой линии. Диаметр знака –
3…5 мм
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа
12
1.5.Нанесение условного обозначения швов сварных соединений
Условное обозначение сварного шва наносят, используя изображение
шва:
на виде с лицевой его стороны (т.е. со стороны проварки). Такой сварной шов называют видимым (см. рис. 7, а);
на виде с оборотной стороны шва. Такой сварной шов называют невидимым (см. рис. 7, б);
на профильном изображении свариваемых деталей (см. рис.7, в);
на изображении разреза (сечения) свариваемых деталей (см. рис. 7, г). Если односторонняя стрелка указывает на лицевую сторону шва, то вся запись условного обозначения шва располагается над полкой-выноской (рис. 7, а). Если стрелка указывает на оборотную сторону шва – запись условного обозначения располагается под полкой-выноской (рис. 7, б).
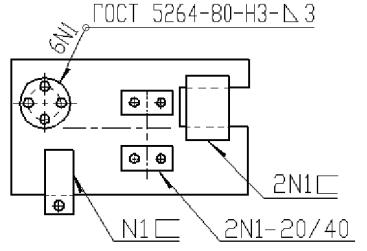
При наличии одинаковых швов полным условным обозначением указывают только один из них и над линией–выноской этого шва проставляют количество и порядковый номер этой группы одинаковых швов (6N1). Для всех остальных швов этой группы обозначение упрощается до указания только порядкового номера над полкой (рис. 9). На одном чертеже может быть несколько групп одинаковых швов. Каждой группе присваивается свой порядковый номер, начиная с «1».
Сварные швы считаются одинаковыми:
если одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
к ним предъявляются одни и те же технические требования.
Рис. 9. Упрощенное обозначение сварных швов
1.6. Упрощения обозначений швов сварных соединений
Если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или оборотной), то их отмечают только линиями-выносками без полок, кроме одного шва, который имеет полное условное обозначение.
13

Если изделие (часть изделия) имеет симметричную форму и на чертеже нанесена ось симметрии, допускается обозначать швы только на одной из симметричных половин изделия (рис. 9).
Если свариваемое изделие имеет одинаковые составные части, обозначают сварной шов только на одной из одинаковых изображенных частей изделия.
Если все швы на данном чертеже выполнены по одному и тому же стандарту, обозначение шва указывают в технических требованиях чертежа. В сложных чертежах с большим числом швов разных типов, выполненных по различным стандартам (в том числе и нестандартные), рационально все швы свести в единую таблицу (размеры граф таблицы стандарт не оговаривает). Каждой группе одинаковых швов присваивается свой порядковый номер, которым и обозначаются швы этой группы на чертеже. Таблицу размещают на свободном поле чертежа и над ней располагают заголовок: Таблица сварных швов. Например:
Таблица сварных швов
Номер |
Обозначение |
Тип |
Способ |
Размер |
Примечание |
шва |
ГОСТ |
шва |
сварки |
шва |
|
1 |
ГОСТ 5264-80 |
У4 |
|
5 |
20/40 |
|
|
|
|
|
|
2 |
ГОСТ 14771-76 |
Т6 |
УП |
- |
- |
3 |
Не станд. |
- |
УП |
- |
см. Б-Б |
1.7. Особенности сборочных чертежей сварных изделий
Сборочный чертеж сварного изделия имеет элементы общности как с обычными сборочными чертежами, так и с чертежами деталей.
Элементы общности с обычным сборочным чертежом:
сборка состоит из нескольких деталей, каждая из которых выполнена по своему рабочему чертежу;
каждая деталь пронумерована (имеет проставленные на чертеже позиции) в соответствии с прилагаемым к чертежу перечнем (спецификация);
на чертеже указано взаимное расположение деталей и способ их соединения.
Общность чертежа сварной конструкции с чертежом детали объясняется тем, что сварная конструкция чаще всего является заготовкой под дальнейшую механическую обработку. Точность, достигаемая при сварке (с учетом неизбежных последующих термических деформаций), недостаточна для машиностроения, поэтому часть поверхностей подвергается последующей механической обработке, которая выполняется по сборочному чертежу сварного изделия. По этой причине на сборочном чертеже сварной конструкции даются указания по точности и шероховатости обрабатываемых после сварки поверхностей, а в правом верхнем углу чертежа указывается шероховатость поверхностей, остающихся в состоянии поставки на сборку.
14
В технических требованиях чертежа обязательно указывается сварочный материал (выбор сварочного материала – прерогатива конструктора). Например, для шва, выполненного по ГОСТ 5264-80:
«Электроды Э42 ГОСТ 9467-75» или для шва по ГОСТ 14771-76:
«Сварочная проволока Св-08Г2С ГОСТ 2246-70».
1.8.Особенности нанесения размеров на сборочных чертежах сварных изделий
Все размеры, имеющиеся на сборочных чертежах (габаритные, присоединительные, посадочные и пр.), подразделяются на две группы: исполнительные и справочные.
Исполнительные – это размеры, по которым будет изготавливаться изделие в соответствии с данным чертежом. После изготовления изделия все исполнительные размеры будут проконтролированы службой технического контроля предприятия.
Справочные размеры выполняют вспомогательную информационную функцию и последующему контролю не подлежат. Для пояснения рассмотрим пример выполнения задания (прил. 2).
Входящие в сборочную единицу “Стойка” детали 1 (ребро), 2 (лист) и 3 (втулка) будут изготовлены каждая по своему чертежу и на сборку поступают проверенными. После сварки размеры перечисленных деталей (например: толщина, ширина, длина и размеры вырубленных углов детали 1) не проверяются. После сварки по сборочному чертежу будет профрезерована подошва детали 2 до толщины 10 мм, расточено отверстие диаметром 16 мм в детали 3 и просверлены отверстия диаметром 15 мм в детали 2. Поэтому размеры указанных отверстий, как и размеры, определяющие их положение,
– исполнительные и обязательно будут проверены по данному чертежу, после выполнения сварки. Будет проверен и исполнительный размер 7 мм, определяющий расположение втулки в ребре (обратите внимание – втулка расположена в ребре несимметрично). Таким образом, исполнительными размерами на сборочном чертеже сварной конструкции являются:
размеры обработанных поверхностей;
размеры расположения обработанных поверхностей;
размеры взаимного расположения привариваемых деталей.
1.9.Обозначение шероховатости поверхности
Под шероховатостью поверхности подразумевают совокупность неровностей, образующих рельеф поверхности детали, независимо от способа обработки.
Детали могут иметь различную шероховатость поверхностей, зависящую от материала, способа и технологии изготовления деталей. Параметры и характеристики шероховатости поверхности определяет ГОСТ 2789-73. Классификация шероховатости поверхности по параметрам Ra и Rz:
Ra – среднее арифметическое отклонение профиля; Rz – высота неровностей профиля по десяти точкам. Параметр Ra является предпочтительным.
15
Обозначения шероховатости и правила их нанесения на чертежах устанавливает ГОСТ 2.309-73 (Изм. от 28.05.2002).
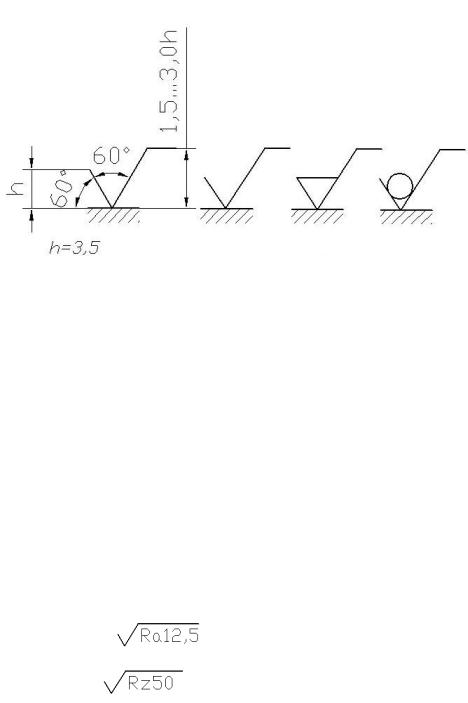
Для обозначения шероховатости поверхности применяют знаки, приведенные на рис. 10.
а |
б |
в |
г |
Рис. 10. Обозначение шероховатости поверхности
а – размеры знака; высота h должна быть приблизительно равна высоте цифр размерных чисел на данном чертеже: H = (1,5…3)h;
б - обозначение шероховатости поверхности, вид обработки которой конструктором не задается; в - обозначение шероховатости поверхности, образуемой удалением слоя материала;
г - обозначение шероховатости поверхности, образуемой без удаления слоя материала (литьем, ковкой, штамповкой, прокатом), а также не обрабатываемой по данному чертежу.
Пример постановки знака на детали, заготовкой которой служит прокат круглого профиля, дан на рис. 11.
Значение параметра шероховатости указывают в обозначении шероховатости:
для параметра Ra -
для параметра Rz –
Обозначения шероховатости поверхности располагают на линиях видимого контура изображения, а также на вспомогательных линиях типа выносных, как правило, вблизи от размера или на полках линий выносок
(рис.11).
При чтении чертежа важно знать два основных случая.
16
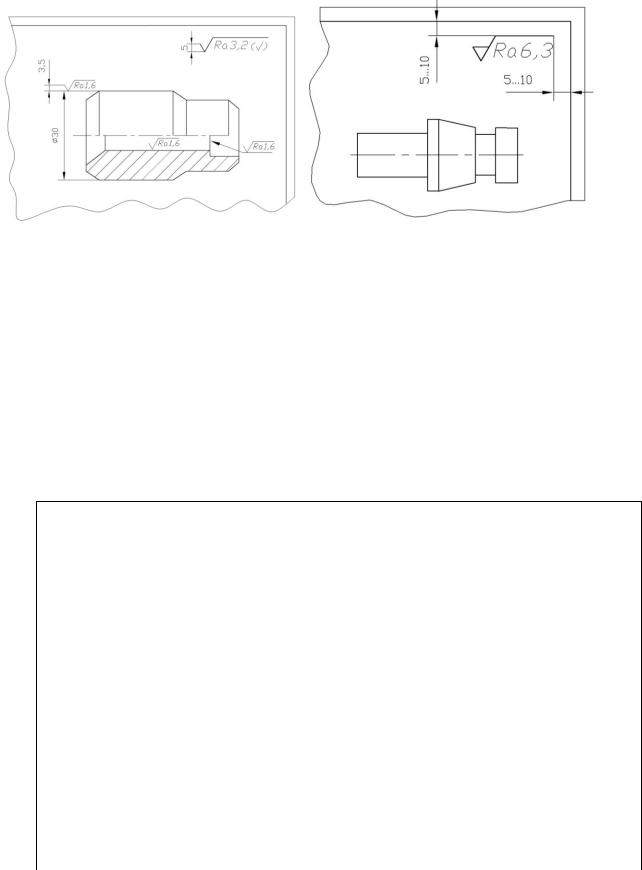
Первый случай. Знак шероховатости поверхности с указанием параметра поставлен в правом верхнем углу чертежа (рис. 11, а). Это значит, что все поверхности детали должны быть одной и той же указанной шероховатости.
а |
б |
Рис.11. Варианты простановки шероховатости поверхности
Второй случай. Знаки шероховатости поверхности с указанием параметра поставлены для отдельных элементов детали на изображениях, и, кроме того, в правом углу чертежа дано обозначение (рис. 11, б). Это значит, что поверхности детали, кроме особо отмеченных на изображениях, должны быть той шероховатости, которая указана на поле чертежа. Рекомендации для выбора значения шероховатости, в зависимости от технологии изготовления и назначения поверхности, приведены в табл. 2.
Таблица 2
Параметры шероховатости поверхностей
Шероховатость поверхности по Ra
Ra - cреднее |
|
|
|
|
|
|
|
арифметическое |
50 |
25 |
12.5 |
6.3 |
3.2 |
1.6 |
0.8 |
отклонение профиля в |
|
|
|
|
|
|
|
микрометрах |
|
|
|
|
|
|
|
Шероховатость поверхности в зависимости от ее назначения |
|
||||||
Свободные |
Ra50 |
Ra25 |
Ra12,5 |
|
|
|
|
поверхности |
|
|
|
|
|||
|
|
|
|
|
|
|
|
Соприкасающиеся |
|
|
|
|
|
|
|
поверхности: |
|
|
|
|
|
|
|
1) неподвижные |
|
|
Ra12,5 |
Ra6,3 |
|
|
|
(привалочные) |
|
|
|
|
|
|
|
2) подвижные |
|
|
|
Ra6,3 |
Ra3,2 |
Ra1,6 |
Ra0,8 |
(рабочие) |
|
|
|
|
|
|
|
3) резьбовые |
|
|
|
Ra6,3 |
Ra3,2 |
|
|
|
|
17 |
|
|
|
|
|
2. СОЕДИНЕНИЯ КЛЕПАНЫЕ
Область применения заклепочных соединений ограничивается конструкциями, воспринимающими особо интенсивные вибрационные и ударные нагрузки или изготовленными из несвариваемых (не допускающих нагрева при сварке) материалов (например, железнодорожные мосты)
(см. табл. 3).
Если предмет, изображенный на сборочном чертеже, имеет ряд однотипных соединений с заклепками одного типа и с одинаковыми размерами, то заклепки, входящие в соединение, следует показать условно в одном – двух местах каждого соединения, а в остальных – центровыми или осевыми линиями (рис. 12)
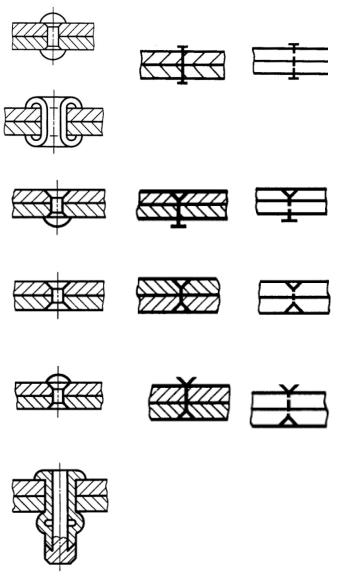
Таблица 3 Примеры условного изображения соединений, получаемых клепкой
|
|
Условное обозначение |
|
Вид соединения |
Изображение |
в сечении |
на виде |
|
|
|
|
1 |
2 |
3 |
4 |
1. Заклепкой с |
|
|
|
полукруглой, плоской, |
|
|
|
скругленной головкой и с |
|
|
|
полукруглой, плоской, |
|
|
|
скругленной замыкающей |
|
|
|
головкой |
|
|
|
|
|
|
|
2. Заклепкой с потайной |
|
|
|
головкой и с полукруглой, |
|
|
|
плоской, скругленной |
|
|
|
замыкающей головкой |
|
|
|
|
|
|
|
3. Заклепкой с потайной |
|
|
|
головкой и с потайной |
|
|
|
замыкающей головкой |
|
|
|
|
|
|
|
4. Заклепкой с |
|
|
|
полупотайной головкой и с |
|
|
|
потайной замыкающей |
|
|
|
головкой |
|
|
|
|
|
|
|
5. Заклепками |
|
|
|
специальными |
|
|
|
|
|
|
|
|
18 |
|
|
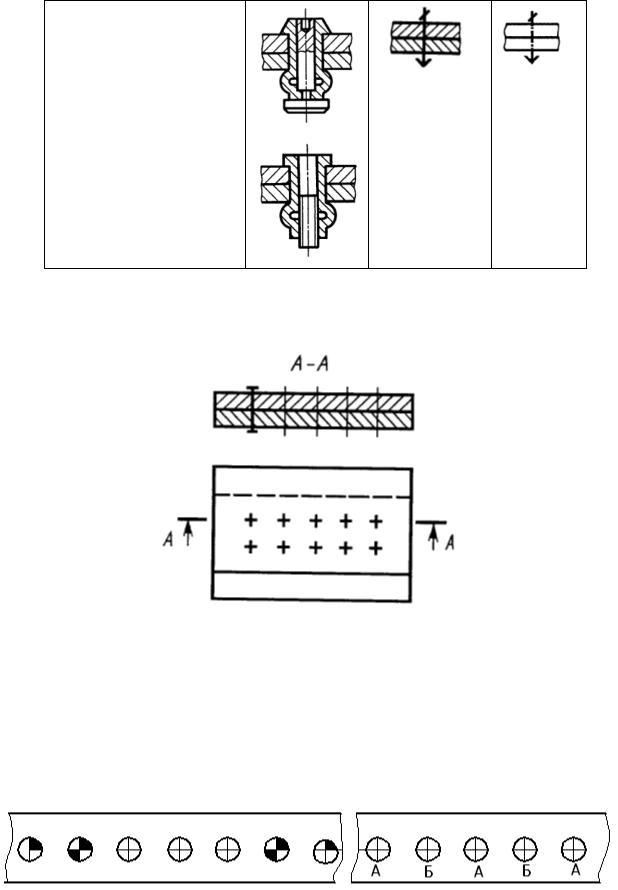
Рис. 12. Изображение однотипных соединений заклепками одного типа одинакового размера
Если на чертеже необходимо показать несколько групп заклепок различных типов и размеров, то рекомендуется отмечать одинаковые заклепки одним и тем же условным знаком (рис. 13, а) или одинаковыми буквами (рис. 13, б).
a |
б |
Рис. 13. Изображение нескольких групп заклепок одинакового типа и размера
19
СОЕДИНЕНИЯ ПАЯНЫЕ И КЛЕЕНЫЕ
3.1. Соединения паяные
Паяние – процесс соединения металлических деталей (а также стекол, керамики, металла со стеклом и пр.) сравнительно легкоплавким материалом
–припоем. Пайка, в отличие от сварки плавлением, осуществляется при температурах, лежащих ниже температуры плавления паяемого металла, и может происходить в широком интервале температур. Преимущество пайки
–возможность соединения за один прием в единое целое множества элементов, составляющих изделие. При пайке не происходит расплавления кромок паяемых деталей, поэтому проще сохранить в процессе нагрева требуемые форму и размеры изделия.
3.2. Соединения клееные
Склеивание – способ получения неразъемного соединения элементов конструкции с помощью клея. Процесс склеивания основывается на явлении адгезии – сцепления в результате физических и химических сил взаимодействия клея с различными материалами при определенных условиях.
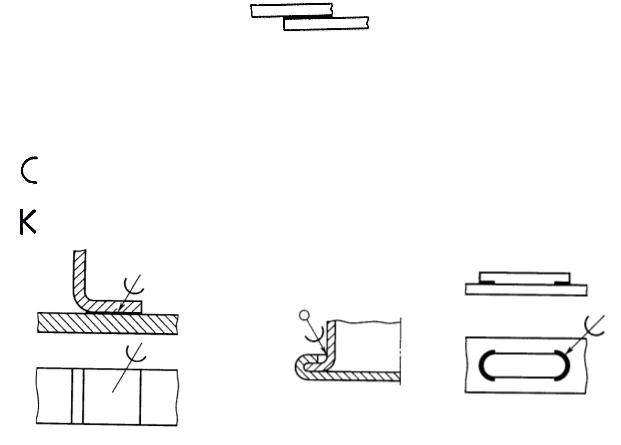
3.3. Изображение соединений паяных и клееных
Швы неразъемных соединений, получаемых пайкой и склеиванием, изображают утолщенной сплошной основной линией толщиной 2S (рис. 14).
Рис.14. Соединения паяные и клееные
Для обозначения паяного и клееного соединения следует применять условный знак, который наносят на линии-выноске сплошной основной линией:
– для пайки (рис. 15, а, б, в);
– для склеивания (рис. 15, г, д, е).
а |
б |
В |
|
20 |
|