

5 Оборудование для наплавки
Углекислый газ применяется в качестве активного защитного газа при дуговой сварке (обычно при полуавтоматической сварке,наплавке) плавящимся электродом (проволокой), в том числе в составе газовой смеси (с кислородом, аргоном).
Углекислый газ CO2 (углекислота, двуокись углерода, диоксид углерода, угольный ангидрид) в зависимости от давления и температуры может находиться в газообразном, жидком или твердом состоянии.
В газообразном состоянии диоксид углерода представляет собой бесцветный газ с немного кисловатым вкусом и запахом. В атмосфере Земли содержится около 0,04% углекислого газа. При нормальных условиях его плотность составляет 1,98 г/л – примерно в 1,5 раза больше плотности воздуха.


Рисунок 2 - Схема хранения углекислого газа (углекислоты) в баллоне
Баллоны с углекислым газом окрашены в черный цвет и имеют желтую надпись "Углекислота" или "СО сварочный". Расход газа при наплавке составляет 1,0-1,4 /ч.
Для отбора газа из баллона он должен оснащаться редуктором, подогревателем газа и осушителем газа. При выходе углекислого газа из баллона в результате его расширения происходит адиабатическое охлаждение газа. При высокой скорости расхода газа (более 18 л/мин) это может привести к замерзанию содержащихся в газе паров воды и закупорке редуктора. В связи с этим между редуктором и вентилем баллона желательно размещать подогреватель газа. При прохождении газа по змеевику он подогревается электрическим нагревательным элементом, включенным в сеть с напряжением 24 или 36В.
Сварочные полуавтоматы для наплавки в защитных газах обеспечивают подвод газа в зону сварки, снабжены газовым клапаном, останавливающим подачу газа после прекращения процесса наплавки.
Сварочный полуавтомат – это аппарат для полуавтоматической наплавки с механизированной подачей порошковой проволоки. Основные компоненты сварочного полуавтомата представлены на рисунке ниже.
Для нашей наплавки выбираем сварочный полуавтомат ПДГ-508.

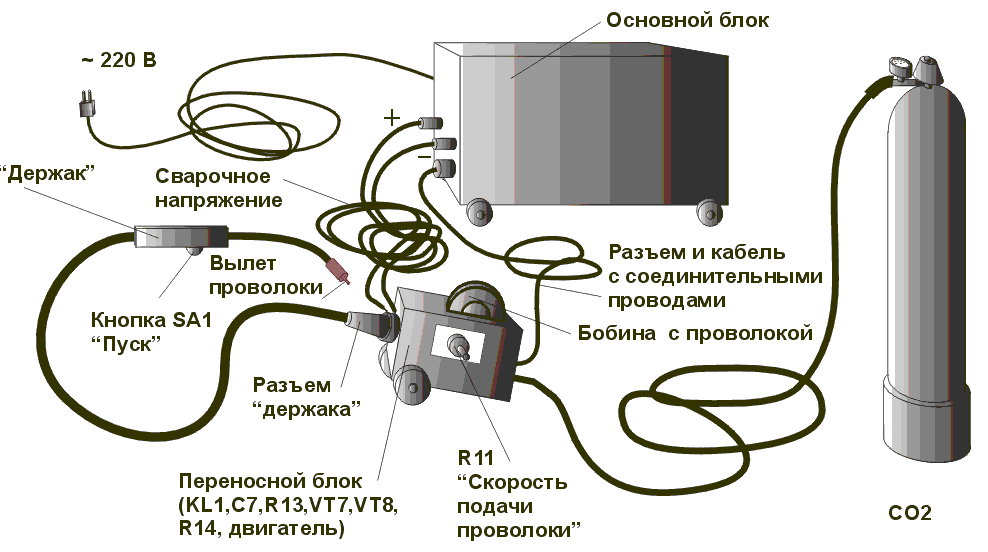
Рисунок 3 - Конструкция сварочного полуавтомата
Технические характеристики подающего устройства ПДГ-508:
Таблица 4- Параметры сварочного полуавтомата
|
Cварочный ток (ПН 60%) |
500 А
|
|
Напряжение питания |
380 В |
|
Мощность привода |
180 Вт
|
|
Диаметр электродной проволоки |
1,2...3,0 мм
|
|
Пределы плавного регулирования подачи электродной проволоки
|
120 - 1200 м/ч |
|
Габаритные размеры ПДГ-508 |
466х363х403 мм |
|
Габаритные размеры шкафа управления |
450х300х240 мм |
|
Масса ПДГ-508, не более |
25 кг |
6 Расчеты по выбору параметров режима наплавки
Для механизированной сварки(наплавки) без дополнительной защиты зоны сварки(наплавки) применяют специальную порошковую проволоку марки ПП-АН3, обладающей хорошими сварочно-технологическими свойствами, минимальной токсичностью газов и пыли, обеспечивает малое разбрызгивание металла, хорошее формирование шва и отделение шлаковой корки. Коэффициент наплавки проволоки αн=13+17 г/(А×ч).
Режим наплавки самозащитной порошковой проволокой приведены в таблице 5.
Таблица 5- Режим наплавки самозащитной порошковой проволокой
|
Толщина свариваемых листов, мм |
Iсв, А |
Uд, В |
Vпр, м/ч |
Вылет проволоки, мм |
|
5-10 |
360-380 |
25-28 |
140 |
15-20 |
Наплавку порошковой проволокой рекомендуется производить на постоянном токе обратной полярности.
Масса наплавленного металла:
GHП = FH×H×ρ, (1)
где FHП =750 – площадь наплавляемой поверхности, мм2;
Н – требуемая высота наплавленного слоя, см;
ρ – плотность металла, для стали ρ=7,8 г/см3.
Тогда
GНП = 7.5×0.6×7.8=351 г