

7 Расчет норм штучного и штучно-калькуляционного времени
Технически обоснованная норма времени – это время, необходимое для выполнения работы требуемого качества при определенных организационно-технических условиях и наиболее эффективном использовании оборудования с учетом передового производственного опыта.
В результате технического нормирования технологического процесса ремонта заданной детали сваркой или наплавкой определяется норма штучного времени и норма подготовительно-заключительного (штучно-калькуляционного) времени.
Норма штучного времени ТШТ, мин:
ТШТ = ТО + ТВ + ТДОП , (2)
где ТО – основное технологическое время (время горения дуги), мин;
ТВ – вспомогательное время (время на установку и снятие детали зачистки
кромок и шва и другие вспомогательные операции);
ТДОП – дополнительное время (время на обслуживание рабочего места, на
личные потребности, на отдых при тяжелой работе).
Основное время, мин:
TO = GH/(αH×IСВ)×60, (3)
где GН – масса наплавленного металла.
ТО = 351/(15×370)×60=3.8 мин.
Дополнительное время ТДОП определяется по справочным материалам.
 ТДОП
= (0.3-0.4)×ТОП, (4)
ТДОП
= (0.3-0.4)×ТОП, (4)
где ТОП – оперативное время, представляющее сумму основного и
вспомогательного времени.
ТОП = ТО + ТВ, (5)
ТОП = 3.8 + 10 = 13.8 мин,
ТДОП = 5.52 мин.
В итоге:
ТШТ = ТОП + ТДОП, (6)
ТШТ = 13.8 + 5.52 = 19.32 мин.
Норма штучно-калькуляционного времени ТШТ состоит из штучного и подготовительно-заключительного времени ТПЗ, приходящегося на одну ремонтируемую деталь, т.е.:
ТШК = ТШТ + ТПЗ/n, (7)
ТПЗ = 0.035×ТОП, (8)
ТПЗ = 0.035×13.8=0.483 мин,
ТШК =19.32 + 0.483/8=19.38 мин.
где n – количество деталей в партии, одновременно пускаемой в
производство.
 Нормы
расхода порошковой проволоки сплошного
сечения при механизированной сварке в
углекислом газе:
Нормы
расхода порошковой проволоки сплошного
сечения при механизированной сварке в
углекислом газе:
GПР = kP×GH, (9)
где GH – масса наплавленного металла, кг;
kP = 1.3 – коэффициент расхода.
GПР = 1.3×0.351=0.4563 кг.
Норма расхода защитного газа Gзг (л/деталь):
GЗГ = gЗГ×ТО, (10)
где gЗГ – расход защитного газа, л/мин;
ТО – основное время сварки (наплавки), мин.
GЗГ = 17×3.8= 64.6 л/деталь.
Норма расхода электроэнергии Gээ, кВтч/деталь, на сварку заданной детали можно найти, установив по справочным материалам расход электроэнергии на 1кг наплавленного металла.
А = UД×IСВ×ТО/η×1000 + ω0×(ТШТ – ТО), (11)
где UД – напряжение дуги, В;
IСВ– сварочный ток, А;
η – КПД источника тока;
ωо – мощность, расходуемая источником тока при работе на холостом
ходу, кВт;
 ТО
и ТШТ
– соответственно основное время (время
горения дуги) и
ТО
и ТШТ
– соответственно основное время (время
горения дуги) и
штучное время сварки, ч.
Тогда:
А = 26×370×0.063/0.6×1000 + 2×103(0.032 – 0.063)=1.528 кВт×ч/деталь.
Таблица 6 - Данные для определения значений η и ωо помещены в таблице:
|
Род тока |
η |
ωо, кВт |
|
Переменный |
0,8-0,9 |
0,2-0,4 |
|
Постоянный |
0,6-0,7 |
2-3 |
8 Методы контроля сварных соединений
Контроль качества сварных соединений и конструкций должен осуществляться систематически в течение всего производственного цикла, на всех этапах ремонта и изготовления. Порядок, способы контроля и средства измерения указываются в карте технологического процесса. Предъявляемые к контролю после ремонта сварные соединения и конструкции не должны быть окрашены.
Контролю в технологическом процессе сварочного производства должны подвергаться основной металл и сварочные материалы, качество сборки и подготовки кромок.
Основной металл, присадочный материал и заготовки должны проверяться на соответствие стандартам на эти материалы. Также должно контролироваться состояние подлежащих сварке и наплавке поверхностей (отсутствие на них продуктов коррозии, грязи, масла, краски и т. д.).
Контролю подлежат наличие сертификатов на сварочные материалы и соответствие качества материалов требованиям этих сертификатов.
 При
контроле качества подготовки к сборке
и сварке должны проверяться соединяемые
конструктивные элементы и состояние
подготовленных кромок, а также точность
расположения свариваемых элементов.
При
контроле качества подготовки к сборке
и сварке должны проверяться соединяемые
конструктивные элементы и состояние
подготовленных кромок, а также точность
расположения свариваемых элементов.
Средства технологического оснащения (приспособления, шаблоны, мерительный инструмент и др.) периодически должны подвергаться метрологическому контролю и калибровке. Оборудование, приспособления и инструмент должны проверяться на технологическую точность и соответствие паспортным данным.
Контрольно-измерительные приборы и инструменты должны поверяться на правильность показаний в соответствии с показаниями образцовых приборов и средств измерения, а также на соответствие требованиям метрологического надзора.
При операционном контроле в процессе выполнения сварочных работ должно строго проверяться соблюдение последовательности работ и режимов сварки, предусмотренных технологическим процессом.
Контроль качества сварных соединений может осуществляться внешним осмотром, измерительными инструментами, испытанием на непроницаемость, радиационными, ультразвуковым, магнитным, электромагнитным и капиллярными методами, а также механическими испытаниями. Выбор методов контроля должен определяться ответственностью сварной конструкции и наличием методики контроля, утвержденной в установленном порядке.
Методы контроля качества сварных соединений в зависимости от характеристики дефектов и области применения должны соответствовать ГОСТ 3242-79.
Осмотру с целью
выявления внешних дефектов должны
подвергаться все сварные швы независимо
от применения других методов контроля.
Осмотр сварных швов должен производиться
по всей их протяженности с двух сторон,
за исключением мест, недоступных для
осмотра. Невооруженным глазом или с
применением лупы с не менее чем
четырехкратным  увеличением
проверяют наличие трещин, подрезов,
свищей, прожогов, натеков, непроваров
корня и кромок.
увеличением
проверяют наличие трещин, подрезов,
свищей, прожогов, натеков, непроваров
корня и кромок.
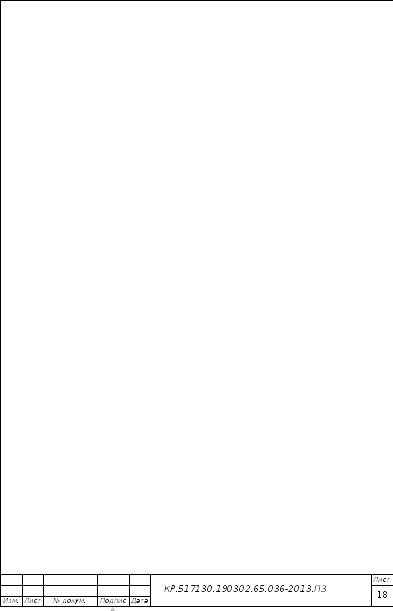
Рисунок 4 - Специальные шаблоны:
а— для определения угла разделки кромок; б - для определения зазора между деталями.
Качество подготовки кромок под сварку определяется чистотой кромок, правильностью их разделки. Сборку заготовок контролируют по соответствию зазоров допускаемым значениям. Для этого применяют специальные шаблоны и измерительный инструмент.
В процессе сварки (наплавки) деталей и узлов вагонов следует контролировать режимы сварки, газовую защиту дуги, правильность и последовательность наложения валиков в многослойных швах и т. п.
Качество газовой защиты контролируют при сварке в инертных газах и в СО2 по соответствию показаний расходомера требованиям технологии, а также по внешнему виду шва, отсутствию следов окисления и других дефектов.
При выявлении участков поверхности, не соответствующих требованиям нормативной документации, производится их исправление. Выявление внутренних дефектов в наплавленном металле осуществляется теми же методами, что и в сварных швах.
Перед контролем
сварной шов и прилегающие к нему
поверхности должны быть очищены от
шлака и других загрязнений, затрудняющих
 осмотр,
на ширину не менее
20 мм по обе
стороны шва. Сварные соединения,
выполненные сваркой в защитных газах,
не зачищаются.
осмотр,
на ширину не менее
20 мм по обе
стороны шва. Сварные соединения,
выполненные сваркой в защитных газах,
не зачищаются.
Дефекты, выявленные внешним осмотром, должны быть устранены перед проведением контроля другими методами.
Испытания сварных соединений на непроницаемость и герметичность должны производиться в соответствии с ОСТ 5.1180—87.
Объем контроля качества сварных соединений согласно ГОСТ 3242-79 устанавливается конструкторско-технологической документацией и составляет от 10 до 100 % общей длины сварных швов в зависимости от ответственности изделий. Для вагонных конструкций объем контроля качества сварных соединений определяется технической документацией, утвержденной ЦВ МПС.
Контроль сварных соединений радиационными методами должен производиться согласно ГОСТ 7512-82.
Контроль сварных соединений капиллярными методами должен производиться согласно ГОСТ 18442-80 и ГОСТ 26182-84.
Контроль сварных соединений магнитными методами должен производиться согласно ГОСТ 21104-75, ГОСТ 21105-87, ГОСТ 25225-82 и Технологической инструкции по испытанию на растяжение и неразрушающему контролю деталей вагонов 637-96 ПКБЦВ.
Контроль сварных соединений ультразвуковым методом должен производиться согласно ГОСТ 14782-86.