

1.Виды и задачи автоматизации
Автоматизация– это процесс, при котором функции управления и контроля осуществляются методами и средствами автоматики. В применении к любому производству автоматизация характеризуется освобождением человека от непосредственного выполнения функций управления производственными процессами и передачей этих функций автоматическим устройствам. Автоматизация позволяет решить ряд вопросов технического, экономического и социального характера.Техническая направленность автоматизации позволяет организовать технологические процессы с такой скоростью, точностью, надежностью и экономичностью, которые человек обеспечить не может.Экономическая направленность позволяет получить сравнительно быструю окупаемость первоначальных затрат за счет снижения эксплуатационных расходов и повышения объема и качества выпускаемой продукции, асоциальная направленность позволяет изменить характер и улучшить условия труда человека.
По степени автоматизации производства различают частичную, комплексную и полную автоматизацию.
Частичная автоматизация- это автоматическое выполнение отдельных производственных операций. Остальные технологические процессы осуществляются с непосредственным участием человека – оператора.Комплексная автоматизация- автоматическое выполнение основных производственных операций участка, цеха, фермы и т.д. как единого взаимосвязанного комплекса. Функции человека при комплексной автоматизации ограничиваются контролем и общим управлением.Полная автоматизация– высшая ступень, при которой автоматизируются все основные и вспомогательные участки производства, включая систему управления и контроля. Управление и контроль автоматизируются с помощью компьютеров или специализированных автоматических устройств. Функции человека при полной автоматизации сводятся к наблюдению за работой оборудования и устранению возникающих неисправностей.
Степень автоматизацииопределяется, прежде всего, экономической эффективностью и технической целесообразностью в условиях конкретного производства.
С амой
простой формой управления является
ручное управление, описанное выше. Для
оценки значения управляемых параметров
человек - оператор пользуется своими
органами чувств. Выработка командной
информации и определение воздействия
на объект управления полностью
основываются на правильности восприятия,
интуиции и опыте оператора.
амой
простой формой управления является
ручное управление, описанное выше. Для
оценки значения управляемых параметров
человек - оператор пользуется своими
органами чувств. Выработка командной
информации и определение воздействия
на объект управления полностью
основываются на правильности восприятия,
интуиции и опыте оператора.
П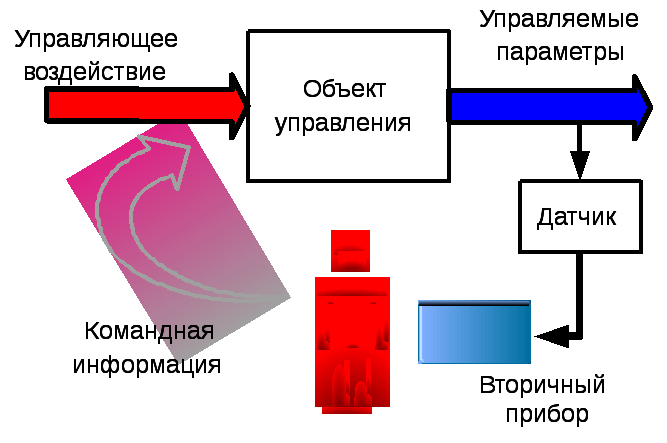 ервой
функцией управления, могущей быть
автоматизированной, является замена
субъективного восприятия человека -
оператора объективными показаниями
приборов, т.е. измерение физических
величин. Для этого на выходе объекта
управления (рисунок 1.5) устанавливается
датчик, который выполняет две функции:
измеряет некоторую физическую величинуyи преобразует её в
сигнал, удобный для дальнейшей передачи
и преобразования. Обычно это электрический
сигнал (ток или напряжение). Измеренное
значение управляемой величины передаётся
на вторичный прибор (ВП), который
осуществляет её индикацию оператору.
Датчик и вторичный прибор называютсистемой автоматической индикации.
Слово «система» в переводе с греческого
означает «целое, составленное из частей».
ервой
функцией управления, могущей быть
автоматизированной, является замена
субъективного восприятия человека -
оператора объективными показаниями
приборов, т.е. измерение физических
величин. Для этого на выходе объекта
управления (рисунок 1.5) устанавливается
датчик, который выполняет две функции:
измеряет некоторую физическую величинуyи преобразует её в
сигнал, удобный для дальнейшей передачи
и преобразования. Обычно это электрический
сигнал (ток или напряжение). Измеренное
значение управляемой величины передаётся
на вторичный прибор (ВП), который
осуществляет её индикацию оператору.
Датчик и вторичный прибор называютсистемой автоматической индикации.
Слово «система» в переводе с греческого
означает «целое, составленное из частей».
Система автоматической индикации заменяет органы чувств человека, обеспечивает быстрые, достаточно точные и объективные измерения. К вторичному прибору можно подключить регистрирующий прибор, записывающий динамику изменения технологических параметров. Эти данные могут использоваться для последующего анализа, а диаграмма, записанная регистратором, часто служит документом.
При использовании систем автоматической индикации функции оператора сводятся к определению отклонений параметров технологического процесса от допустимых, выработке величины воздействия на ОУ, и реализация этого воздействия.
Б олее
сложные функции выполняютсистемы
автоматического контроляпараметров
технологического процесса. В этом случае
оператор получает информацию только
об отклонениях технологических параметров
от заданных значений. Система
автоматического контроля, кроме датчика
и вторичного прибора, содержит ещё блок
сравнения и логики, который сравнивает
текущее значение технологического
параметра с заданными. Такие системы
получили самое большое распространение
в сельскохозяйственном производстве.
К ним относятся системы автоматического
контроля процесса высева на сеялках,
универсальные системы контроля
зерноуборочных и свеклоуборочных
комбайнов и т.д. По мере усложнения
технологических процессов, повышения
скорости их протекания, увеличения
числа контролируемых параметров,
появляется необходимость в замене
человека - оператора специальными
устройствами: автоматическим управляющим
устройством (АУУ) и исполнительным
механизмом (ИМ) АУУ выполняет функции
управления: преобразует информацию
состояния в командную информацию.
Исполнительный механизм (ИМ) преобразует
управляющий сигнал в управляющее
воздействие. Система управления, в
которой все операции над информацией
выполняются без участия человека,
называетсясистемой автоматического
управления (САУ). Если часть операций
выполняется человеком, то такая система
называетсяавтоматизированной
системой управления (АСУ). Роль
человека - оператора в системе управления
зависит от степени автоматизации
технологического процесса (частичная,
комплексная, полная). Наиболее простой
структурной формой систем управления
технологическими процессами являютсяодноуровневые децентрализованные
системыконтроля и управления.
олее
сложные функции выполняютсистемы
автоматического контроляпараметров
технологического процесса. В этом случае
оператор получает информацию только
об отклонениях технологических параметров
от заданных значений. Система
автоматического контроля, кроме датчика
и вторичного прибора, содержит ещё блок
сравнения и логики, который сравнивает
текущее значение технологического
параметра с заданными. Такие системы
получили самое большое распространение
в сельскохозяйственном производстве.
К ним относятся системы автоматического
контроля процесса высева на сеялках,
универсальные системы контроля
зерноуборочных и свеклоуборочных
комбайнов и т.д. По мере усложнения
технологических процессов, повышения
скорости их протекания, увеличения
числа контролируемых параметров,
появляется необходимость в замене
человека - оператора специальными
устройствами: автоматическим управляющим
устройством (АУУ) и исполнительным
механизмом (ИМ) АУУ выполняет функции
управления: преобразует информацию
состояния в командную информацию.
Исполнительный механизм (ИМ) преобразует
управляющий сигнал в управляющее
воздействие. Система управления, в
которой все операции над информацией
выполняются без участия человека,
называетсясистемой автоматического
управления (САУ). Если часть операций
выполняется человеком, то такая система
называетсяавтоматизированной
системой управления (АСУ). Роль
человека - оператора в системе управления
зависит от степени автоматизации
технологического процесса (частичная,
комплексная, полная). Наиболее простой
структурной формой систем управления
технологическими процессами являютсяодноуровневые децентрализованные
системыконтроля и управления.
В
 таких системах каждый технологический
агрегат снабжается индивидуальным
пунктом управления, оснащенным системами
автоматической индикации и контроля и
автоматическими регуляторами
технологических параметров, которые в
этом случае называютсялокальными
системами управления. На этих
пунктах управления также располагается
аппаратура включения и выключения
оборудования, аварийная защита и
устройства ручного управления. Такие
пункты управления размещаются обычно
в непосредственной близости от каждой
технологической установки, что позволяет
сократить длину линий связи. Характерной
особенностью локальных систем управления
является то, что они обслуживают только
одну, свою технологическую установку
и «не знают», что делается с соседними
установками. Поэтому функции оператора
здесь заключаются в непосредственном
контроле каждой технологической
установки и изменении параметров
локальных систем управления в зависимости
от изменения обстановки. Оператор
постоянно находится вблизи технологических
установок. Одноуровневые децентрализованные
системы контроля и управления
технологическими процессами являются
наиболее распространенными в
сельскохозяйственном производстве.
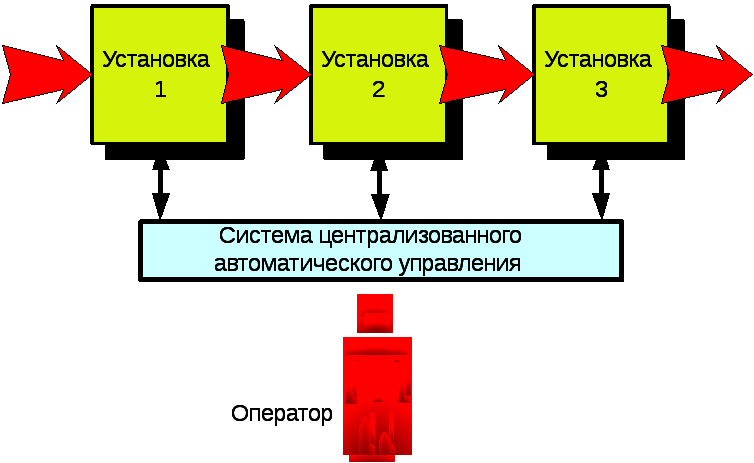
Более совершеннысистемы
централизованного контроля и управления. Эти системы позволяют контролировать
и управлять с одного пульта весь
технологический процесс. Замена в
централизованных системах контроля и
управления оператора на управляющий
компьютер позволяет получитьавтоматизированную систему управления
технологическим процессом (АСУ ТП).
таких системах каждый технологический
агрегат снабжается индивидуальным
пунктом управления, оснащенным системами
автоматической индикации и контроля и
автоматическими регуляторами
технологических параметров, которые в
этом случае называютсялокальными
системами управления. На этих
пунктах управления также располагается
аппаратура включения и выключения
оборудования, аварийная защита и
устройства ручного управления. Такие
пункты управления размещаются обычно
в непосредственной близости от каждой
технологической установки, что позволяет
сократить длину линий связи. Характерной
особенностью локальных систем управления
является то, что они обслуживают только
одну, свою технологическую установку
и «не знают», что делается с соседними
установками. Поэтому функции оператора
здесь заключаются в непосредственном
контроле каждой технологической
установки и изменении параметров
локальных систем управления в зависимости
от изменения обстановки. Оператор
постоянно находится вблизи технологических
установок. Одноуровневые децентрализованные
системы контроля и управления
технологическими процессами являются
наиболее распространенными в
сельскохозяйственном производстве.
Более совершеннысистемы
централизованного контроля и управления. Эти системы позволяют контролировать
и управлять с одного пульта весь
технологический процесс. Замена в
централизованных системах контроля и
управления оператора на управляющий
компьютер позволяет получитьавтоматизированную систему управления
технологическим процессом (АСУ ТП).